















Contributing Writer

As a plate fabricator evolves, so does its material utilization strategy. Throughout it all, though, that strategy should help increase profits, reduce costs, and make life a little easier. Getty Images
Regardless of where your business is in its growth journey, you probably know how important material utilization is. You also know about the numerous barriers to improvement, like unpredictable customer demand or communication challenges between the office and the shop floor.
A lot changes in a fab shop as it grows from a startup to an established job shop and contract manufacturer. As a shop evolves, so does its material utilization strategy. Regardless, whether your business is small, medium size, or large, a good material utilization strategy should increase profits, reduce costs, and make life a little easier.
Imagine you’ve launched a plate fabrication shop. Because your business is in its infancy, you really don’t know what type of job will show up next. Costly machine investments at this stage are risky, so you rely on manual processes, including part nesting, cutting, and material tracking.
You spend time locating the best full or partial sheet for the job, laying out a nest with acceptable utilization, and performing secondary cleanup not typically required with automated cutting. Even at this early stage, though, you begin laying the foundation for better material utilization.
You start with effective material storage. If your material is thrown into a pile with no rhyme or reason, then you might not have access to the pieces on the bottom. You use racks with a visual marking system that make it safer and easier to select the right workpiece for the job.
You’ve installed your first light-duty CNC cutting machine with appropriate part nesting software, allowing you to perform higher-volume work with a mix of parts and thicknesses. You continue to nest manually, though now with software, on your small plasma cutting table. But as your business grows, you add larger cutting machines and graduate to automatic nesting.
You rely mainly on static nesting; that is, you establish a nest layout consisting of just one or numerous parts and run it repeatedly. It works well for predictable, high-quantity orders, but it doesn’t give you much flexibility when it comes to part prioritization or part design updates.
Light-industrial nesting software incorporates some process parameters and cutting techniques, adding lead-in and -out styles and lengths and optimal part separations (that is, the width of the skeleton web). Part quality improves, too, with better edge quality and angularity, sharper corners, and consistency.
As your business grows, you define what you consider to be poor, acceptable, and good material utilization. There really is no single definition of “good” material utilization that fits every situation. The important thing is to be aware of your performance so that you can improve when possible.
You run regular reports to measure results from CAM software, and you also weigh your scrap before it gets picked up for recycling. All this can give you data that can tell you which jobs have the most room for improvement.
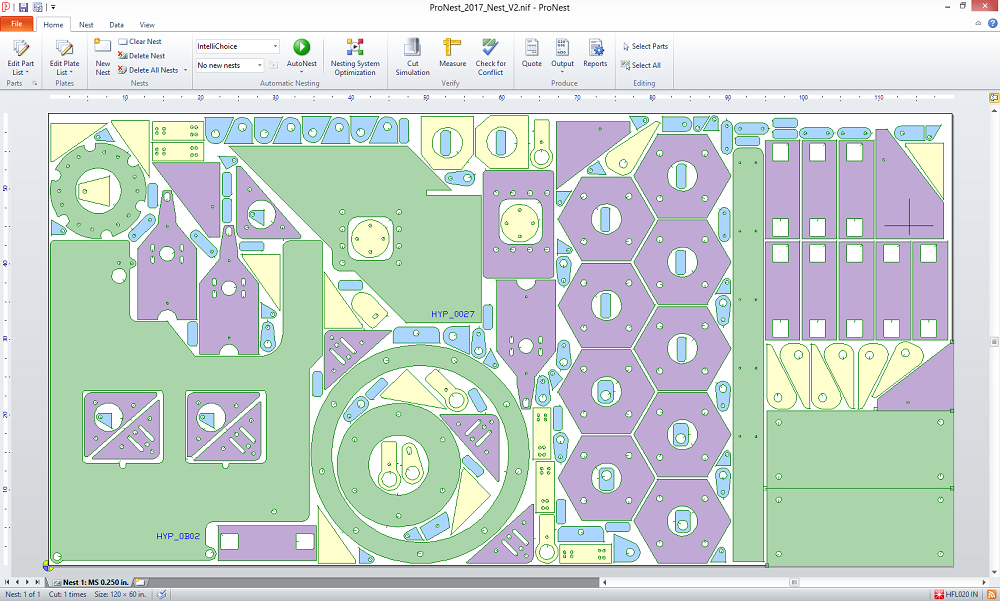
This program, color-coded to identify which parts go with which work order, incorporates various nesting strategies. Parts are nested within the cutouts of other parts. Part separations (skeleton web widths) are minimized. Two pieces on the lower right share a common cut line and use the plate edge as a part edge.
As you become an established player in plate fabrication, your cutting capability expands. You have several full-size cutting tables and production operates three shifts per day. You use advanced part nesting software for job programming, which gives you plenty of opportunities to optimize material utilization, reduce scrap, and increase profit.
Your shop performs automatic nesting functions that give you a range of diverse, customizable strategies applicable to a variety of part geometries. Nests are created by applying the most effective strategy to different groups of parts across the nest. And you use a broader range of lead-in and lead-out types and placements as well as different separations (web widths) between parts or between a part and the plate edge.
Separation-value Strategies. A wider skeleton web (larger separation value) between parts increases the nest rigidity to counteract thermal movement that comes from heavy plate processing. It also gives you room for longer leads and different lead styles. If a wider web is needed for process stability, so be it. But if you need a wider web just to accommodate the default lead, your best programmers might want to edit those using the nesting software. You might be able to achieve narrower part separations and, hence, higher material yield. Because editing these defaults might affect process stability, you make sure that only your most experienced programmers make these changes.
Common-line Cutting. Because common-cut parts share at least one cut line, your material yield rises and your length of cut in each program plummets along with the number of pierces. Add other strategies like chain cutting—where the cutting head finishes one part, cuts through the web, then starts the next part—and you reduce the number of pierces even further. You shorten your cutting cycle time and reap the operational cost savings.
Depending on the cut process, you might see slight edge angularity on one side of the common cut. So before nesting with common lines, you need to understand whether that angularity will affect downstream processes or the part’s final application.
Once you determine which jobs can take advantage of common-line cutting, you begin implementing the nesting strategy. You start common-line-cutting nested pairs; then pursue quad cutting, where four parts share cut lines in a 2 × 2 grid; then implement arrays with parts common-line-cut in a grid of rows and columns. You then apply advanced techniques involving two or more dissimilar parts, all with at least one straight edge, nested together on adjoining common straight edges. And when edge quality requirements allow, you use the plate edge as a part edge.
As your business grows, your material management strategy becomes more important than ever.
WIP Implications. Your shop cuts a range of repeat orders that you group into static nests. For jobs ordered less frequently, predictably, and at lower quantities, you employ dynamic nesting, where software populates a sheet with parts that meet immediate demand.
Most of your static nests consist of parts from one or a handful of jobs ordered within a similar timeframe. That is, most parts are cut and are soon sent downstream; they don’t spend days or weeks as work-in-process (WIP) inventory. Some static nests, however, have a mix of different parts, only some of which are needed downstream. The rest goes to WIP inventory that someone needs to sort and organize. As WIP inventory grows, troubles arise. Parts get misplaced and lost, and some inventory becomes obsolete. The cost of having to recut lost or out-of-date parts obliterates any material yield savings you initially achieved on the cutting table.
So your nesting strategy evolves. Your static nests can be perfected to achieve extremely high material utilization and to meet the needs of optimal part flow, but customer demand for these orders must be predictable. If they aren’t, you sometimes find that they’re better candidates for dynamic nesting.

As your business grows, you install your first light-duty CNC cutting table. You nest manually with light-industrial software.
Remnant Strategies. Whether you’re using static or dynamic nesting, you fill each sheet whenever possible. If the part list is not large enough to fill a sheet, and if your WIP inventory isn’t excessive, you add filler parts. If you don’t have any filler parts that could be used later, or if you’ve reached your WIP inventory limit, you use a cropping technique in the nesting software that leaves a remnant shape (like a rectangle or square) that can be used later. Remnants can be cropped sheets or internal drops left by parts with large windows or holes.
Inventory Management. To manage your remnants, you turn to advanced material inventory management software, integrated with your nesting platform, that not only stores a list of full sheets but also remnants you have in stock. Having accurate electronic inventory available ensures partial sheets are consumed and working capital is not tied up in aging inventory.
You’ve also developed material racking and storage methods that make it easy for employees to get to the designated sheet for the job. You’ve defined a process for identifying sheets and their location in the rack, trained your employees, and make sure you have their buy-in.
You then reach for the next level of material utilization by combining electronic inventory with advanced nesting techniques. Your programming software cycles through multiple nesting strategies, considering both full plates and remnant pieces, then selects the best nesting strategy for the items in the part list. You can control how plates are selected, which nesting strategies to use, and whether to include costing factors—including the cost of production time and material—when determining the best nesting result.
Don’t Forget the Scrap Buyer. For the material you cannot save, you work with your scrap buyers to understand how you can maximize what they will give you. You also rely on automated skeleton cut-up routines in nesting software to segment each skeleton to a size that better fills the scrap container. Doing this gives you a densely filled container with more weight per pickup load. Because you present scrap this way, the scrap vendor (after some negotiation) agrees to pay you more per pound.
Nesting When Bidding. You also make use of nesting software—and the material utilization insights it provides—when bidding for a job. In many cases, it helps you win more jobs and increase profits.
Advanced Work Order Management. Software tools can be integrated with enterprise resource planning (ERP) or material requirements planning (MRP), but in your case the tool is part of the nesting software itself.
Smart work order management allows you to take advantage of scale. The more parts of different sizes and geometries you have available for nesting, the greater the potential nesting efficiency. Combining work orders and making larger quantities of parts available for nesting drives material utilization higher. The order management tool groups different parts from different jobs together and makes them available as work orders, which quickly can be added to the part list, nested, and sent in numeric code to the cutting machine.
One day a machine operator has a question for the part programmer. He thinks the part-to-plate edge separation on a frequently cut nest could be narrowed, allowing more parts to fit onto the sheet. In fact, could the separation be eliminated completely by using the plate edge as a part edge? The programmer and operator discuss the process considerations and options.
Does the plate edge meet the part edge quality requirements? Would the cutting process be stable? Could parts be damaged? Do any of these parts have grain restraints, either for cosmetic reasons or because downstream bending requires grain-direction consistency?
After considering all the variables, the programmer and operator decide that, yes, parts can be nested all the way to the edge of the plate, and the programmer updates the job. Nesting this way reduces scrap and the overall cutting length. The result: You’re cutting more parts in less time at a lower operating cost.
Years ago you first assigned an employee to be responsible for managing material utilization and establish clear utilization targets for the month and year. This job now has evolved to become instrumental in keeping everyone on the same page. The person ensures all new employees are trained in your company’s material utilization strategy, and also communicates with management to align employee motivations toward success.
You continue to reevaluate existing jobs and take a deep dive into the parameters and techniques the nesting software employs for each cutting process. You confirm separation values as well as lead-in styles and lengths to ensure they’re optimized for the process. Your material utilization strategy evolves to meet customers’ changing demands while also perfecting part flow from the cutting table to the shipping dock.
And so your journey toward material-utilization utopia continues. Will you ever reach perfection? Well, no. As with any other continuous improvement effort in manufacturing, the journey toward optimal material utilization never ends.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





