















Senior Editor

Figure 1
The microwelding process builds and repairs the small, delicate, and precise.
When Scott Malkasian graduated from high school in the 1970s, he started work at his dad’s tool and die shop outside Boston as a moldmaking apprentice. On his way to becoming a master moldmaker, Malkasian first did odd jobs like simple machining and running errands. He had no idea that running errands would change his life forever—because that’s how he met Jimmy Donovan of Advanced Welding.
Malkasian was introduced to stick welding in high school and became fascinated, so much so that he built a small-scale welding power source in the basement. He enjoyed welding as a hobby, but not necessarily as a career. But when Malkasian arrived at Donovan’s shop, carrying dies that needed to be welded, he saw something entirely new. Track lighting illuminated a clean, tiled floor; quiet music played; and there was Donovan, welding away, with no noticeable fumes, no dramatic sparks. Instead, Donovan peered through a microscope and carefully welded with a special gas tungsten arc welding (GTAW or TIG) torch. With his left hand he manipulated a thin electrode to weld a workpiece the size of a fingernail.
This was microwelding, and in this niche Donovan is considered a pioneer. When Malkasian delivered mold components to Donovan’s Rhode Island shop, he watched the master in action. “I was never a good student academically, but I was good with my hands,” Malkasian said. “I saw that type of welding, and I said, ‘That’s for me.’”
The experience eventually led Malkasian to launch his own company, Micro Arc Welding. A tiny die component for plastic-injection molding may look damaged beyond repair, but Malkasian, working with the microscope and wielding electrodes as thin as a strand of human hair, can deposit the weld in just the right place, deep into slots 0.030 in. wide or even narrower (see Figures 1 and 2).
“You may have only a few thousandths [inch] of space on each side of your tungsten,” Malkasian said. “It’s a complex business. We deal with hardened high-alloyed tool steel cavities and cores that are precision-ground and fit. And we need to weld on these tool steels without cracking or distortion.”
Micro Arc tackles parts with dimensional tolerances measured in thousandths, yet the process remains manual. Welders manipulate the torch, welding wire, and in some applications the workpiece, which is shielded with laboratory-grade argon. It calls for extreme, in-the-zone concentration. When someone is microwelding, worldly distractions melt away, leaving nothing except the workpiece and the weld at hand.
The history of the microwelding process used at Micro Arc goes back a half century. One of the company’s welders, Jimmy Galligan, previously worked with Jimmy Donovan for more than 20 years. Malkasian calls them “the two Jimmys.”
As the second Jimmy (Galligan) recalled, “Going way back, Jimmy Donovan became a welder in the Air Force,” adding that when he left the service he landed a job with DoAll Co., a band saw manufacturer. “There he became familiar with welding and tool and die work, and he had it in his mind to refine it, to get it even smaller.”
When Donovan left to start Advanced Welding, Galligan was there beside him, grinding wires to small diameters and handing them to Donovan as he gradually developed his technique.
Fast-forward to 1983, after Malkasian had caught the microwelding bug. That year he convinced his dad to buy an old, low-amperage welding machine from Donovan. It was an old Airco welder that Donovan didn’t use anymore, and, though not specifically designed for microwelding, it had amp settings that were low enough to make the process work.

Figure 2
This tiny figure, built entirely of weld metal, was created with the microwelding process.
Before he had a microscope, a determined Malkasian would weld a part with his helmet on and then inspect his work with a tiny silver spyglass. He couldn’t find welding wire less than 0.035 in., so he needed to make his own. He centerless-ground them down to 0.015 in. diameter.
Once finished with his machine work at his dad’s shop (Roger Tool and Die), he’d sit down and microweld. “I couldn’t practice it enough. I would practice all night long.”
In 1985 he bought his first bona fide microwelding machine, the same kind Donovan used. “That machine could weld down to one-tenth of 1 amp,” Malkasian said. He bought an old microscope, retrofitted it with a welding lens, and began welding dies for his father’s company.
He continued to weld for his dad’s company, performing tool and die repair to support the shop’s principal tool and die business. But as word spread and his experience grew, more microwelding jobs started coming in the door.
“I was bringing in a lot of revenue for my dad’s company,” he said. “The hourly rate [charged to customers] was much higher compared to what we charged to build a mold, and eventually I started doing less machine work and more welding. It was becoming a business within a business.”
Before learning about microwelding, many engineers who designed small and intricate dies, such as those used in plastic-injection molding, often thought that some damaged dies were just not weldable, or that a small design change required a complete die rebuild. But when they learned that Malkasian could indeed repair or alter these dies, microwelding became an easy sell.
Customers didn’t have to wait long for the repair, either. Within days Malkasian could deposit the weld metal on the tool and send it back to the customer, who machined the weld down to the proper dimension and placed it back into service. Less downtime saved a company significant dollars. Sure, the hourly rate for microwelding was high, but compared to the alternative—the time and money spent on new tools and down production lines—companies were getting a steal.
After Malkasian’s father died in 1987, he and his two older brothers inherited the business. At that point Malkasian saw this as the right time to move on, so he sold his shares, set up shop in Worcester, Mass., and got to work. It was 1988, and Micro Arc Welding Inc. had opened its doors (see Figure 3).
Those doors didn’t lead into much at first: just one workstation in a room that was 12 by 20 feet—a closet-like space where the facility’s previous occupants had kept their trash cans. “That was my whole business,” he said. “The office was in there, the welding was in there—everything.”
Within several years Malkasian’s mother helped fund a small building expansion (her son was working in a closet, after all), and Micro Arc’s reputation began to grow. Word got out and orders kept coming, not just from the Northeast but from all parts of the U.S. and other countries. He welded all day, took a nap, welded until 10 p.m. or midnight, fell asleep, and started the grind again the next morning.
Figure 3
Scott Malkasian, shown here at FABTECH® in 2012, launched Micro Arc Welding in 1988.
Malkasian eventually hired a production manager, his longtime friend Jeff Langevin, to help process and ship orders, take calls, answer questions, schedule jobs, and basically do everything except welding. He has since moved on to microwelding in the shop, and today Paul O’Leary has stepped into the role. He makes sure the five people in the shop can continue welding at the microscale (see Figure 4).
In the early days Micro Arc bought conventional tool steel welding wires and centerless-ground them down to about 0.015 in. Small-diameter tool steel wire was impossible to find, Malkasian said, and it was difficult to work with.
“I finally got sick of grinding my own wire,” he said. “This was before the Internet. I sat down with the Thomas Register, and contacted a lot of people. Nobody could draw the wire I needed in small quantities. I finally found someone that would draw down 420 stainless, a common tool steel wire, and the minimum order was 10 pounds, drawn to 0.010 in. That’s 10 lbs. of 0.010-in. wire—that’s a lot of wire. When I saw the package, I thought it would take five lifetimes to use all that wire. Well, I ran out of it about 10 years ago.”
Malkasian knew Donovan’s shop manager Ron Godin was looking to launch a business of his own. “We had become friends, and he didn’t have enough capital to start a company on his own. So I helped him.”
On the wall of Micro Arc’s shop is a picture of Malkasian (with a full head of hair) handing over a check to Godin, who went on to launch a company specializing in supplying extremely small wire and other products to the microwelding community. Sadly, Godin died of cancer about eight years ago, but his company remains in business. Today Micro Arc can purchase wire diameters down to 0.003 in.
A little more than 10 years ago the company purchased a welding machine that doesn’t use an arc at all; it uses a laser. It wasn’t (and still isn’t) the automated system most fabricators know.
Laser microwelding actually requires manual intervention. This first system, a 120-watt YAG laser, was designed originally for the jewelry-making industry, so Malkasian had to adapt it to fit his needs. All the welding takes place inside a closed chamber.
Five years ago the company added a 325-W YAG laser system in which the welding occurs out in the open. This required the company to put the machine in a special room with protected windows. Anyone in the room must wear protective eyewear as the welder looks through a scope (which has lenses that protect against laser light). If someone mistakenly opens the door to the room when the laser is on, the machine shuts down instantly.
Instead of manipulating a torch, the operator uses a joystick and pedals to manipulate the XYZ axis, which moves the laser beam over the workpiece, all while feeding hair-thin filler metal by hand. It also has a rotary positioner that the welder can use when working with cylindrical workpieces.
Some of the jobs require manipulating the part as well as the laser head. As Malkasian put it, “It’s like painting a picture, but the paint brush is held stationary, and you manipulate the canvas around it.”
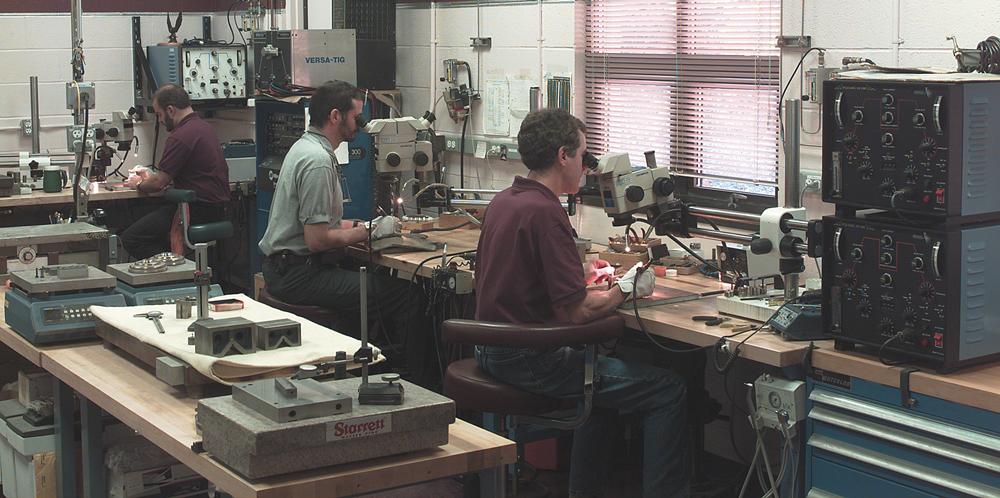
Figure 4
Technicians peer through a microscope to perform micro-TIG work at Micro Arc.
When welders look through the eyepiece, they see crosshairs. When the part feature is in focus, those crosshairs represent where the laser beam’s focal point hits. If the distance between the laser and workpiece changes slightly, so does the focus spot, which changes the weld characteristics. If a certain attribute requires different settings, welders can stop and make the machine adjustments. Alternatively, they can move the laser head slightly in or out of focus, which changes the weld characteristics.
The real challenge, Malkasian said, comes when welding 3-D shapes, as he carefully manipulates the joystick to maintain the proper focus throughout the weld. “As I’m tracking that shape, I’m manipulating the head up and down.” There’s no CNC program, no automation—just a laser beam, a joystick, a tiny piece of wire, and a technician with an extraordinarily careful touch.
Laser microwelding opens up a new world of possibilities in the I-thought-this-couldn’t-be-welded arena. It offers low heat input and an almost nonexistent heat-affected zone (HAZ). If distortion is a problem with micro-TIG, it may not be a problem with the laser.
Instead of melting the metal with electrical resistance, the laser welding process uses light energy at a specific wavelength to melt the metal. The beam hits its target with an extreme concentration of energy at the bead centerline, but that energy dissipates in short order to produce a narrow dilution zone, where the base and weld metal mix.
“I can weld extremely thin materials just a few thousandths thick, without even getting a heat signature on the back side,” Malkasian said.
The laser’s precision and lack of heat and distortion is its biggest selling point. Most tooling work requires any welding repair of the cavity or core to be remachined to the proper dimension. If a customer needs a buildup of, say, 0.010 in., micro-TIG may build up that area to 0.015 to 0.20 in., which the customer can then machine down to the finish dimensions. For that same application, a laser may be able to deposit only 0.012 in., meaning the customer needs to machine only 0.002 in. off the weld. In some cases, the laser weld bead is so accurate that the customer does not need to machine any material at all.
Laser microwelding is sophisticated; it’s often perceived as the best welding process you can use, and that’s true for many applications—but not all.
“Laser microwelding is tricky,” Malkasian said. “When you work with TIG, you have a weld pool in which material imperfections can work their way out.” A laser weld occurs extremely quickly, so if those imperfections are there, they may become trapped.
It’s ideal to use wire that’s about a third of the bead width. So a 0.010-in. welding wire would be ideal for producing a 0.030-in.-wide bead. With the laser, it’s best to maintain that ideal ratio as close as possible, but micro-TIG gives the welder a little more flexibility. “With micro-TIG, you can build shallow, flat beads or tall, thin beads, depending on the amps you use,” Malkasian said, adding some of that is possible with laser welding, but it’s more difficult.
Those performing laser microwelding need to identify design features that may cause problems, such as those susceptible to entrapment or incomplete fusion of the filler wire, and be able to adapt their technique to accommodate. They may run the beam over those areas without any filler wire, and then add the wire on a subsequent pass.
“Things happen within milliseconds,” Malkasian explained. “You can see slight characteristics during the weld that tell you something is wrong, and you really need to see the signs. These are subtle signs, and you really need experience to read them.”
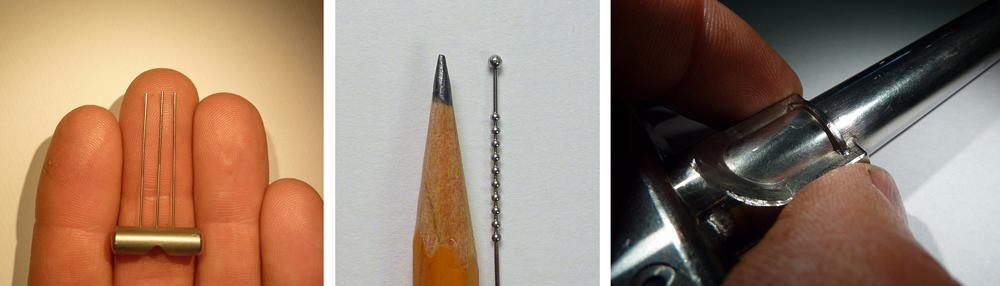
Figure 5
In recent years Micro Arc has expanded beyond the tool and die into other industries that require the small and precise.
For some applications, micro-TIG remains the preferred welding method, especially if the job requires a lot of weld buildup. Other applications may have a very narrow, deep slot with a side wall that needs to be welded. In this situation, the laser may deflect, bounce from wall to wall, and cause problems. Meanwhile, micro-TIG’s tungsten tip may be able to reach into the slot to apply the weld. If that same narrow, deep slot requires a weld on the bottom, the laser may be the best choice to weld that feature. For some projects, they use micro-TIG for most of the weld and switch to the laser for the critical areas.
Over the past decade laser microwelding has become a major revenue generator for Micro Arc. Today more than half of its jobs go to the laser machines. That’s because, for the right application and with the right parameters, the laser can produce a nearly perfect bead.
Micro Arc has three micro-TIG stations, two laser microwelding stations, and one 400-amp TIG machine used for larger projects.
In recent years the company has expanded beyond tool and die (its bread and butter) into other industries that require the small and precise, such as medical and dental instruments; aerospace and defense components; and delicate parts used in fiber optics (see Figure 5). It is also working for firearm manufacturers, including restoration work on antique firearms (see Figure 6).
“These tiny firearm parts may be damaged or impossible to find, and even if you can find one, it won’t have the same serial number as the gun, which would degrade its value,” Malkasian said. “You can put some of these parts on the tip of your finger. We will repair them using micro-TIG or the laser, machine it back to its original specs with dental tools and diamond files, and repatina them to make the part look like it was never worked on before. We will even duplicate the original machining marks.”
Conventional TIG applications involving intricate welds are a world away from the micro arena. In micro-TIG, the tungsten tip must be within 0.003 in. from the weld pool to achieve a concentrated heat spot. The tungsten tip has to rise and fall to match the fluctuations of the weld pool as the welder adds filler wire, so the welder needs to make adjustments to maintain that tungsten-to-weld-pool gap. That skill doesn’t come overnight.
The niche isn’t crowded. It’s so uncrowded, in fact, that finding talent hasn’t been easy. Technical schools don’t teach what the people at Micro Arc do, and turning an experienced welder into one proficient in microwelding doesn’t always work.
“Niches are great, but niches have their downfalls,” Malkasian said. “I can’t put an ad in the paper that says ‘micro-welder wanted’ and have people show up. They don’t exist.”
Decades ago Donovan sat down with Malkasian one weekend. “He showed me so much that one Saturday, and it carries me to this day. He gave me the basics of procedures and certain repair techniques. But, really, you can’t give somebody the skill. They may know more about welding than anyone on the planet, but if they lack the physical abilities, they will never become a good microwelder. The feel only comes from experience, or it never comes at all.”
Few do what Malkasian and his team do every day. Although this has made recruitment a challenge, it’s also what has made this small shop successful. These days Malkasian sits down with his nephew and shows him the basics of both micro-TIG and the laser process: the steady hand, the tap of the joystick, the manipulation of welding wire as thin as human hair. He’s learning the feel of it, and Malkasian hopes he and others will be there to carry on the torch.
Photos courtesy of Micro Arc Welding Inc. Figure 6

Micro Arc duplicated the original machining and wear marks on this tiny part used in an
antique firearm.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





