















Applications Manager

Automated parts sorting systems have advanced to the point where they can keep up with today’s high-powered fiber laser cutting systems. For example, if a fabricator has 500 parts on a sheet that need to be laser-cut, the automated parts sorter will require less time to do its job than the fiber laser cutting machine needed to cut those parts.
If you walked into a metal fabricating shop with a 6-kW fiber laser cutting machine only a few years ago, you might have witnessed a machine operator loading the sheet metal onto a cutting bed with a crane and someone else manually removing tabbed parts from the skeleton that just exited the cutting chamber. Sure, the manual process took some time, but laser cutting uptime was still acceptable. Why change something that works?
Today metal fabricating isn’t as simple. High-powered fiber laser cutting machines, which are 10 kW and up, zip through thin-gauge sheet metal and have emerged as an efficient tool for processing plate. Parts fly off the machine, and those metal fabricators that think they can still get by without some sort of modern material handling assistance find themselves in trouble. In essence, without sufficient material handling and parts sorting support, the laser becomes its own bottleneck.
In such a scenario, the metal fabricator would have been better off just buying a less powerful, less expensive laser that was more in rhythm with the manual activities supporting the cutting process. After all, you don’t need a fire hose to fill a bucket full of water. A simple garden hose will do just fine.
But with great power comes great opportunity. Metal fabricators with high-powered machines can process more parts per shift than they could in the past. Customers get their parts more quickly than they did when fab shops relied on traditional laser technology, and the fab shops get paid sooner. It’s a win-win situation for both parties.
Not every metal fabricating company owns one of these high-powered laser cutters, but the pressure is definitely on these businesses to invest in them just to stay competitive. With that in mind, these questions and answers can provide a clearer picture of what metal fabricating companies need to know about the material handling and parts sorting automation that makes these laser cutting systems money-making engines for their owners.
This is obviously subject to a handful of variables, such as material type, material thickness, laser assist gas, and complexity of the nest. But if you want to use 20-ga. aluminum as an example, a 10-kW fiber laser using nitrogen as the laser assist gas can reach a cutting speed of 4,000 IPM. It was only about eight years ago when a 4-kW fiber laser could achieve a cutting speed of 1,000 IPM.
That’s why it’s so important for these systems to be managed well. They can overwhelm downstream processes not ready for the number of blanks flying off the machine.
As laser cutting machines get faster, not only do material loading, unloading, and parts sorting need to get faster, but downstream processes need a boost as well. It’s a pretty vicious cycle.
The situation a fab shop doesn’t want to be in is having a high-powered laser cutting machine producing parts that then sit and wait to be unloaded. The shop is going to have a dismal green-light time on that machine if that’s the case.
Any automated material handling system needs to have a replacement sheet ready to load and remove the laser-cut parts and skeleton in a cycle time that is faster than it takes the machine to cut a sheet of parts. Again, unless the laser is cutting out a full panel that requires a few pierced holes, a typical job on a full sheet of 20-ga. mild steel might take just under two minutes. That’s a comfortable window for most material handling automation systems on the market today.
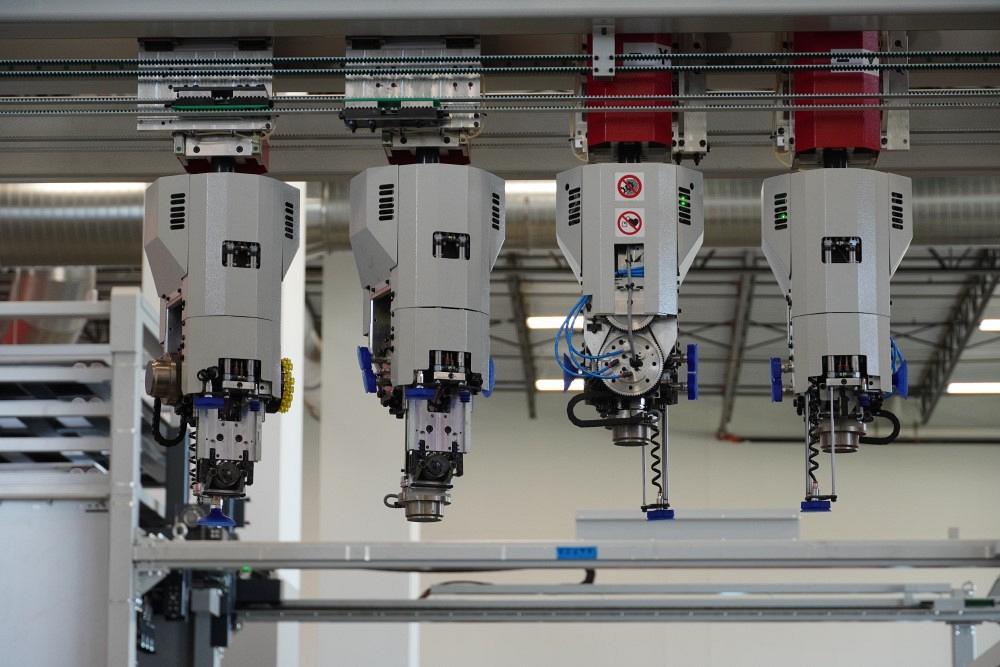
New parts sorting systems now feature rotary heads that contain different tooling. Those heads can be affixed to each of the parts sorting arms. The arm can be changing the tooling as it moves to the next part that needs to be removed from the nest. The time needed for the sorting arms to visit the tooling station for a changeover has been eliminated.
In fact, it takes shuttle systems only seconds to remove laser-cut sheets and deliver the new one into the cutting chamber. Any system needing more than a full minute would be unusual to see with a high-powered fiber laser cutting machine today.
Parts sorting systems have increased their own speed of operation. For example, a sorting system with four individually acting arms can make short work of a sheet of laser-cut parts. Of course, again, a lot of variables can influence the actual removal speed, but as a general point of comparison, a modern sorting system needs only about 10 seconds to remove a part from the nest and place it elsewhere.
Let’s look at it another way. If a fabricator has 500 parts on a sheet that need to be laser-cut, the automated parts sorter will require less time to do its job than the fiber laser cutting machine needed to cut those parts.
Probably the most overlooked aspect of these modern parts sorters is that the automation doesn’t care if the parts are 20-ga. sheet or 1/4-in. plate. The system is pretty much going to operate at the same speed.
Metal fabricators should note that these part sorting systems continue to improve. For instance, referencing the four-arm parts sorting system again, it has a tool table where the arms visit to change out tooling depending on the type and size of the parts being removed. Now these systems are being sold with rotary heads that contain different tooling, and those heads can be affixed to each of the parts sorting arms. The arm can be changing the tooling as it moves to the next part that needs to be removed from the nest. The time needed for the sorting arms to visit the tooling station for a changeover has been eliminated.
Programming software also continues to improve. Now the four-arm sorting system can pick up four parts simultaneously and then stack them simultaneously. It was only a couple of years ago that such coordination was not quite possible.
Having a very expensive machine tool unable to maintain green-light operational status because a small part flips up and collides with a laser cutting head is a nightmare scenario that every fab shop wants to avoid. Nesting software, however, has evolved to address this, and it also can help the parts sorting systems.
In a cluster, numerous small parts are nested and microtabbed together as one piece. Not only does that eliminate the chance of the part flipping up, but the parts sorter can remove that whole cluster as one piece.
Also, when it comes to parts sorting, these systems can be programmed to sort only the parts that are free from the skeleton. When those parts are removed, the skeleton is sent to a buffer area where someone can manually break out the microtabbed parts, which includes clusters.
Does this make sense after such a large investment has been made in the automated parts sorting system? It’s certainly better than risking damage to the laser cutting machine with a tipped-up part. Maximizing uptime on a high-powered laser cutting machine in a shop that has planned for it is a smart move.

The cutting prowess of high-powered fiber laser cutting machines has put pressure on metal fabricating companies to find ways to speed up material loading and unloading and parts separating.
Choosing the right automated material handling and parts sorting system is a complicated endeavor. Does the shop really want to try and get by with a dual-pallet system, no material tower, and a parts sorting system? If a tower is needed, will an eight-shelf tower be enough? If more is needed, does the shop want to go to a 16- or 22-shelf tower? Are multiple towers required?
The choices are seemingly endless, and the sizes can get pretty large. One Midwestern metal fabricator has a 1,100-shelf material storage and retrieval system, for example.
The good news for metal fabricators is that these systems can be expanded as needed. A future that requires 1,100 shelves is pretty exciting, but the shop doesn’t have to make the purchase initially. Because these systems are modular, they can be added onto as a company grows.
Also, machine tool vendors can help shops determine the scope of the automated material handling and parts sorting system they need. The vendor will visit the metal fabricator to observe the part mix and process flow and speak with machine operators, engineers, and managers. They also will take sample part files and program them to be processed on their own laser cutting machines and parts handling and sorting systems back at the showroom to figure out what setup makes the most sense. Based on how these tests go, the metal fabricator can determine what investment in automation is best for its operations.
Most of these systems are equipped with clamshell forks or tooling that picks up and places the skeletons on a pallet or in a bin. Manual intervention is not necessary.
Besides keeping up with the pace of laser-cut parts and eliminating the labor associated with material handling and shaking parts loose from nests, fab shops can avoid potential workers’ compensation claims associated with injuries incurred while moving heavy or awkward parts. One fab shop owner said that such claims had reached $300,000 a year.
High-powered lasers have opened the door for more metal fabricators to take on heavier work. Jobs that used to be the domain of shops with plasma cutting tables now can be found in what were once considered sheet metal shops. These laser cutting machines have helped shops to diversify their business.
The ability to cut thicker parts, however, means that anyone manually breaking parts from a skeleton is putting themselves at risk of an injury. The parts are heavy, which could strain a back or break a bone if they were to fall on a body part.
Automated material handling systems are robust in design and can handle these thicker and heavier parts. For example, a modern parts sorting system can handle a part almost 900 lbs., and unload carts, onto which sorted parts are placed, are designed to hold as much as 6,600 lbs. Parts this large truly should be handled with machinery designed to do the job, not by humans.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





