















Director of Engineering
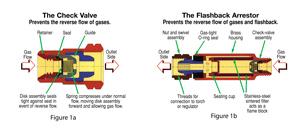
Figure 1a(left) and 1b(right)
Metalworking can be seen in nearly every aspect of our everyday lives—in air-conditioning and refrigeration units, hot and cold water pipes, electrical connections, and much more. And because the oxyfuel welding and cutting methods used to create the joints and connections on these everyday items requires an open flame at high temperatures, you must never forget the importance of protecting yourself and your materials.
The industry's success and its amazing safety record are the results of manufacturers' care in designing and manufacturing oxyfuel equipment and, most important, welders' understanding of how to operate the equipment properly. Serious professionals know that practicing safe operating procedures, wearing protective equipment, and following all operation instructions are the keys to a successful and safe weld or cut at any level of expertise.
When oxygen is added to fuel gas, it accelerates the burning rate of the gas. For example, acetylene and oxygen burn at about 26 feet per second (FPS) and alternate fuel gases (propane, natural gas, MAPP®, or propylene) and oxygen burn somewhere in the 14 to 16 FPS range.
Two of the most common incidents in oxyfuel welding and cutting are backfire(and sustained backfire) and flashback. A backfire occurs when the velocity of fuel gas, burning at the tip with the support of oxygen, is reduced to a point where it is less than the burning rate and backfires into the tip or torch, usually to where the fuel gas and oxygen are mixed. This is often very audible, especially if you're using large multiflames. The noise is created by the flame backfiring into the mixer. Sometimes the backfire continues to burn in the mixer area, supported by the flow of fuel gas and oxygen. This event, called sustained backfire, generally is accompanied by a loud whistle noise.
Flashback, on the other hand, is the ignition of mixed gases that develops in either the fuel gas or oxygen passages. This can occur if one gas reverses into the other side of the torch. Reverse flow typically occurs when the system is overpressurized for the tip size being used; the tip is plugged or dirty; the oxygen or fuel gas supply depletes; or if you have made a procedural error.
When fuel gas backs into the oxygen line or oxygen backs into the fuel gas line, the mixture can travel through the torch, into the hose, through the regulator, and possibly into the supply cylinder or system. This condition represents a very dangerous situation if the gases ignite. Reverse-flow check valves (Figure 1a) at the torch help reduce the possibility of reverse gas flow. However, these valves are mechanical devices and may malfunction if they are not maintained properly.
Flashback arresters (Figure 1b) are not mechanical by design. They depend on a fine-sintered filter that prevents transmission of a flame through the filter itself. A flashback arrester stops the ignition of the mixed gases even if the reverse-flow check valve is not operable. This keeps the ignition from propagating into the hose, regulator supply cylinder, or system. Ignition does take place in the torch, as it does with a backfire. As a rule, the torch design will withstand the ignition.
Therefore, it is recommended that both reverse-flow check valves and flashback arresters be used at the rear of the torch. Some manufacturers build these safety devices into the equipment.
The improper storage and use of gas and fuel can lead to incidents as well. For starters, cylinders always should be stored in an upright position with the protective valve cap installed. They also should be chained securely on a suitable cart or to a fixed object such as a post or wall to prevent accidental tipping.
Handling and storage becomes even more critical if you're using acetylene. Because acetone is used in the tanks to help stabilize the acetylene, it is important always to store and use acetylene cylinders in the upright position. You should also pay attention to the rate at which the acetylene is taken from the cylinder. As a rule, no more than 1/7 of the tank contents should be removed per hour. It is also important to open an acetylene cylinder valve only three-quarters of a turn and no more than 1.5 turns. All other cylinder valves should be opened fully.
To protect yourself, you need to be aware of safety and not become complacent. Most notably, the safe practice of purging the hoses and checking the system for leaks before use often is ignored. Also, it is not uncommon for shops to be using equipment that is in need of repair. Always check an oxyfuel system for leaks before using it, and repair any leaks you find before you use the equipment.
Using oxyfuel equipment in tight spaces can be dangerous. Ample airflow is necessary to eliminate the possibility of asphyxiation. Heating, melting, or burning certain materials can produce toxic fumes. To prevent injury from these fumes, use the proper ventilation and protective respiratory equipment for the materials being heated and make certain the amount of free-flowing air in the area is sufficient. Also, any small leak that causes excess oxygen or acetylene to be released into a small space can become the catalyst for an explosion.
The oxyfuel industry has made great strides in safety technology and protection in the last decade, but ultimately, it is your responsibility to observe proper techniques to ensure your own safety and the safety others. Regardless of your skill level, paying careful attention to all safety details will reduce the risk of injury and death associated with metalworking. An additional word of caution: Nothing can take the place of using the proper operating procedures for the equipment as recommended by the manufacturer.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





