















TruPunch Product Manager
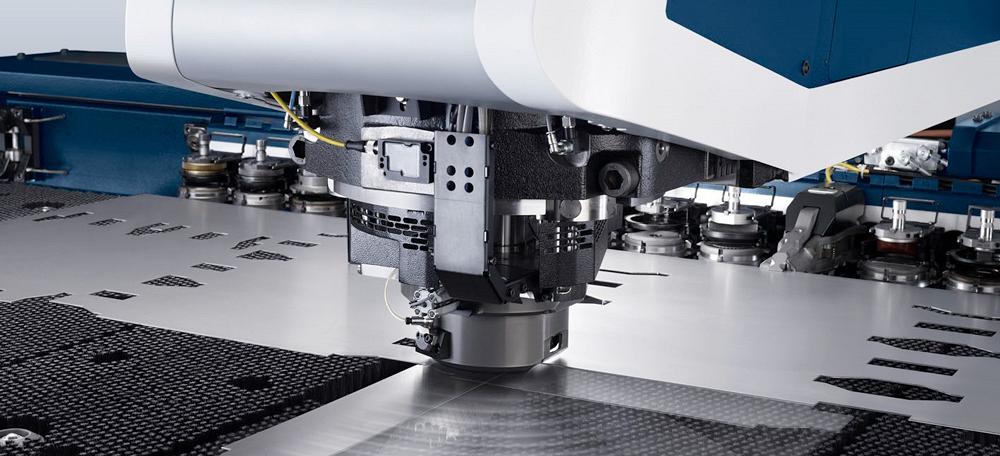
Figure 1
A brush table doesn’t look like a huge technological advancement in punching, but it does reduce noise emissions from punching operations because the metal is not banging against a metal table when the punch engages the sheet metal. Photos courtesy of TRUMPF Inc.
Metal fabricating shops don’t part with old equipment very easily. Punching machines are a great example of that.
Often tucked away in a corner, these older machines let you know that they are making the company money. They shake the walls and the tool pounds the sheet metal so that the noise reverberates all the way to the front office. When they are operating, everyone knows it.
Seasoned workers are used to it. These gray-haired veterans of sheet metal fabricating probably laugh when they ask their spouses to repeat questions after a work shift. But with the average age of skilled manufacturing workers being 56, those same workers aren’t capable of wrestling with large parts and skeletons like they once did. They probably need some sort of relief even if they don’t ask for it.
Meanwhile, younger people who might be just starting or considering a manufacturing career may become disenchanted working with CNC equipment that happens to be older than they are. When it comes to vintage, they think of vinyl records, not work surroundings.
Metal fabricators should take note that modern punching technology doesn’t have to be synonymous with an unpleasant work environment. It’s evolved to the point where an operator can quickly process multiple jobs over a shift without beating himself up.
Hear that? A metal fabricator probably can’t if he’s been on the shop floor most of the day with an old punch press banging away on sheet metal.
Let’s just say that noise control was never a big concern for metal fabricators 10 to 15 years ago, but that’s changing. It’s becoming more commonplace to see earplugs being worn along with protective eyewear on shop floors. In places like Europe, some manufacturers are even enclosing their punching press beds to insulate the noise.
The machines are getting quieter as well. Believe it or not, a punch press capable of delivering punching power of 20 tons can have an average decibel level of 81.1, which is about the same as a noisy office or an alarm clock buzzer. Older machines commonly reach decibel levels of 110, which poses a real threat to hearing if exposure takes place over a long period of time.
According to the Occupational Safety and Health Administration, the permissible exposure limit for noise is 90 decibels as an eight-hour time-weighted average. Anything above that could be a problem for metal fabricators. In determining the need for engineering or administrative controls, federal regulators use only exposures to sound levels greater than or equal to 90 decibels in their exposure calculations. These “engineering controls” could be machine accessories such as vibration dampeners or acoustical enclosures.
The advancement of control software has helped quiet punch presses. These controls manage the ram speed more effectively than older controls were capable of. For instance, on older punching presses, the ram comes down with maximum force, making as much noise as possible. Today’s control software can slow the ram speed down in increments as small as 1 percent, lightening the impact and the resulting noise. The ability to control the punch speed also allows for delayed entry and withdrawal of the ram, which can produce deep-drawn features not attainable with older punching technology.
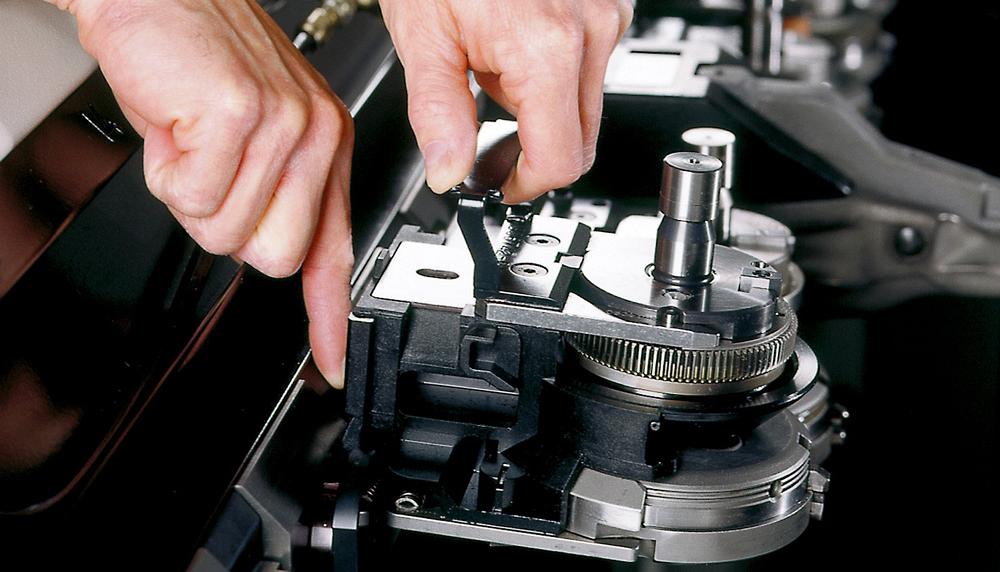
Figure 2
Replacing a tooling cartridge on a punching machine is a streamlined endeavor when compared to the same process 10 years ago. Today the tooling system allows the tools to be set up in advance and placed quickly and easily into the machine.
Brush tables are another engineering control for noise reduction (see Figure 1). They also protect parts from scratches.
Older punching machines require plenty of tooling changeout, unless the machine is dedicated to one material thickness or job. If the tooling is as old as the machine, changeover can be a difficult and time-consuming job.
Now many tooling cartridges or holders have a synthetic fiber construction, not steel. As a result, the cartridges are lighter and easier for the operators to handle.
In the past the task of manually taking out 18 or 20 of these heavy holders, disassembling them, and assembling new tools was very tough on operators’ wrists. These new lighter-weight cartridges are easier for the operator to handle, and the punching machine can attain more speed because it is not burdened with heavy tooling.
How much of a weight difference are we talking? Newer cartridges can weigh 1 pound or less, compared to 3 or 4 lbs. for older-style holders. This weight reduction doesn’t mean that the working components of the press are made out of an alternative material too; they are still metal. In fact, the tooling cartridges are designed so that the interior tooling components can be removed, so the operator doesn’t have to throw out the whole cartridge assembly when it needs replacing.
Newer punching technology also makes tooling placement a lot easier on the operator as well (see Figure 2). Today these punching machines have locking systems in which the operator simply puts the cartridge into position and it falls into place. When the machine starts, the tooling is locked into place, with an air bladder, for instance. No pushing or banging the tooling into place is necessary; it’s drop and go. Tooling design also has evolved to simplify preparation prior to installation into the punching machine (see Figure 3); now tool segments can be assembled outside of the press and quickly placed to minimize downtime.
Picking and placing punched parts—it’s not a lot of fun. Spending a large part of a shift doing that stresses the back of a worker of any age.
Automatic part removal and organization systems have emerged in recent years to assist with this dreary job. Actually, punching is a fabricating operation that is an especially good fit for part handling automation. The punch delivers full separation, which means the resulting parts can be picked up easily and delivered to a cart or a pallet. The punch also can be used to destroy the skeleton, which is then fed into a scrap bin.
In laser cutting, on the other hand, part separation can get difficult sometimes because the laser produces a very tight kerf width. It can be hard to get parts out of that tight skeleton.
Vacuum cups are the most common choice for part separation in a fully automated punching system (see Figure 4). The vacuum cups can pick up parts of different shapes, as small as a mint tin or as large as a cabinet door. The general rule is that the vacuum cups have to create a seal on at least 70 percent of the part to be picked up. If the cups do not achieve that seal rate, most material handling systems on punching machines will stop and won’t pick up that part, because the part could end up dragging across the table, creating a quality issue and a safety concern.

Figure 3
Instead of having to set up the punch, die, stripper, and cartridge independently at the press, the operator can drop all the components into a device such as this and it locks them all into position—before installation of the tooling cartridge.
Sometimes magnets are used, especially if highly perforated steel parts prevent vacuum cups from achieving good suction. Nonferrous materials obviously aren’t a good fit for magnetic part handling.
The use of part chutes—even for large parts—and conveyors is common as well. Even the way the parts are dropped into bins has changed over the years. Now trap doors in the punching table open quickly, allowing the parts to drop flatter. This gentle dropping keeps the parts from getting nicked and scratched, as might happen if they slid into bins at an angle.
Today’s punching technology is not that of yesterday. That’s good news for older metal fabricating workers as they play a crucial role in keeping shops up and running and for younger workers looking for modern workplaces that are not likely to threaten their health over the long term.
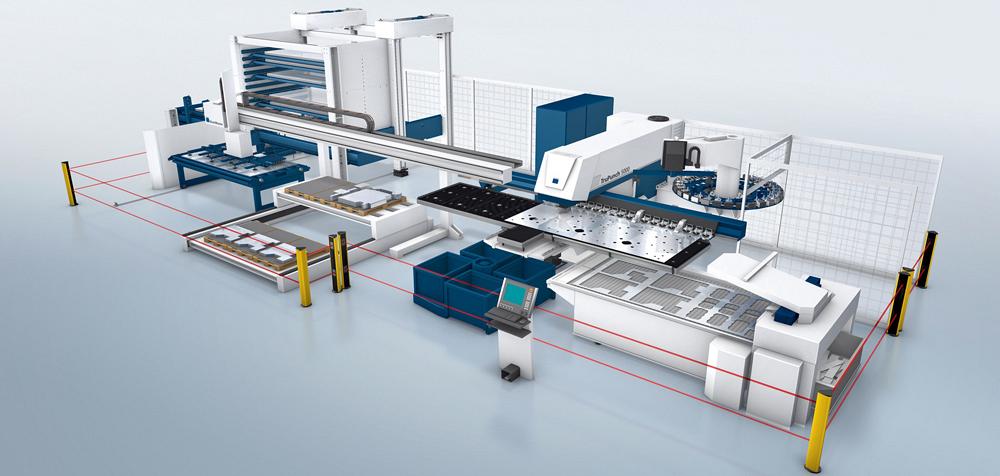
Figure 4
This illustration shows a fully automated punching operation in which the material handling system sorts parts automatically. Small finished parts are sent through the flaps and fed into four containers. The vacuum cups on the automated material handler move large or delicate parts and place them on the belt-driven cart system as part of the sorting process.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





