















Editor-in-Chief

As metal fabricators grew their businesses in the 2010s, they turned to fabricating technology to keep pace with the new opportunities. Was the past decade the Golden Age of the industry? Getty Images
Editor's Note: This is the fifth installment looking at how the modern metal fabrication industry has impacted each decade since 1970, the same era that The FABRICATOR magazine launched. Read about the 1970s, 1980s, 1990s, and 2000s.
The Great Recession, which officially lasted from December 2007 to June 2009, was the greatest economic decline since the Great Depression of the 1930s. In many ways, the 2010s could only be better.
Manufacturers, however, were going to have to dig out of a big hole. Cliff Waldman, chief economist for the Manufacturers Alliance for Productivity and Innovation, told IndustryWeek in 2017 that manufacturers lost 20% of their output and 15% of their workforce during the Great Recession. That was surpassed only by the Great Depression, when the county lost about half of its total output.
The hard numbers behind the headlines were just as jarring. The 2012 report from the Information Technology & Innovation Foundation titled “Worse than the Great Depression: What Experts Are Missing About American Manufacturing Decline” said that from 2000 to 2011 the rate of manufacturing loss in the U.S. increased at a rate nearly six times faster than any rate in the prior two decades. That translated into a loss of 5.4 million jobs. During that same time, 66,486 manufacturing establishments closed, from 404,758 in 2000 to 338,273 in 2011.
But manufacturers are an optimistic bunch. When the Great Recession came to an end, everyone was eager to get back to work. That’s the story of the 2010s.
Metal fabricators became more sophisticated about the way they ran their businesses, diversifying the customer base across several industry sectors and building up cash reserves to weather economic downturns. They also invested in new fabricating technology and automation at a rapid pace. The latter gave manufacturers and fab shops the ability to boost productivity without adding too much overhead, making them more competitive and strengthening their ability to grow the business.
After a very sluggish start to the decade, the 2010s ended up being a positive one for manufacturing. The economic expansion that came after the Great Recession lasted for the entire decade before coming to a halt with the coronavirus pandemic. There’s no denying, however, that the previous decade was one of the most vibrant for metal fabricating. A look back at the decade in the pages of The FABRICATOR makes you wonder if those years might be considered the Golden Age of modern metal fabricating.
The “2010 Capital Spending Report” from FMA Communications indicated that 2009 wasn’t much fun for anyone in metal fabricating. The report showed that respondents were operating at 66% to 69% capacity, when many of the same companies were at 80% just the year before.
Even with that in mind, metal fabricators were primed to boost their spending on capital equipment. Thirty percent reported an interest in increasing their spending in 2010, with only 26% planning to decrease spending. (As a comparison to better times, in 2008 about 51% planned to increase spending.)
Fabricators appeared to show interest in cutting-edge equipment. For example, $120.1 million was expected to be spent on 2D and 3D laser cutting machines in 2010, which was only slightly lower than the $135.9 million that was projected to be spent in 2008.

The 2010s opened with a discussion of laser cutting in the January 2010 issue of The FABRICATOR. The technology would come to dominate technology talk in metal fabrication for most of the decade.
Cash on hand helps everyone during an economic slowdown. Some shops didn’t have the chance to learn that during the Great Recession, but Richard G. Kallage wanted to reinforce that message to the ones that remained.
Kallage, who would go on to be the original Improvement Insights column author for The FABRICATOR, wrote about what fabricators could do to boost their cash position in the feature “Getting paid—faster.” In addition to focusing on strategic sourcing and getting better at collections, Kallage focused on lean manufacturing.“It’s a simple concept, really. “The faster a product is produced and shipped (while, of course, meeting or exceeding quality demands), the faster your company gets back its working capital investment,” he wrote. He added it was common for lean practices to remove four weeks or more from the cash-investment/cash-recouped cycle.
In one of the first articles in The FABRICATOR about fiber laser cutting, Senior Editor Tim Heston described fiber laser technology in place at a shop in Italy. More specifically, Pres Metal purchased a Salvagnini L1Xe-30 sheet metal cutting system with a 2-kW fiber laser from IPG Photonics to boost its laser cutting productivity. The laser cutting machine, according to Salvagnini officials, traveled twice as fast as a 4-kW CO2 laser as it was cutting.
“If I can cut twice as fast and it’s six times less expensive to operate—well, that forms my opinion as to where fiber lasers are going in the market,” said Bill Bossard, the former president of Salvagnini America. He was making the point that the 2-kW fiber laser cutting machine was about the same price as a 4-kW CO2 machine.
Heston wrote toward the end of the article that the CO2 would remain the “industry workhorse for years to come.” He wasn’t alone in that opinion. Everyone underestimated the impact that fiber laser cutting technology would have on the industry in the ensuing years.What happens if a metal fabricator can offer its fabricating expertise to a customer who might not be as knowledgeable about design for manufacturability? Good things for all parties involved.
“Fabricator growth strategy: Lower cost brings greater profit” detailed the story of Hi-Tech Industries of New York, Johnson City, N.Y., a metal fabricator that discovered honesty is the best policy with customers. For instance, Hi-Tech Industries’ Doug Gardner said he had an RFQ come over asking him to quote a telephone booth-sized component with complicated square tubing needing to marry up with base plates precisely. Because of the component’s complexity, he almost decided not to quote it. Instead, he and an engineer redesigned it with fewer parts, and software indicated just how long it would take to fabricate the new design. The quote then went back to the customer.
“And I was honest. I told him I was making more profit [with the unitized-design approach] than if we were to go with something similar to the original frame design,” Gardner said. “I told him: ‘My profit went up, and your costs just went down. What a country!’”
In the From the Editor-in-Chief column, I wrote about an anonymous fabricator that told me he didn’t want anything to do with military work that was widely available to Midwestern shops. The work was part of a $3 billion Pentagon contract that Oshkosh Corp., Oshkosh, Wis., had won. It had beaten out BAE Systems in 2009 for the contract, and that loss had left a lot of shops in the South hanging after having invested in equipment to cut and form heavy plate. The fabricator referenced in the editorial knew that type of military work could dominate a small shop’s attention and leave it very vulnerable.
“Can you imagine saying ‘no’ to a multi-million contract? That act has to be one of the most challenging apsects of running a metal fabricating business. If you talk to business owners who pride themselves on customer service, they will tell you that the customer is always right. Yet, in reality, some customer may not be right for a metal fabricator’s business model,” the source stated in the editorial.
Fabricators had learned that diversification was a possible way to at least postpone death. It’s been a valuable lesson for many.
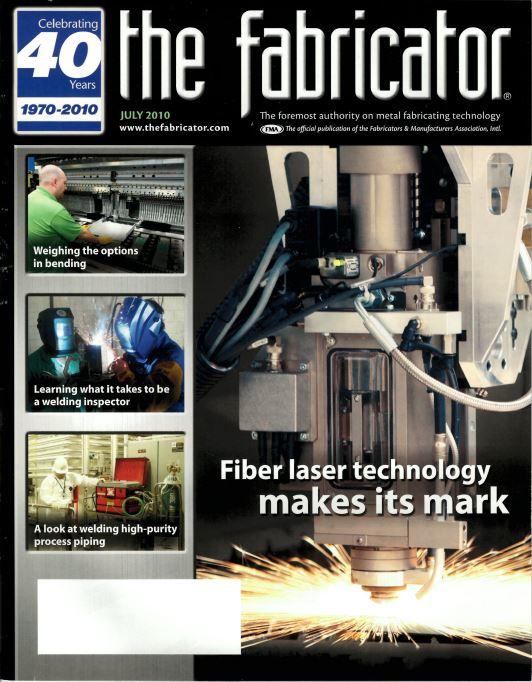
The fiber laser did make its mark in the metal fabricating industry in the 2010s. In fact, no one really understood at the time of this article in the July 2010 issue of The FABRICATOR how it would change the efficiency with which manufacturers could cut sheet metal and plate in the ensuing years.
Punching machines, which dominated metal fabricating in the 1990s, still have a place in the modern metal fabricating shop. They just can’t be used the same way.
The high-volume jobs that allowed a shop to use a standard set of tools in the same machine without any tool changeover during a shift are long gone. Today metal fabricating is all about short-run jobs.
Dennis Lowry of Mate Precision Technologies wrote a hypothetical tale of a shop that took steps to apply lean manufacturing principles to the punching operation. “Lean on the turrets” provided a road map for fabricators to ensure their punching machines were efficiently run.
What were some of the tips? A design-for-manufacturability process was installed to ensure that the shop floor could handle the new work. A look at nests revealed that they could use punching tooling to create snap lines that allowed parts to easily separate from each other, without the need for deburring. Tooling such as a quadradius tool with four radii on the punch circumference could quickly nibble different-sized large-diameter holes common in many different parts, eliminating the need for a specific tool for each hole size. The team designed standard tooling setups on the different machines to accommodate widely used tooling and left open space for less commonly used tools.
The FABRICATOR profiled Mayville Engineering Co., now known as MEC, as part of its FAB 40 coverage. The FAB 40 is a list of some of the most successful metal fabricating operations in the U.S., and the publication ranks them by annual sales revenue.
At the time, MEC expected its sales from its contract and prototype businesses to reach more than $124 million. It’s grown a bit since then. Its 2019 sales revenue was $519.9 million. Also, the company announced the launch of its initial public offering of 6,250,000 shares of common stock in the summer of 2019.
“Generally, the large OEMs want to simplify,” said Bob Kamphuis of MEC. “They don’t want to invest in those basic manufacturing activities. They want to deal with designing, final assembly, and testing their product, as well as strong distribution of that product. They’re putting their eggs in the basket that’s going to give them the most return on investment.”
“The American Society of Civil Engineers suggested in its 2009 ‘Report Card for America’s Infrastructure’ that the U.S. needed $2.2 trillion in infrastructure investment to improve competitive advantage,” I wrote in an editorial. Well, things haven’t changed much since then, and U.S. infrastructure continues to age. I guess it’s going to take several major catastrophes, one right after the other, before Washington politicians recognize the need for rebuilding America.
Traditional thinking around this time suggested that when it came to laser cutting, the minimum hole size should be no less than the material thickness. Fiber laser cutting technology forced people to rethink that.
“What we have found with the fiber laser is that we can get down to a quarter of material thickness,” Salvagnini’s Steve Aleshin said. “It’s difficult, for example in 0.5-in. material, to measure the quality of the hole when you get that small—to see inside of there without cutting things up. And certainly the customer will have to make the decision if that is a good enough hole.

Punching still has its place in the modern metal fabricating shop. When paired with lean manufacturing principles and new punching tooling, the machine can make quite an impact, as a case study in the May 2011 issue of The FABRICATOR detailed.
Tim Heston wrote in his Biz Talk column about how Erick Ajax had had some restless nights thinking about how two near-miss accidents could have easily harmed or possibly killed his colleagues at his Minneapolis-based shop. After that he decided to get more serious about safety at his company, E.J. Ajax.
“We have about 40,000 men and women who work in metal forming in Minnesota … We average about one amputation a month in metal forming. That’s a pathetic statistic, but it’s unfortunately part of my work being on the advisory board with OSHA [in Minnesota]. I do see those numbers quarterly, and it’s pretty challenging to look at them,” he told a crowd at the 2011 FABTECH.
Today at E.J. Ajax PPE is required and machine safeguards can be found everywhere they are needed. Random drug testing is done, and that covers everyone, including senior leadership. If workers are spotted working unsafely, they are sent home. If the employee gets caught working unsafetly again, they are terminated, no matter how experienced or skilled the person may be.
“I can say that at E.J. Ajax, safety is my absolute highest ethical and moral responsibility,” Erick Ajax said. “We must ensure everyone gets to go home safely to their loved ones. If we can’t be safe, we’re simply not successful. If one of my colleagues gets hurt, any profits are ill-gotten gains in my mind.”
Folks at CR Metal Products Inc. used to have morning meetings similar to a lot of other metal fabricators—frantically looking at a schedule of more than 1,000 active jobs and trying to figure out where to fit in the hot jobs. After committing to an improvement methodology called quick-response manufacturing, which focuses on the use of cells to reduce the time from when a customer orders a part until the first unit is shipped, that meeting became a lot more relaxed. Everyone was on top of what they needed to do to keep true to the schedule.
So now there is no “Cutting Department” or “Press Brake Department” at CR Metal Products. The floor is arranged in cells, and each is color-coded. (For example, green is for heavy fabrication for up to 0.5 in., orange is for thin-gauge work, and red is for low-volume fabrication.) Employees, who wear colored shirts that align with the cell in which they work, fabricate a job through as many steps as they can before handing it off to someone else.
The approach seemed to have worked for the fab shop in the early 2000s. It was expecting to hit $20 million in revenues in 2013, more than double what the company earned almost a decade before.
Lean manufacturing begins as small steps, but once people buy into the concept, it can produce big results. Sometimes seeing those small steps helps a fabricator to understand where this type of effort can lead.
In “Why the little things matter,” Senior Editor Tim Heston discussed some of the steps that Laser Access, a Michigan job shop, took as it sought to perfect the art of efficient fabricating. For instance, a holder with tin snips, a tape measure, markers, and other basic tools is attached permanently to the fork truck, eliminating the need for the truck driver to go look for them. In another example, sheet remnants are organized vertically and by thickness, so operators can find what they need quickly.
“And when it comes to getting worker buy-in for continuous improvement, making jobs easier is a good starting point,” Heston wrote.
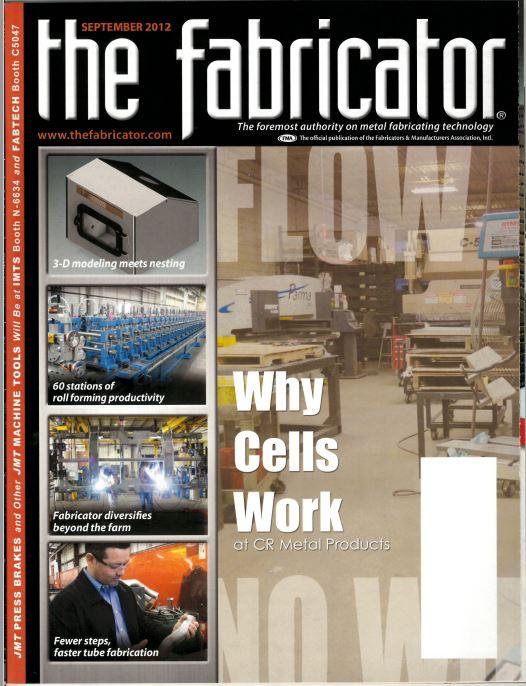
In a profile in The FABRICATOR, the metal fabricating world learned about CR Metal Products, a job shop in St. Louis that turned work-in-process into productive work-spaces by creating cells that helped to more efficiently produce parts.
Automation in the North American structural steel industry was almost unheard of in the early 2010s. In “Automation at the end of the line,” The FABRICATOR investigated just what might be possible.
The article detailed the possibilities of joining scanning technology with robots. For instance, a robot can pick up an accessory from a nearby conveyor (after it is scanned and confirmed to be the right part) and places it on a structural beam. After the robot has places the part, a 3D scanner on a tack welding robot checks the position, and if all checks out, the tack welding process is initiated. Both the pick-and-place robot and the tack welding robot are stationary, unlike the welding robot that is on a linear rail.
When the first phase of the placement and tack welding is done, the beam is flipped and the process begins again. When the accessories are in place, the beam is sent down the line to the welding robot, where the gas metal arc welding process can finish up the work.
As the decade came to a close, several of these systems were up and running in North American structural steel companies.
It’s enough to make metal fabricators pull their hair out: The million-dollar laser cutting machine is sitting idle while a lens is manually changed.
As much as the industry had adopted material handling automation for laser cutting machinery, many shops still lived with downtime associated with having to manually deal with laser optics.
As Mazak Optonics’ Marc Lobit wrote, “For the record, laser cutting machines without these automated functions [of setting up the laser] can run efficiently. However, it is difficult to maintain long-term efficienct production if the job shop has regular part changeovers. Research done on actual machine changeovers reflects that manual changes typically take around 26 minutes to complete, when done properly, if the shop considers all of the steps involved in a standard setup—set up lens, install nozzle, focus the lens, set the gap, set the focal point, do a rest cut, tweak the lens if necessary, and start production—it can understand how setting up for a job can get out of hand very quickly. Simply put, waiting for an operator delays production while the machine sits idle.”
Automated changeover functions took less than one minute. Needless to say, this type of automation is now expected in modern laser cutting machines.
The FABRICATOR has conducted a “What Keeps You Up at Night?” survey since 2009, which obviously was in the midst of the Great Recession. By 2013, however, fabricators were less focused on where the next job was coming from and more focused on who was going to available to work on that job.

DeWys Manufacturing, an active member of the Fabricators & Manufacturers Association, won The FABRICATOR’s Industry Award in 2014. It continues to grow, having just completed the acquisition of another fab shop in Grand Haven, Mich., in October.
When asked “What Keeps You Up at Night?” 36% of those fabricators surveyed said “availability of skilled workers” and 19% said the “economy.” In 2009, 48% of fabricators surveyed said the “economy” and only 6% said “availability of skilled workers.”
The economic recovery, slow though it was, was gaining momentum by late 2013.
The 2013 FABTECH attracted more than 40,000 visitors and more than 1,500 exhibitors, making it the largest show since it was first launched in the 1980s. The keynote speaker for the event, economist Alan Beaulieu, pointed to the economy—without the fuel of a tech bubble in the stock market or a speculative real estate market—as being a primary driver for a robust manufacturing sector.
“This is a normal run rate,” he said. “GDP is at record-high levels, and it’s growing. In fact, this growth isn’t particularly fragile, and you’ll be enthused about the next five years. And you deserve the credit. You do more with fewer people, and you’ve made the right changes.”
History has proven him correct.
In a recap of a panel discussion at The FABRICATOR’s Leadership Summit, which was held in Austin, Texas, fabricators in attendance got an update as to where solid-state laser cutting, which covers both fiber and disk laser technology, was. By the end of 2013, industry observers estimated that about 20% of cutting lasers sold were of the solid-state variety, pretty impressive growth for a technology that really only made its debut in 2010.
That wasn’t the point of the panel discussion, however. The focus was not on IPM, but on how the fast cutting technologies were reshaping the metal fabrication landscape inside the shop. This included talk of the need for automated material handling to keep the machines fed and material moving downstream to other processes, forming systems that minimized tooling changeover, offline programming for press brakes, and software that tracked overall equipment effectiveness. More than five years later, many shops are having these same types of discussion.
The image of a press brake operator bending small parts on a large press brake is not too unusual. In reality, a shop uses what is available to do the job. But is that large hydraulic brake the right machine for the job? Probably not.
Electric press brakes, designed strictly for small parts, became more widely accepted in the mid-2010s. People were looking for speed and accuracy in the small brakes. Such an investment also allowed them to keep their larger brakes open for more suitable work.
What could the small press brakes do? “The economics of small-parts bending” covered several key points:

With the January 2015 issue, The FABRICATOR returned to a full-page photo on the front cover. It’s probably no surprise that the cover story was about the increased cutting speeds of fiber laser cutting machines.
Senior Editor Tim Heston’s forecast article for 2015 didn’t necessarily capture the spirit of a red-hot industry, but that was OK for most metal fabricators. Growth of any kind was welcomed.
Doug Olds of Washington Metal Fabricators, Washington, Mo., told Heston that before the Great Recession the analysis and discussion about purchasing fabricating equipment or hiring people was thorough, but relaxed. Postrecession changed that, but not necessarily for the worse.
“The recession helped us in a very strange way,” Olds said. “While we took a big hit and a one-year loss, it changed our philosophy on how we do business and how we buy equipment. We’re much stronger now coming out of the recession.”
Scott Vidimos of Vidimos Inc., East Chicago, Ind., said that the years coming out of the Great Recession were about “making a reasonable profit at the sales volume we have.” That included three years of similar growth heading into 2015.
That was the foundation for further and more rapid growth. Some fabricators at the time could feel it.
“I am very positive that manufacturing will have its renaissance. We lost some competitors after the recession, but those of us who are left are that much better,” said Garry Griggs of Magic Metals, Union Gap, Wash.
I noted in my editorial for the issue that more fabricating companies appeared to be jumping into machining. In a readership survey sent to almost 10,000 subscribers of The FABRICATOR in March 2015, 78% of the 134 respondents indicated that their production operations included machining. Of those that acknowledged chipping activities at their companies, 49% said that machining work had increased over the past 12 months.
A shop expanding its capabilities isn’t so unusual, but it’s interesting to see the walls come down between the traditional fabricating company and machine shop. One of the main reasons that fabricators have shared over the years for getting into machining was to keep work in-house and avoid contracting out the work. That keeps the fabricator in complete charge of the production schedule, allowing them to meet delivery deadlines.
The FABRICATOR completed the 2020 version of its readership survey earlier this year. When asked about machining activities at their companies, 70% of the 210 folks surveyed indicated that they had some sort of machining capabilities, and of that total, 23% said it had increased from the previous year.
In his Biz Talk column, “The few, the productive, the skilled,” Senior Editor Tim Heston wrote about why companies with engaged employees stand apart. After all, every company has access to the same equipment and manufacturing principles. Something has to make special companies stand out from their competitors, right?

MEC Inc. made the cover the February 2016 issue as The FABRICATOR’s Industry Award winner.
Heston drove the point home in talking about Gap Partners Inc. of Georgia. There it wasn’t about the technology or the continuous improvement activities on the official corporate video. People were front and center, and the corporate video contained their stories, their silliness, and their descriptions of what drove them to be their best.
“Most tell about how they get their people to step up, unite, and work together to achieve a better result,” said David “Papa Bear” Bowes of Gap Partners. “That’s what you hear all the time, and frankly, that’s the most difficult part of the job.”
Frank Arteaga of Bystronic asked a good question in his article “What comes after the fiber laser purchase?” It was timely because many fabricators underestimated just what sort of impact this supercharged blank cutter would make on their operations.
In answering this question, the author focused on a hypothetical fabricator, The Fab House. It had just purchased a 6-kW fiber laser cutting machine, and it was in the process of rethinking its operations as the laser was producing substantially more parts per hour than its old laser cutting machine.
So what did The Fab House do? It optimized the front-end order processing, engineering, and programming systems to make them run more smoothly. It invested in automation to help with material handling for both loading raw materials and unloading the cut sheets. It modernized its press brakes and reworked its programming efforts to create a bending process that could keep pace with the laser cutting machine. It took steps to fully modernize its fabricating operations.
The 2015 FABTECH drew more than 43,000 attendees, making the event the largest in its history. But it wasn’t done yet.
The bending department in a fab shop in 2016 looked pretty different than one from 20 years earlier. This article described the many ways:
In his Biz Talk column, Senior Editor Tim Heston wondered why so much negativity filled the air during the election cycle. Unemployment was around 5%. Wage increases were occurring, up significantly from the year before, according to the U.S. Treasury Department.
He suggested two reasons:
People are more confident when they feel like they have job security. In the modern manufacturing economy, that sort of confidence is hard to come by.

The cover story for the May 2016 issue of The FABRICATOR profiled the many ways that a shop’s bending department has evolved to tackle efficiency and specialty production.
In one of the more interesting stories to appear in The FABRICATOR in recent years, we were introduced to Matt Bush and Rob Goldiez, who both used to work for Scott Fetzer Electrical Group in Tennessee helping to automate a company factory, but who left to launch a company called Hirebotics.
This wasn’t just a robotic integrator, however. The goal of the company was to make automation more accessible and flexible than fabricators ever thought. They were able to approach the high-product-mix manufacturing world with this concept because of the emergence of collaborative robots.
The company plan was to hire out the collaborative robots by the hour. It uses off-the-shelf robots and components and can remotely monitor the robots after they are installed in a factory.
Remote monitoring allows Hirebotics to bill only for the hours the robot works. Hirebotics bills its customers weekly, just as an agency would for its temporary workers.
The approach has since expanded to applications such as welding, where the fabricator pays only when the robot is actually welding. Also, because the robot is collaborative, a fabricator doesn’t need to set up guarding around the cell.
The FABRICATOR took a deep dive into the world of collaborative robots. The story quoted a 2017 Transparency Market Research report that valued the global collaborative robot market in 2015 at $10.3 billion, but also predicted that the market’s annual growth rate to be 30%. By 2024 the collaborative robot market was expected to be worth $94 billion.
Again, it wasn’t too much of a surprise for metal fabricators that have put robots into action on their own shop floors. Prices have fallen, and the robots have gotten easier to program. Now you have robots that don’t have to reside behind a gate. People can work alongside them.
“An extension of this is the ability to deploy the robots quickly,” said Manuel Sordo of Universal Robots. “You don’t need a team of robotic programmers and engineers on-site to deploy the robot. And you often can deploy them without dramatic changes to your protection.”
When President Donald Trump took over as president in 2017, he made no secret about his desire to help the domestic metals industry. On March 8 he proclaimed he was going to apply a 25% tariff on steel imports and a 10% tariff on aluminum imports as a result of a U.S. Department of Commerce investigation that suggested that these imports threaten the viability of the domestic metals industry, which in turn was a threat to national security.
That led domestic prices to jump. As of mid-March, the price jumped to $840/ton FOB the mill for spot tonnage of hot-rolled steel, up from $600/ton in November 2017. John Packard, founder of the Steel Market Update e-newsletter, told a crowd of metal fabricators at The FABRICATOR’s Leadership Summit in Scottsdale, Ariz., in March that the hot-rolled steel prices could stay in this range for the foreseeable future.

Hirebotics brought the concept of an employment agency for collaborative robots to the metal fabricating world. Fabricators can rent these robots by the hour when they are in need of automation.
Luckily, however, that didn’t prove to be the case. Prices were as low as $440/ton for hot-rolled as recently as early August 2020. Did the tariffs hurt metal fabricators? On the surface, the price increases seemed to have negligible effect. Did it help the steel mills? More steelmaking capacity has been added in recent years, but the jury is still out on whether the tariffs opened the door for this possibility. Some industry observers fear that there is simply too much steelmaking capacity in the U.S., and that some companies will be forced out as “Steelmageddon” occurs. Time will tell.
“High-powered fiber laser gets shop back on track” covered how a 10-kW and a 6-kW fiber laser cutting machine eliminated a huge bottleneck for Progressive Metal Manufacturing Co., which has two facilities in the Detroit suburbs. “I can say that those machines bailed us out. They helped out tremendously. It’s really remarkable,” said Eric Borman, the company’s CEO.
The new fiber lasers had features like automated cutting head changeover and focal length adjustment. They didn’t need to warm up and have the beam aligned, a task that used to eat up time when fabricators had to work with CO2 machines.
“Obviously, speed is speed, but it’s efficient in every way. “With something like automatic tip changers, that eliminates three minutes here and three minutes there. Over multiple shifts, that adds up,” Borman said. “That’s a lot less downtime.”
As people talk about the future of manufacturing and point to additive manufacturing as that future, metal fabricators aren’t paying too much attention. They’ve got parts to get out the door.
They know a neat tool when they see one, however, and a 3D printer is no exception. Fabricators aren’t worried about how the technology is going to revolutionize the future; they like it for what it can do now.
In “Got gauge problems?” we learned that a 3D-printed back gauge can help with the oddball jobs that show up on the bending schedule. Does a part have an irregular edge, making it hard to set against the gauge? Print a gauge insert that mates perfectly against the irregular edge. Say you have a straight bend that you’re gauging off of a tapered flange, giving you a 135-degree (obtuse) angle between the side and the flange edge. A standard backgauge finger might not be able to grab that corner very well. A 3D-printed corner gauge insert that fits perfectly into a 135-degree angle corner would help the operator deliver repeatable bends.
For the imaginative fabricator, the future of fabricating is already here. The 3D printer is just another tool that helps complex designs become reality in an efficient manner.
According to the Occupational Safety and Health Administration, musculoskeletal disorders (MSDs) are among the most frequently reported causes of lost or restricted work time. Workers in manufacturing have seen their bodies worn out by stresses from repetitive motions, carrying loads, and working in challenging positions.
Exoskeletons have emerged to help combat these repetitive-motion injuries. They are mostly wearable support systems that, with the help of springs, pulleys, and leverage, shift loads from easily fatigued parts of the body, like arms, to the body’s core section.
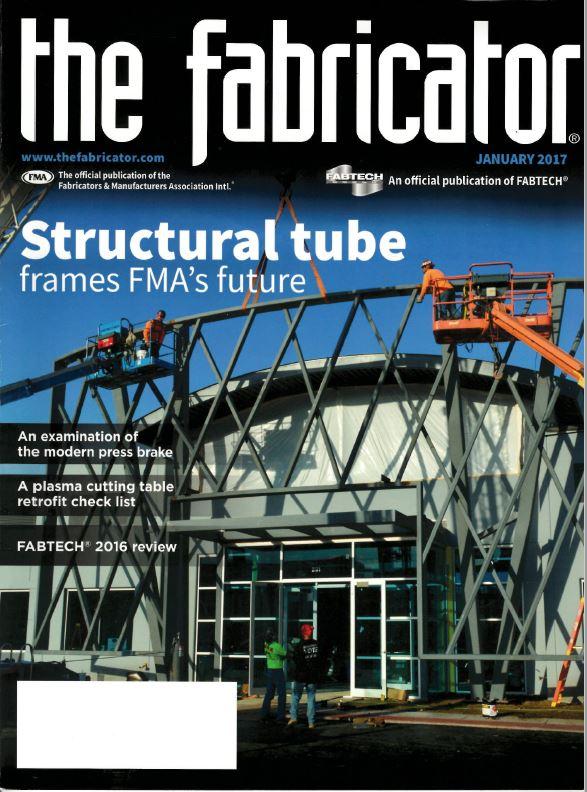
In late 2016 the Fabricators & Manufacturers Association left its original home in Rockford, Ill., for a new home in Elgin, Ill. A structural tube framework was constructed to let passersby on nearby I-90 know that the building housed the country’s leading professional association for the metal fabricating industry.
Not widely seen in metal fabricating, these exoskeletons are more common in the automotive industry. Toyota, Ford, and BMW are some of the companies using them on the assembly floor.
Gene Marks, founder of the Marks Group, provided the keynote address to the Fabricators & Manufacturers Association’s Annual Meeting in Nashville in early March. What did he predict for 2020?
He suggested that an infrastructure bill in the $200 million to $1 trillion range was likely to happen.
He thought a new family leave law, with Ivanka Trump’s support, would become a reality.
He had a feeling that Congress would move to hike the federal minimum wage to between $11 and $12, which might influence other private companies to match the increase.
When asked about a possible recession, he replied, “No one knows.” He was definitely correct with that statement, particularly considering the way that 2020 ground to a halt.
In his Biz Talk column, Tim Heston described Industry 4.0, a term that doesn’t mean a lot to many metal fabricators but could play a huge role in the way their shops operate in the future.
Heston provided this overview: “The picture might start with automated quoting, drawing from shop floor and third-party data analytics. Upon acceptance, the job is scheduled and nested automatically, drawing data not only from the shop floor but from the cloud, be it provided by the machine toolmaker, a third party, or both.
“Scheduling and nesting software could also draw from material- and material supplier-specific data; this would make it smart enough to know the implications of nesting long and skinny parts on a certain thickness and grade of a certain mill’s galvanneal that has a history of residual stress. So it would know to nest and microtab in such a way to prevent those long, skinny parts from bowing up after being cut and crashing the machine.
“Parts are denested and sorted automatically—again, using data both from the local shop floor and from the cloud—then move on to forming, with bend simulations that consider individual operator preferences as well as the movement of workpieces between each step of a staged bend.
“Once parts are formed, they move downstream immediately. Many jobs ship not in weeks or days but in a matter of hours. How can everything flow so smoothly? Because everything is connected, and everything is learning.”
In the 2020 Industry Forecast, most people contacted for comment and who participated in the “2020 Capital Sending Forecast” remained somewhat optimistic for the new year, but there was some trepidation.
“Of course, manufacturing has never been a unified business,” said Chris Kuehl, economic analyst for FMA and managing director at Kansas City, Mo.-based Armada Corporate Intelligence. “It depends on what you’re manufacturing. We have sectors that are in decline, and ones that are in the middle. The declining ones are those sectors that are most connected to the global economy.”
That observation was reinforced by the fact that many metal fabricators with some sort of connection to global supply chains were actually planning for 2020 to be somewhat flat. Many people were waiting for a slowdown as the economic expansion after the Great Recession broke all records with its continued growth. Little did they know that it would come in the form of a pandemic.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





