
















National Sales Manager

What can a metal fabricator do to improve convenience, safety, and long-term health on the shop floor? It involves some clever ergonomics using both automated and manual technologies. Images: Southworth Products
Workers are aging. The number older than 45 has doubled since 1950, and the number of people 75 and older in the labor force is expected to grow by more than 96% by 2030. Sometimes because they want to, other times because they have to, people are working longer.
The effects of aging include loss of muscle mass, loss of upper body strength, and lower ability to move and handle loads. Also, about a third of the U.S. population is obese. With that comes greater potential for high blood pressure and arthritis. All this becomes a problem when a fabricator must deal with a significant amount of manual material handling.
Poor workplace ergonomics begins to drain productivity and possibly hurt worker retention. In such a hypercompetitive labor market, someone who consistently leaves a shift with a sore back might start looking for other opportunities soon. So what can a fabricator do to improve ergonomics? The answer isn’t as straightforward as you might think.
Popular perception holds that robotics and automation absolutely dominate modern manufacturing in North America. Anything that can’t be automated is sent overseas to take advantage of cheap labor. It sounds nice, but it’s a vast oversimplification. Certain processes are indeed automated, and software automation has streamlined technical processes like machine programming and even quoting. Even so, high product mixes as well as uneven demand limit automation’s use.
Even the most automated scenarios in sheet metal require at least some manual intervention. Massive, sophisticated machinery handles sheet metal parts as they move from cutting to bending and sometimes even welding. But at some point, people need to lift a part, an assembly, or a box, then place it somewhere. They could stage parts on a pallet for a fork truck or hand truck, perhaps place boxes on a conveyor or an automated mobile vehicle. The physical acts of lifting and moving parts and products haven’t left even the most roboticized factory floor.
In fact, some of the most difficult twisting, bending, and reaching occurs in areas of the sheet metal shop with limited automation options, especially in downstream manufacturing steps like assembly, packaging, and shipping. In operations upstream, a highly automated fab shop might have a tower to handle the material through cutting, perhaps even robots or mechanized systems to dispose of the skeleton and sort parts on pallets.
Move downstream, and the amount of reaching and bending increases. Material handlers or helpers lift blanks from pallets onto a table near the press brake. Brake operators then use (if they’re lucky) sheet lifters or other ergonomic aids to steady the workpiece through the bending cycle, then stack formed parts on another pallet.
The fork truck takes that pallet downstream, where the bending and reaching shifts into high gear. Someone needs to bend down and reach up to hang parts on the powder coat line. Someone needs to bend and reach to move coated parts to assembly. The packaging department might have automated shrink wrapping, but someone needs to stack those finished parts on the pallet.
Yes, theoretically robots could remove much of these manual material handling challenges, and they do in the highest-volume situations. But those circumstances represent a tiny slice of global manufacturing. Most operations need to be flexible enough to process different, low-volume jobs one after the other—for which, unfortunately, people still do most of the reaching, bending, and lifting.
Some estimate that global industry has about 1.9 billion pallets. Also, an estimated 475 million new pallets—be they wood, plastic, or even cardboard—are made every year. Regardless of what they’re made of, pallets represent a huge ergonomic problem. Again, some are loaded and unloaded robotically, but most pallets are loaded by hand.

This lift turntable rotates as the operator stacks cut parts at a comfortable height.
Consider a worker unloading a pallet that’s 4 ft. square. The load that’s stacked above the worker’s waist isn’t a problem, except for the time the worker wastes walking around the pallet to retrieve parts on all sides. In fact, some studies have shown that workers unloading and loading pallets spend as much as 40% of their time not moving products at all, but instead walking around the pallet to reach them.
The ergonomic problems arise when the stack of parts is depleted to below waist level (see Figure 1). The worker now needs to start bending and (even worse) reaching to retrieve parts. When enough parts are depleted, the worker might feel compelled to step onto the pallet itself to reach parts on the far end. However, leaning over while placing one foot on the pallet and another on the ground raises all sorts of safety and ergonomics problems. Beyond the danger of workers losing their footing or stepping on a weak or broken board, repeatedly making that uneven stance stresses the body and opens the door to sore muscles and injuries.
Lean manufacturing and ergonomics have a close relationship. A tenet of lean is to eliminate anything that doesn’t add value for the customer. That’s waste, and one of the most significant categories is movement. Whether work is moved automatically or manually, fab shop customers aren’t paying for that movement. They’re paying to have that material laser cut, bent, welded, coated, assembled—and nothing more.
From a safety and ergonomics perspective, movement that requires people to bend over below waist level or reach into a bin is waste that should be highly scrutinized. The trick is to observe material handling on the floor and focus especially on the distance and direction (above, below, waist level) between work that needs to be moved and the person doing the moving. How often does the worker bend over, reach, lift, and place? This, along with the weight and shape of the load, and the footing and stance of the material handler (standing, kneeling, floor condition), can bring a shop at least one step closer to improving worker ergonomics and improving the flow of work through the factory.
And yes, training is an important component. For instance, people should know to lift with their legs, not bend over and lift with their backs. But the best solution is to “engineer out” the problem by removing the need to bend over or reach in the first place.
In an automated sheet metal shop with an extensive storage-and-retrieval tower system, the system knows where the raw stock is and, at the operator’s prompting, can retrieve it all on its own. The sheet flows through, and blanks are stacked neatly onto a pallet. No excessive reaching or bending, at least not yet.
A fork truck driver retrieves the pallet and places it at the press brake. Because of certain reach and tooling issues with the shop’s robotic bending cell, the shop has designated these parts for manual forming. But instead of having the operator bend and pick up the blanks, the fork truck driver places the pallet on a scissor-lift table, which the operator can raise to a comfortable height.
He forms the job, stacks the pieces, then lowers the scissor-lift table. Because the operation has streamlined its setup, it runs small and easily manageable batch sizes—no need to stack pieces in a massive container. A single pallet should do.
Still, the fabricator can’t help but use some returnable bins and gaylord boxes. A small coil-fed stamping operation, for instance, feeds formed brackets directly into a returnable bin. Those brackets need to be welded to the larger assembly.
This could all lead to an ergonomics nightmare for the welder. Consider a situation in which various pieces of a welded assembly arrive at a welding cell. Ones from the press brake are stacked on a pallet, and the brackets from that stamping press arrive in a bin.

FIGURE 1. In a worst-case ergonomics scenario, a worker steps onto a pallet to reach for and lift a load.
A fitter would then bend over and reach into the bin retrieve a bracket to attach it to the weld fixture. The upper half of the container isn’t a problem; reaching into the bottom half of the bin is what causes ergonomic problems. He’ll need to reach deeper into the bin as he depletes the brackets, forcing him to work harder later in the shift, just as he begins to tire. For the very last bracket, he reaches far into the bin and lifts the bracket. It’s lightweight, but since the worker needs to reach so far into the container, he ends up doing all the lifting with his back. That’s yet another worst-case ergonomics scenario.
Does this make the fitter’s leaning and reaching into the bin simply unavoidable? Not if he makes use of a tilter, which elevates and tilts the container at the same time (see Figure 2). The elevating action helps the worker reach the bin’s bottom while the tilting makes it easier to reach its far corners.
Once the part is fixtured, the piece could sit on a stationary table, but in this instance that would create a host of inefficiencies. The welder needs to access welds on opposite sides, often in direct succession (welding one side, then moving to another side, then returning to the original side) to reduce distortion. So, just like a material handler loading boxes or parts onto a pallet, the welder can spend a lot of time walking back and forth.
In this case, the piece is fixtured onto a base plate that sits on a turntable, which helps the welder position the work as needed. The welder needn’t move. The table also can be raised and lowered, so the welder needn’t reach or contort to weld a particular joint (see Figure 3).
When components finally reach packaging and shipping, they’re boxed and placed on a pallet, and how they’re placed really matters. In this case, the fabricator relies on a pallet leveler. The platform starts waist-high, then rotates as the worker stacks boxes—no walking around the pallet to load it. The table then descends as the load increases, so that the operator can keep stacking at a comfortable height (see Figure 4).
Other lift tables in the shop are mobile (see Figure 5). They have wheels large and thin enough to make the pushing easy, but not so large as to get in the way or so thin as to be unable to support the required load. These and other mobile carts in the shop are designed for pushing, not pulling. Yes, a worker will occasionally need to pull, say, a pallet jack, but the shop keeps pulling to a minimum.
There’s a good reason for this. Pulling a load puts a huge stress on the lower back (see Figure 6). Still, when pushing, the height of the handle needs to be correct, and the condition and grade of the floor need to be factored into the equation. The goal is to keep pushing force below 50 lbs. for loads 4,000 lbs. and less. Beyond 4,000 lbs., and physics usually makes manual carts an unsafe option. At this point, motorized carts step into the picture.
Whether carts are manual or motorized, both the load as well as the floor condition and grade need to be considered. For instance, motorized carts might have trouble with short, steeply graded ramps. Depending on the specific cart and application, the shop might need to incorporate a longer ramp with a shallower grade.
Ergonomics is about analyzing the movement of work, then finding a better way. Consider a situation in which a heavy workpiece needs to be lifted from a cart to an assembly workstation. Using a hoist would be the conventional approach. Still, this can involve some bending and reaching, and the entire transfer can take several minutes. It also ties up a hoist that could be used for something else.
But what if that pushcart could become the worktable? In these cases, the worker pushes the cart over a specialized positioner designed to attach securely to the cart underbody. The worker depresses a pedal, and the positioner lifts the workpiece to waist height (see Figure 7).
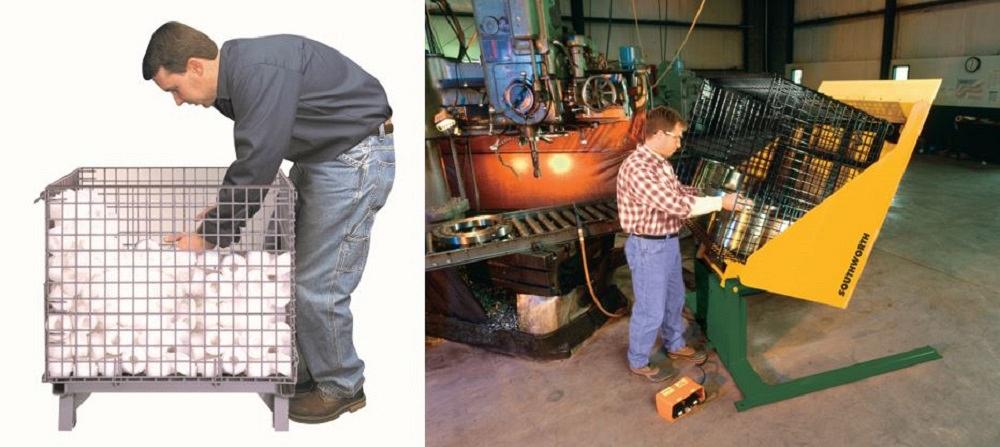
FIGURE 2. A tilter prevents workers from reaching down into a bin to retrieve parts.
So much of ergonomics boils down to finding creative ways of presenting the work. In fact, that idea holds true however manual or automated an operation is. When work is presented well, the workday becomes more efficient and less frustrating. Most important, workers young or old won’t be heading home at the end of their shifts with sore or injured arms, backs, and legs. Ideally, such injuries should be considered the most avoidable and unnecessary waste of all.
A portion of the content for this article comes from presentations made by the late Jim Galante, business development manager at Southworth and frequent presenter at industry events. He was the principal editor of “Ergonomic Guidelines for Manual Material Handling,” and also chaired the Ergonomics Assist and Systems Equipment (EASE) Council at MHI.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}