















Applications Manager

Automated part-sorting arms now come equipped with tooling located in the head on a rotary. There’s no more need for the arm to go to a tooling station for a changeover.
The speed in which fiber laser cutting machines operate is hard to ignore. They make the CO2 laser cutting machines from only 10 years ago look painfully slow.
But speed is not the only reason that metal fabricators are investing regularly in new laser cutting capabilities. Today’s machines have automated tasks that even the most top-of-the-line systems from a few years ago relied on operator intervention to accomplish.
As metal fabricators learn to do more with less—not by choice, but because of the tight labor market—they are leaning on technology to keep production moving efficiently through the shop. That same thinking applies to laser cutting. Consider what state-of-the-art laser cutting technology does for the modern-day metal fabricator.
From January 2020 to August 2021, steel prices increased 219%. Infrequent as they might be, they still pose a risk to any job shop that isn’t in peak financial shape.
This is where powerful nesting algorithms, found in modern laser cutting machine programming software, can make a difference. A metal fabricator can go from simple static nests that match the flow of work through the shop to more dynamic nesting where different jobs might be included on the same nest to maximize material utilization and reduce scrap.
This type of programming power results in nests with more intelligent common-line cutting. For example, the laser makes one cut that ends up being a common edge for two distinct parts. Computing power can take that nesting arrangement and expand it to include four parts that might share cut lines in a two-by-two grid or even a collection of different parts that share one common edge resulting from one cut.
Today’s nesting algorithms are simply more robust than those from five years ago. The computing power available to today’s machines make them much more efficient in figuring out not only the best ways to place as many parts as possible on one sheet without wasting too much material, but also in calculating the most efficient way to make the cuts to maximize production time and minimize consumables wear.
If a laser operator has been around for at least 10 years or more, he or she remembers what was needed to ensure proper cutting. They had to be more engaged with the cutting process, staying on top of numerous factors such as manually inspecting, changing, centering the nozzle, and calibrating the focus position to ensure that it was correct for each material setup. Needless to say, prepping the laser for cutting wasn’t as easy as pushing a button.
Today, an operator needs to be engaged, but a lot of the manual intervention that was required with previous generations of laser cutting technology is not really needed. The whole idea behind today’s machines is that a fab shop needs an operator to become acquainted and comfortable with the equipment in a short amount of time. Part of the reason a company may invest in newer laser cutting technology is to enjoy improved cutting efficiencies, and that can’t happen if the machine isn’t producing parts because no one knows how to run it.
That’s why present-day controls are designed to look like something found on tablet computing devices. Icons are prevalent, and operators can swipe the screen to engage commands. The controls are tailored to those who likely have never worked in the industry before.

Artificial intelligence incorporated into machine controls allows laser cutting machines to deliver parts that consistently meet quality specifications.
Given what happened during the pandemic, this simplification of the control interface is timely. For example, when restaurants and hotels shut down in 2020 because everyone stayed home and put travel plans on hold, many of these displaced workers found jobs in the manufacturing sector. They might have required a much longer learning curve to become familiar with older machines, but with today’s user-friendly control interface and automation features, the learning curve has been incredibly compressed.
Consider what was necessary only 10 years ago if a laser operator noticed excessive burrs on the bottom of the laser-cut parts. An operator would have had to manipulate the focus or maybe adjust the cutting speed so that it slowed the cutting down a bit. Now, the machine can use artificial intelligence (AI) to adjust the cutting parameters on the fly and avoid creating burrs. It does that automatically. The machine possesses the experience, so the operator does not need hundreds of hours of machine experience to be effective.
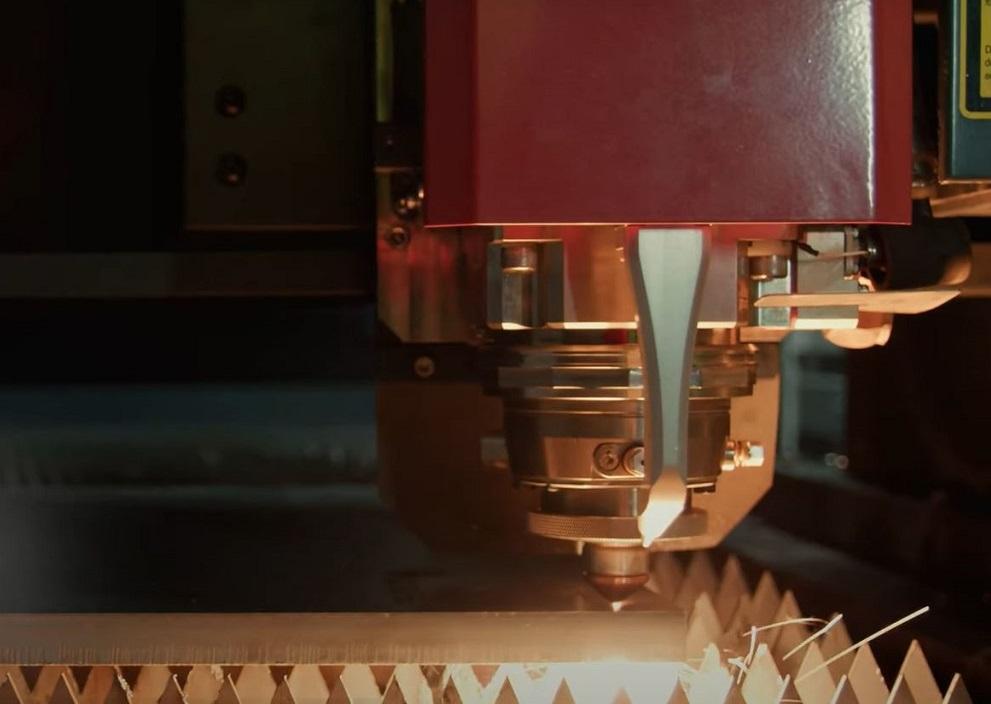
Want another example? Let’s talk about the nozzle check, which also used to be a manual process. If bad laser-cut edges were apparent to the operator, they would have to stop production to see if the nozzle was damaged. Now the equipment has a camera that maps the face of the nozzle and looks at the orifice, assessing the quality and lifetime. The operator then sees a visual representation of that nozzle. If it’s green, the machine considers other cutting parameters and makes adjustments as needed. If it’s yellow or orange, some damage is present, and a new nozzle might be needed. If it’s red, the machine will not use the nozzle because it knows that the nozzle would be responsible for poor cutting results. In many instances, the laser cutting machine operator might not even know this nozzle review is taking place.
For another good example, look how far focal length adjustments have come. In the past, the focal length was set to the type of focusing lens used, typically found in a cartridge. When cutting 20-ga. material, a 5-in. lens was commonly used because it produced better-quality cuts and fast cutting speeds. A 7.5-in. lens was nice because it could cut 20 ga. and then go cut 1 in., but it would not cut 20 ga. as fast as it could with a 5-in. lens. There was also a 10-in. lens, and that was for thick nitrogen processing.
Even when fiber laser cutting debuted, it was the same idea. Shops might have a 4-, 5-, or 8-in. lens, all depending on the material type and assist gas being used.
In all of these different lens scenarios, the operator had to change the lens. It was never really a difficult task, but it introduced a chance for human error and reduction in productivity. Anyone that used to be involved in changing out lenses would say that it does not take that long, and that is true in most instances. In a little less than a minute, a laser cutting machine operator could disconnect the cartridge with the lens, return it to a nearby storage area, insert the new cartridge, and begin cutting. But as part of that lens changeout procedure, best practices called for cleaning the lens before it was put into the machine. That could extend the changeout to about five minutes with an efficient operator. Take that same five minutes and consider the downtime for every lens changeout over every shift over one year. That’s a lot of lost cutting time.
Now, cutting heads can adjust focal length without a lens change. The same cutting heads can have an adjustment from 3.75 in. to 10 in. A machine operator selects the material type and thickness in the control panel, and the actual focus length changes automatically.
In fact, today’s cutting machines can dial in a focal length tailored to the exact job. Instead of being locked into a 5- or 7.5-in. lens, a modern laser cutting machine can adjust to a length in 0.05-in. increments. Flexibility is hardwired into the machine for the best quality, best performance, or the best combination of quality and performance.
Whereas operators used to be the de facto quality check on laser cutting machine performance, they no longer have to carry that burden when working with a new laser cutting machine. AI has been introduced to help keep quality parts coming off the machine, even when an inexperienced operator is at the controls.
The cutting head is equipped with a camera and a microphone next to it. Now, just like an experienced operator who can turn his back to a machine and know that the process settings are correct just by hearing it, the machine can do the same thing. It’s listening and watching the cutting process in real time, and it knows what good cutting looks and sounds like. For example, when cutting is good, the machine speeds itself up until it determines optimal speed is reached while still maintaining optimal edge quality, further increasing productivity.

Two part-sorting arms simultaneously picking up different parts is an example of how fast part removal can occur.
This type of AI is very sophisticated, so much so that it can tell the difference between losing the cut and just bad cutting. Let’s say the cutting head detects a burr in a part. The cutting head finishes the feature, but then after the head lifts, the machine takes pictures of the nozzle to determine whether the nozzle is the culprit for the bad cutting. If the nozzle is the culprit, the machine switches it out and comes back to the last cut. If the nozzle’s not the culprit, the machine makes adjustments to the cut conditions. If the machine is unable to correct the problem after five attempts, a stop alarm is enacted and a push notification is sent to an operator or supervisor. That is an inconvenience for the person that has to come into the shop to make adjustments to the job, but it is better than finding parts have been welded-in after a full weekend of lights-out operation.
AI provides support that simply wasn’t available to operators 10 years ago. Today’s machines track more than 250 cut conditions involving all kinds of materials and thicknesses. A lifetime of machine experience has now been embedded into the machine’s operational software.
Just as laser cutting speeds have increased over the years, so has the automation that loads and unloads these machines. A modern laser cutting machine with eye-popping cutting speeds doesn’t do a shop much good if it is waiting for material to be delivered. The automation has to be as fast or faster than the laser.
With today’s modern automation, a sheet can be picked up from a pallet, separated if sheets stick together, have its thickness measured, and then delivered to the worktable and shuttled into the laser to begin the cutting process in less than 50 seconds. In a vast majority of instances, the laser is not going to be finished cutting a whole sheet in less than a minute. With that being the case, the automation is going to ensure that the laser is never going to starve.
Of course, technological advancements don’t stop simply with sheet delivery and parts/skeleton removal. Fabricating equipment manufacturers have spent a lot of time and effort looking at part sorting as well, and the improvements in this area are very noticeable from one year to the next.
Consider that tooling equipped with suction cups and magnets have been used to sort parts from laser-cut sheets, but in some instances, the tooling on the parts-sorting arms had to change because of the size or weight of the parts being moved. Today, the arms don’t have to stop part sorting to move to a tool station and pick up the right tool for the job; now these tool changes occur while the machine is actually in rapid travel because all of the tools are already in the head on a rotary. There’s no more tool change time.
The software used to run parts sorting has improved as well. This smart software is able to apply complexity ratings to parts to ensure that all the parts in a skeleton can be removed without jeopardizing further part removal. For instance, the software recognizes a part with a lot of bend reliefs, which could affect it coming out of the skeleton. If the parts sorter picked that part up first, the skeleton could come with the part as well, shaking loose other parts, and risk having them fall beneath the skeleton where they couldn’t be removed automatically. In this case, the software identifies the difficult-to-remove part and picks it up last. A machine operator doesn’t have to be the judge of what order parts should be picked up.
The software also is useful in placing the parts in a certain orientation. In some cases, the press brake department needs the parts organized so that the grain is in the same direction. The parts sorting automation makes this happen, helping the downstream bending operation keep pace with the laser cutting machine.
When it comes to state-of-the-art laser cutting, the latest is the greatest. Technology keeps advancing to make the machines more operator-friendly and more efficient.
The production speed of these devices really does set the pace for the entire metal fabrication operation. That’s why upgrading laser cutting technology can’t be looked at strictly from a blanking perspective. Press brakes have to keep up. Welders, the hardest employees to find, need to be productive and supplied with complete kits of quality parts, so they can be welding, not looking for parts or trying to make parts fit into a fixture.
For state-of-the-art laser cutting technology to make the most impact on a manufacturing organization, it needs to work in conjunction with other modern fabricating equipment. The reality is this isn’t a one-time decision. Laser cutting technology and supporting automation continue to improve each year, which creates a need to take a critical look at a company’s manufacturing capacity much more regularly.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}