















Editor-in-Chief

When it comes to 3D laser processing, the aerospace industry stands out as a major user of the technology. In this application, a laser drills cooling holes in a turbine engine blade. Images: Prima Power Laserdyne
What’s the first thought that comes to the mind of a metal fabricator when the phrase “multiprocess laser processing machine” is uttered in conversation? More than likely, it’ll be of a laser cutting and punching combination machine.
Some industry veterans might even remember the first “combination” machine that made its debut at the International Manufacturing Technology Show, then known as the International Machine Tool Show, more than 40 years ago. Strippit placed a CO2 laser onto a turret punch press, and it proved to be a hit—so much so that laser cutting technology is the dominant way to produce blanks in a majority of shops.
To some high-precision metal fabricators, however, a multiprocess laser takes on another meaning. For them, the origins of this type of laser process machine tool date back to a few years after the first CO2 laser/turret punch combination machine made its debut. Some engineers in Minnesota developed a machine where a focused CO2 laser beam that could move in three axes could be used for cutting and welding. This wasn’t a case where the laser was stationary and the table, with the metal sheet attached to it, moved underneath the laser. In this instance, the workpiece was stationary and the beam was delivered to it.
These 3D laser machines found early fans. Harley-Davidson used them to trim deep-drawn parts. Then a laser processing machine with the capability of moving along the C and D axes was developed for Xerox, which was looking for a device to drill and cut welded computer frames.
“It was considered nonconventional machining back then,” said Mark Barry, a veteran employee of Prima Power Laserdyne, a manufacturer of 3D laser processing machines. “People didn’t know a lot about lasers. There was a lot of skepticism.”
That skepticism about lasers certainly doesn’t exist now. A lot of that was made possible by CO2 laser technology, which was the workhorse in many metal fabricating companies over the years.
That began to change, however, with the development of fiber laser technology. Instead of needing a large resonator with mirrors and gases to create the laser, as is the case with CO2 technology, a fiber laser is created within and delivered by fiber-optic cables.
The fiber laser technology has many things going for it when compared to the CO2 laser. The fiber laser has a shorter wavelength (1.06 microns) than the CO2 laser (10.6 microns), which means the fiber laser demonstrated greater absorption characteristics; that translates into higher cutting speeds and the ability to cut reflective materials such as copper, brass, and aluminum much better and safely. The focused beam of a fiber laser also demonstrates greater power density than a similarly powered CO2 laser; greater laser beam power density means metal can be brought to the molten state more quickly, making for faster cutting. A fiber laser is also much more energy-efficient and requires less maintenance than a CO2 laser.
That’s quite the resume, and it’s no wonder that the fiber laser is now the predominant technology when it comes to cutting, both in the 2D and 3D world.
“Back in the old days you would turn a laser cutting machine on and you’d wait about 15 minutes until it warmed up,” Barry said. “Then you could start processing.
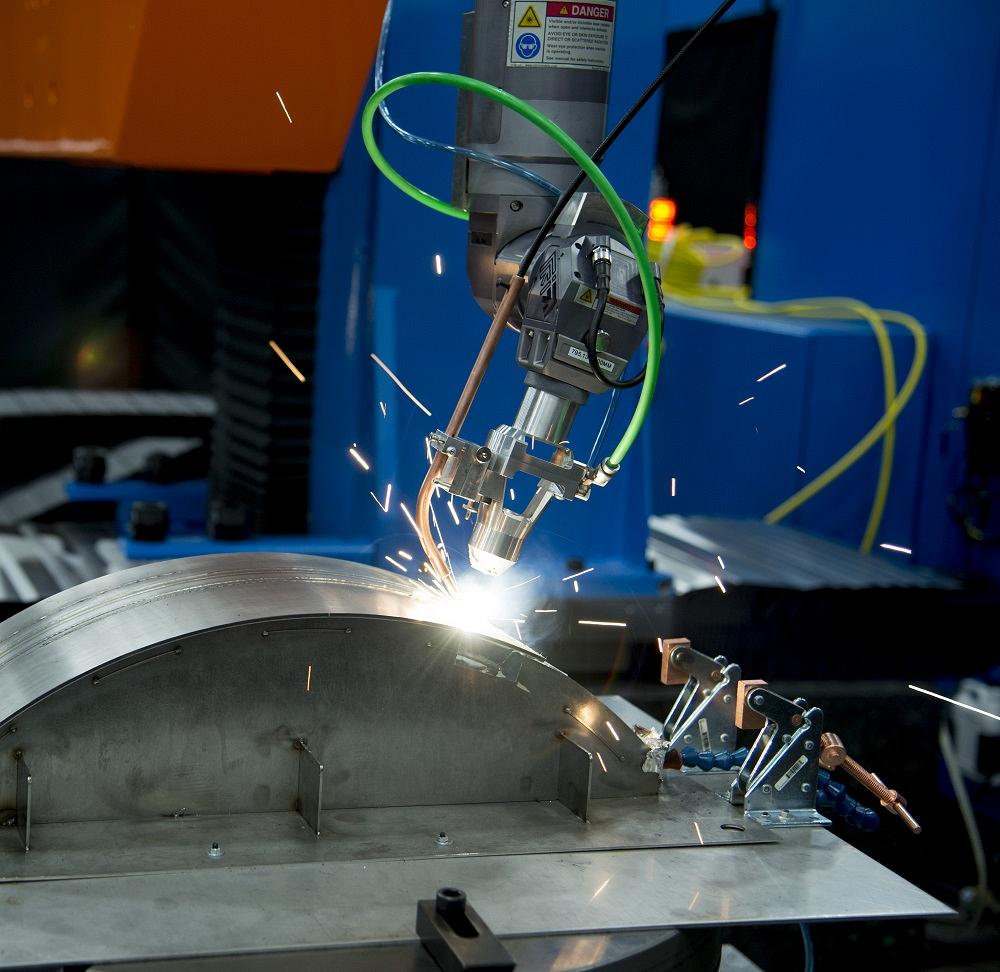
With a wire feeder and optimum dispersion of a shield gas, a laser can be used to weld various reactive materials, such as this domed titanium aerospace component.
“Walk up to a fiber laser today and you can turn the thing on and start processing immediately. You’ll have the same beam characteristics and quality that you had when you shut the machine down the day before.”
The thing about the fiber laser technology in the mid-1990s was that it was continuous wave technology. At the time, it was not a fit for what was emerging as one of the main applications for 3D laser processing—drilling.
Barry said that Laserdyne found a burgeoning customer base with its 3D processing technology when it started working with manufacturers in the aerospace industry. The ability to create hundreds of holes in different materials in a matter of minutes and at different angles was something that milling centers and EDM machines couldn’t replicate.
But these laser drilling activities were not supported with CO2 laser technology. Barry said the peak power, beam quality, and beam shape generated by a CO2 laser can’t be controlled sufficiently to blast through and create quality holes. “It leaves a lot of spatter, and it’s not an eloquent process,” he said.
The Nd:YAG laser changed all of that. The atoms in a Neodymium-doped Yttrium Aluminum Garnet are excited by a flashlamp to generate this type of laser. It has a wavelength of 1.06 microns and was able to deliver peak power bursts necessary for the laser drilling process. “That fundamentally changed the game,” Barry said.
In the simplest scenario in laser drilling, a single laser pulse at peak power is used to melt and vaporize the metal, leaving a well-defined hole. This can be done repeatedly, creating holes of consistent sizes over a 3D object. In other instances of laser drilling, a hole is created using multiple short-duration, low-energy laser pulses. This approach is more suitable for applications where more precise or smaller-diameter holes are required.
For larger holes, trepanning is done, much like in a milling center. The pilot hole is created with consecutive laser pecks, and then the hole is increased in size with the laser pulsing in a circular pattern. Molten material falls through the ever-increasing hole.
Barry said that this type of drilling can produce holes of 0.005 to 0.035 in. diameter in a rapid manner. He added that the aerospace companies really liked it because the laser could drill at not only 90 degrees to the surface, but also to as much as 20 degrees. This made production of components used to cool jet engines much more efficient. (Commercial jet engines can reach temperatures of more than 3,000 degrees F when in operation. Cooling systems are integral in keeping these engines functioning.)
Nd:YAG lasers proved to be a very formidable drilling tool. The only real rival technology was electro discharge machining, which uses thermal energy to remove metal, but it is painstakingly slow in comparison to the laser.
Then fiber technology came along in the mid-1990s, and Barry said his Laserdyne colleagues felt obligated to take a look at this new type of laser. Nd:YAG was better than CO2 when it came to delivering peak power pulses, but it did not pulse very fast. CO2, of course, was still the primary choice for cutting because it could be used in continuous wave mode. Maybe fiber laser technology could improve upon that performance.

Today’s laser processing machines can accommodate the drilling of holes at very shallow angles to the surface.
The Laserdyne team reached out to IPG, one of the early commercial suppliers of fiber laser power sources in North America, which in turn loaned the “laser geeks,” as Barry described him and his colleagues, a 20-kW, continuous-wave fiber laser.
“That’s how we started,” Barry recalled. “We took it in for a year, and with the power of the 20-kW fiber laser we were able to do almost all of the hole drilling that we could do with the Nd:YAG laser.”
There was an issue, however. A 20-kW, continuous-wave fiber laser was not a cost-effective addition to a laser processing machine tool. For this technology to be embraced by the metal fabricating community, it needed to be more affordable.
The Laserdyne team went back to IPG’s president, founding scientist, and most senior manager and explained its dilemma. Jotting down thoughts on a paper napkin, the laser experts came up with what would become the high-powered, quasi-continuous-wave (QCW) fiber laser.
Quasi is a good choice to describe this type of laser as it retains some of the characteristics of the continuous wave fiber laser. The big difference is this type of laser has a favorable wavelength and is able to deliver peak power pulses, making it suitable for laser drilling. This is accomplished by modifications to the power supply and an increased number of pump diodes that are spliced into the active fiber.
This QCW fiber laser gave Laserdyne the flexibility it needed in a power source. With 20 kW of peak power and a 2-kW average power at its disposal, a 3D laser processing machine could drill holes with peak power output and could cut thin materials and weld aggressively with average power.
“This was a major change for our industry,” Barry said.
To this day, Prima Power Laserdyne uses the QCW laser in its 3D laser processing machines. A vast majority of them are used in the fabrication of components for turbine engine cooling systems, some of which can get very large.
For instance, a rocket nozzle can be about 8 ft. in diameter and 6 ft. tall. A 3D laser processing machine with eight axes of motion—five axes of beam motion, two axes of rotary table motion, and an axis of shuttle table motion—is necessary for tackling something this large.
“Customers know with this type of capability, they can go get work,” Barry said.

3D laser processing machines have advanced to accommodate multiple processes and offer beam motion systems that did not exist when the early 5-axis CO2 systems first hit the market.
Companies still use these 3D systems for trimming of stamped parts and for laser drilling of aerospace parts, but welding applications are underrepresented when looking at potential applications across the manufacturing spectrum, Barry said. He called laser welding “probably the last bastion of nonstandard manufacturing production.”
The laser beam’s power density creates a narrow weld pool and penetrates deeply into the material. This leaves a clean weld bead that often doesn’t need any post-weld finishing. The process also lends itself to be done rapidly and accurately in a single pass.
Additionally, laser welding creates a limited heat-affected zone (HAZ) around the joint. (It was one of the reasons the technology was used to weld vehicle airbag assemblies, which actually contained a detonator at the time to deploy the airbag.) The limited HAZ reduces distortion and residual stresses in the metal.
Laser welding is best accomplished with tight fit-ups. This might require the use of modern press brake technology to deliver consistent, high-tolerance bends from part to part. Filler wire can be used with laser welding to compensate for poor and inconsistent fit-up.
The advent of the fiber laser actually has helped to improve laser welding. When laser welding was done with a CO2 laser, the process created plasma, which helped to reduce weld penetration. Various types of shielding gases were used to reduce the plasma formation, but the risks were always there. The fiber laser does not typically suffer plasma formation. (When welding thick sections at slow welding speeds, a cloud of gas can form above the weld and threaten the joint quality, but the use of shielding gases can help to minimize this.)
Dominic Louwagie, product manager, Prima Power Laserdyne, added that advanced controls have helped 3D laser processing machines to be more user-friendly than previous generations. The control coordinates laser power and flow rates of cover gases and assist gases for the processing application.
“The only thing the operator has to do is physically change the nozzle, which is optimized for gas flow and pressure,” Louwagie said. A complete changeover, which is needed when moving from laser cutting to welding, takes place in less than two minutes. (Laser drilling and laser cutting often use the same nozzle type.)
Laser processing had come a long way over the past 30 years. Machine tools are designed for lasers, not simply stuck on a turret punch press. Lasers have evolved to the point where they can deliver cutting, drilling, and welding results that are difficult for other technologies to match in terms of quality and productivity. The industry has also grown a lot smarter when it comes to the use of these lasers.
“Thirty years ago when people used to come to us and say, ‘Can you do this with a laser?’ a lot of times we didn’t know. We had to ask for some samples, and we would dig into it to find out if we could deliver on what they really wanted to accomplish. It would be discovery for both of us,” Barry said.
“Today we know what we can do in terms of material processing. Now we only have to decide if it’s a practical application or not.”
The next step is for the metal fabricators. Can 3D laser processing help them do a job better than it’s being done now without the help of lasers?

Metal cutting was one of the first uses of CO2 laser technology when it made its debut at an industry trade show 40 years ago. Today fiber laser technology is used for metal cutting in 2D and 3D applications.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





