
















Senior Editor

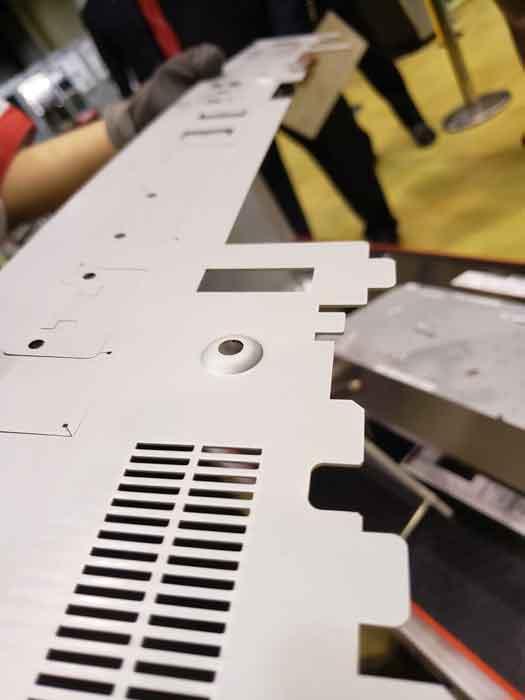
A cut part really isn’t “finished” until the next operation, such as bending, can do something with it. Gettty Images
Editor's note: This is the first part of our four-part Cutting's Current State series to commemorate our 50th anniversary. Check out Part II, Part III, and Part IV.
The FABRICATOR and laser cutting grew up together. The publication’s laser coverage goes back to 1974. “LASER METAL CUTTING” read the May issue’s front-page headline over a grainy photo of a 500-watt CO₂ laser mounted onto an oxyfuel cutting table gantry. By today’s standards, the cutting head crawled, but back then it was a thing to behold.
In the decades since, the laser has shaped the sheet metal fabrication business. In the 1980s and 1990s, just having a laser cutting machine was enough to set an operation apart. Next came automation, then lights-out automation, then the transition from the CO₂ to the fiber laser, then more sophisticated automation and autonomous cutting in which the machine learns and improves over time.
The technological march forward continues unabated, with machine-makers manipulating the fiber laser beam to improve the cut edge and eliminate the need for deburring. The change comes so rapidly, it can leave your head spinning.
So in this 50th year of The FABRICATOR, we’re diving deep and running a series on the cutting department. We’re taking a step back and looking at the current state of the cutting edge—or cutting the edge (of sheet metal and plate, that is)—through the lens of several successful fabricators, each serving different customers in different markets.
“Different customers” is the key phrase. Although technology drives metal fabrication forward, it’s just the engine. There is no single “right way” to run a cutting department. At the wheel is a shop’s customer mix. And because customer mixes vary so greatly, every fabricator drives a unique road.
For years many have questioned the future of the punch press, especially after the fiber laser came onto the scene. For many applications the laser head outpaces the punch, even for hole-intensive jobs.
But visit Ometek, a large contract fabrication operation outside Columbus, Ohio, and you’d see the punch press is alive and well, not as a stand-alone operation but as an integral part of the punch/laser combo. The combo, including its two Amada machines with automated loading, unloading, and part removal and stacking, is now central to Ometek’s cutting strategy.
So how did the metal fabricator get here? Its road started in the early 1990s in a very different place. “On our first laser, the head moved only in the X direction and the table moved in the Y direction,” said Tom Mackessy, president/CEO of Ometek. “It arrived on our floor because we were outsourcing laser work at the time, and there were certain parts that were laser-cut and machined. The machines allowed us to have that in-house capability. It allowed us to run prototypes, considering it had essentially no setup time. We could do more flexible nesting on the laser, too, which improved our material utilization for small components.”
That lack of setup, compared to the punch’s setup time, led Ometek to dive deeper into CO₂ lasers in the early 2000s. Instead of ordering a few large-quantity batches, customers wanted a greater number of small-quantity deliveries—hence the value of the laser with its minimal setup and flexible nesting for greater material utilization.

Material handling before and after cutting has evolved on Ometek’s floor too. At first operators manually loaded and unloaded pieces on the first machine, not unexpected considering the machine wasn’t for production.
Over the years the company transitioned its production work away from its stand-alone punches to more productive CO₂ lasers. Today two such lasers, each with its own material handling tower, remain production workhorses. Both connect to 10-shelf towers, and one laser has a rotary index fixture for tube and pipe cutting as needed.
That said, those two lasers still don’t handle the majority of the fabricator’s product mix. Glance at a typical part fabricated by Ometek and it’s easy to see why. Cut blanks have numerous louvers, lances, tapped holes, and countersinks.
“By 2012 we found that we could attain better utilization and run the parts faster if we used a standard turret setup, then laser-cut features [for the tools] we didn’t have,” Mackessy said.
So instead of populating auto-index stations with infrequently used tools, the company found it could cut about 80% of its parts out of a standard set of tools on a turret. The laser could handle the rest. This part mix drove the company to invest in the two Amada punch/laser combo systems it has today, one with a CO2 laser and the other with a fiber laser.
The automation surrounding the two punch/laser combos hints at the company’s overall cutting strategy: Primary cutting operations require consistency, and the fewer times cut blanks need to be handled, the better. Sheets are automatically loaded, cut and formed with punch form tools as required. A parts picker removes the pieces from the nest and stacks them, placing them on a conveyor that carries the pieces out of the automated cell.
The company’s cutting department took a road that didn’t eliminate the punching operation, though it no longer has any stand-alone turret machines. No matter how quickly a laser cuts, it still cannot form louvers, offsets, flanges, and threads. A combo machine can do all this and more.
The company’s latest combo machine has a magazine that can store several hundred punch tools. It automatically tracks tool usage, reading QR codes etched on the punch; knows when it’s time to regrind; and effectively automates punch tool management. A secondary “buffer” turret allows the machine to change punch tools while the laser is cutting. After cutting, the offload system uses suction devices that can reach in and pick a variety of blank shapes, including those with holes and forms.
Programming for a punch/laser combo with parts picking does have a learning curve. Nesting on combos isn’t like nesting on the company’s flat-bed lasers, which leave a very minimal skeleton behind. Nest layouts on the combo are dynamic, based around parts families to satisfy the production schedule and changing order quantities, and oriented to ensure reliable parts picking.
But as Mackessy explained, even nesting with these constraints, material utilization is still very high, even accounting for the area where the sheet is clamped. Besides, any loss in material yield is small compared to the labor savings from the automation and the integrated forming.

The FABRICATOR magazine and laser cutting grew up together. The magazine began covering the technology in the early 1970s. This front-page story is from 1974.
Today two people manage Ometek’s entire laser cutting operation. One person runs the cell with two lasers, and another person runs both punch/laser combo systems. The dual laser system runs unattended on nights and weekends as well.
The company generates what it calls “quick response reports” that track how long it takes for a job to travel through a workcell, and not just the operational time (cutting, bending, welding) either, but the entire cycle time from the job’s arrival into the cell to its departure. The reports also track bottlenecks so that cross-trained operators can help clear them. Of course, this system demands blanking consistency.
These reports give managers good benchmarks that are more meaningful than cutting speeds and rapid traverse rates. For cutting, they measure the rate at which parts travel from raw stock to being stacked and ready for the next operation downstream. After all, a laser might cut a part incredibly quickly, but the blank isn’t really complete until the press brake (or other operation) can work with it.
Andrew Mackessy, account manager (and Tom’s son), summed it up this way: “What do we want out of our blanking operation? We want consistency in time and a high level of material utilization. And I can tell you that within the past couple of years, we’ve run below our estimated times and very close to our estimated material yield.”
What will Ometek’s cutting department look like three years from now? Probably even more automated than it already is. The Mackessys are looking to invest in a new Amada fiber laser system that can be programmed to cut in different beam configurations—not different beam modes, but different beam manipulations, with an oscillating focus tuned to specific needs. This includes creating a wider kerf for part picking automation. And given Ometek’s overall blanking strategy, this piqued their interest.
“We’re looking at integrating lasers with robotic part pickers,” Tom said, with the ultimate goal of automating virtually the entire blanking operation. Mind that this doesn’t mean the operation will employ fewer people. Even with all of its automation, Ometek employs more people today than it did 20 years ago, when the operation wasn’t nearly as automated.
“We employ a 20% larger workforce today than we did back then,” Andrew said, “though our revenues are also up about 60%.”
In essence, automation has increased Ometek’s need for talent in machine monitoring (one person monitoring multiple machines) and, of course, programming. The shop has less need for manual material handlers and those who shake and break parts out of sheets—jobs that, especially in today’s economy, aren’t the easiest to fill.
Ometek shows how one blanking operation can evolve from being entirely manual to one that’s driven by programming efficiency. The operation also exemplifies how the punch will live on in the age of the fiber laser, should a shop’s customers demand parts with louvers and other forms inefficient to perform in a secondary operation.
Considering the cutting technology at FABTECH in November, the industry might be at a point of transition when it comes to cutting, and much of it can be summed up by an unassuming tool placed on a mockup press brake at Wilson Tool’s booth. It was a punch form tool modified for and mounted on the press brake.
A laser can cut, but it still can’t form.
“During the past five years, there has been a huge shift toward lasers,” said Steve Brown, Wilson’s press brake tooling and additive manufacturing product manager. “I can’t tell you how many people I talked with at the show who told me they have no punch presses, but they still need to form.” Rather than job it out, though, a shop can use a modified “punch” form tool on the press brake—a good option for a rarely ordered, low-volume form job.
The existence of the product itself hints at the transition. Fabricators that have shifted away from the punch and toward the laser are now looking at the punch again. Considering the cutting flexibility of the laser and the forming capabilities of the punch, along with the available automation, the punch/laser combo starts to make a world of sense, at least for some shops.
Check out Part II of the Cutting's Current State series, which takes a look at laser cutting on the bleeding edge and how one fabricator in Tennessee has advanced with the technology.
“Some shops” is the operative phrase. Consider Cupples J&J Co. Inc., a contract fabricator in Jackson, Tenn., with almost 20 laser cutting machines, including some of the highest-power systems on the market.
There, employees manually lift cut parts out of the nest and sort them downstream. They work not haphazardly but in a highly choreographed way that has allowed the high-product-mix fabricator to scale up to the $60 million-plus operation it is today.How did this fabricator evolve to become so different from Ometek? A different customer mix was at the wheel. As we’ll discuss next month, that customer mix caused Cupples J&J’s blanking operation to take an entirely different road.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}