















President

Some problems in tube cutting seem to happen suddenly. Others build up gradually over time. The best operations stay on top of both. Getty Images
Today’s dual-column band saws are light-years beyond the old, hinge-style band saws, which can’t make a quality cut once the hinge pin starts to wear. But there are still quality issues that need to be addressed. In some cases, the quality issues are unique to cutting pipe and tube, where there is an interrupted cut—that is, the blade contacts with the workpiece in two different places.
Depending on the wall thickness, blade teeth might dull prematurely or strip. The machine might produce crooked cuts. The blade might wander. Cut quality might vary from one piece to the next. The types of potential problems abound, but most can be grouped into two categories: quality issues that happen suddenly and those that gradually become more evident.
Quality issues just happen for a reason, or various reasons. They may appear to manifest themselves suddenly, but in reality they were problems waiting to happen. A major cause of these types of problems is the failure to change the blade or the settings when the material or job changes.
First, look at the tube or pipe you are sawing. Is the wall thickness thinner or thicker than what you normally cut? If it is thinner, check the blade tooth pitch. There must be at least two teeth in the cut. If there isn’t, the single tooth can rip the edge of the metal, causing a ragged cut. But the real consequence is that the single tooth will get overloaded and break, causing all the teeth directly behind to break. This is easy to spot.
If the wall thickness is greater than what you normally cut, look at the gullet. Using too fine a tooth pitch can cause the chips to become trapped in the gullet of the blade—you’re effectively “filing” the material, not cutting it. This will produce a rougher surface. Check your blade and blade-cleaning brush. Blue chips are a sign of too much heat being generated.
The next major problem area is the material itself. If you have been cutting ferrous metals and then switch to nonferrous, such as aluminum or titanium, you need to change your blade speed and quite possibly your downfeed rate and pressure. Even a few feet-per-minute adjustment can greatly improve the quality of the cut.
Contact your saw blade supplier for assistance in determining the proper blade speed for the tube you’re cutting. Blade suppliers can provide charts for materials, blade speeds, and cutting rates, and they have access to the blade manufacturer’s technical department for answers to specific questions.
When the cut quality degrades gradually, first check the blade for wear and replace it if necessary. Next, check the blade tension. If the blade tension isn’t correct, the downfeed pressure can cause the blade to cut on an angle or wander.
Virtually all modern band saws have blade tension indicators, and many machines with electronic tensioners will not even run unless you have the correct blade tension. If you have a mechanical mechanism, you should contact your blade vendor to check the accuracy of the blade tension mechanism with the vendor’s calibration tools.
Check the blade guides, including the positioning and tolerances of the inserts and rollers. Make sure the guide rollers turn freely. A locked or damaged roller can pinch the blade and cause it to cut on an angle.

In some cases, the quality issues are unique to cutting pipe and tube, where there is an interrupted cut—that is, the blade contacts with the workpiece in two different places.
Check the idle wheel bearing for wear. A slightly worn bearing can cause the blade to become angled, creating a beveled cut. This might not be noticed initially, but the blade will start to wander. As bearing wear increases, the blade won’t even stay on the band wheels. Depending on the saw’s design, you might have to replace the entire idler wheel assembly. Be sure to follow the saw manufacturer’s guidelines and specifications.
Blade guide arms must be positioned as close as possible to the workpiece to provide support for the blade. If the distance is too great, the blade can wander in the cut, especially with too much downfeed pressure. Modern band saws have a combination of carbide blade guides and roller bearings that take the initial twist out of the blade and guide it into the carbide guides with a minimum amount of stress.
A common type of burr (see Figure 1) occurs when the cutoff side of the workpiece is not properly supported. As the blade nears the end of the cut, the weight of the stock can cause it to drop off instead of being cut off. Make sure the workpiece is supported firmly on both sides of the cut and unable to move. If the clamping pressure is adjustable, use the maximum pressure to clamp tubing and shapes without deforming them.
Downfeed rate and pressure must be controlled for the type of tubing and the wall thickness. If the automatic power downfeed is set for a sharp blade, it must be reset periodically to take into account the gradual dulling of the blade. Failure to do so can produce increasingly poor-quality cuts. If the band saw has a manual downfeed, you must continually be aware of the quality of the cut and adjust the rate and pressure accordingly.
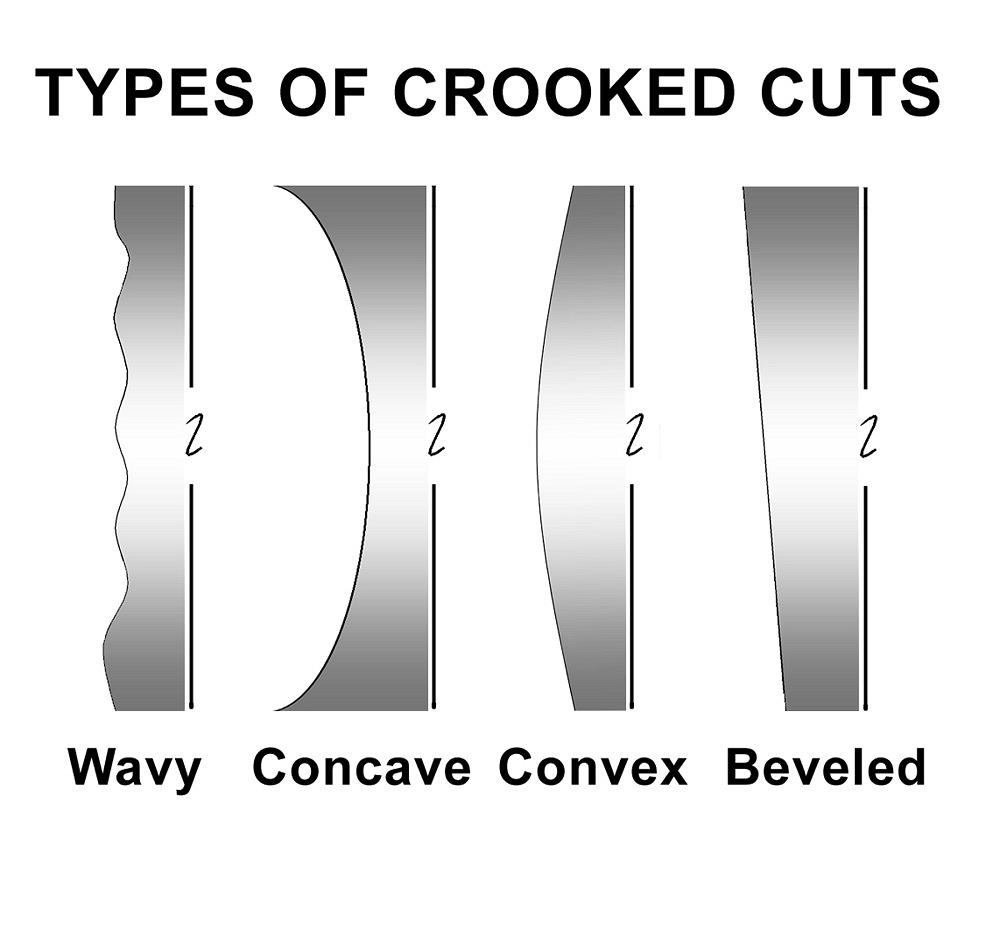
Crooked cuts (see Figure 2) are a pesky experience when cutting round and square tubes, especially when the walls are thin. Crooked cuts can come from a dull blade; the downfeed force is present but the blade isn’t sharp enough to take a full chip. The machine forces the blade down, but the blade, being the weak link, drifts off-line.
Using a blade with the wrong tooth pitch can have the same consequences. If the teeth are too small for the job, a proper chip isn’t being removed, but the machine still pushes down and, again, the blade drifts off-line. The same can happen if your blade speed is too low. Because the chip isn’t getting kicked out of place promptly enough, the blade is forced off-line.
Round tubes have the problem of the blade contacting a robust workpiece at the very top, plunging into two thin walls, then at the bottom again contacting a robust section. This problem is especially consequential when cutting square tubes or beams, when you encounter the geometry of “very wide” to “very thin” multiple times during a cut (see Figure 3). A canted-head saw frame (canted between 6 and 10 degrees) can greatly help you overcome the challenge.
Often overlooked is the coolant, which has three functions. It cools the workpiece to limit heat distortion; it lubricates to reduce the power required to remove a chip; and it washes or flushes chips out of the saw cut and, together with a blade-cleaning brush, ensures no chips go back into the workpiece.
Much like the oil in a car engine, coolant can degrade over time and must be replaced. For general steels, the ratio of water to coolant should be 10-1, 12-1 for mild steel, and as rich as 8-1 for tougher materials.
Some assume that the coolant doesn’t evaporate, and all they have to do is add more water. But simply adding water doesn’t account for coolant degradation, and over time the coolant ratio can climb as high as 30-1. This greatly reduces the coolant’s heat-transfer ability and can result in burrs along the workpiece edge. It also reduces lubricity and causes the blade to wear faster.
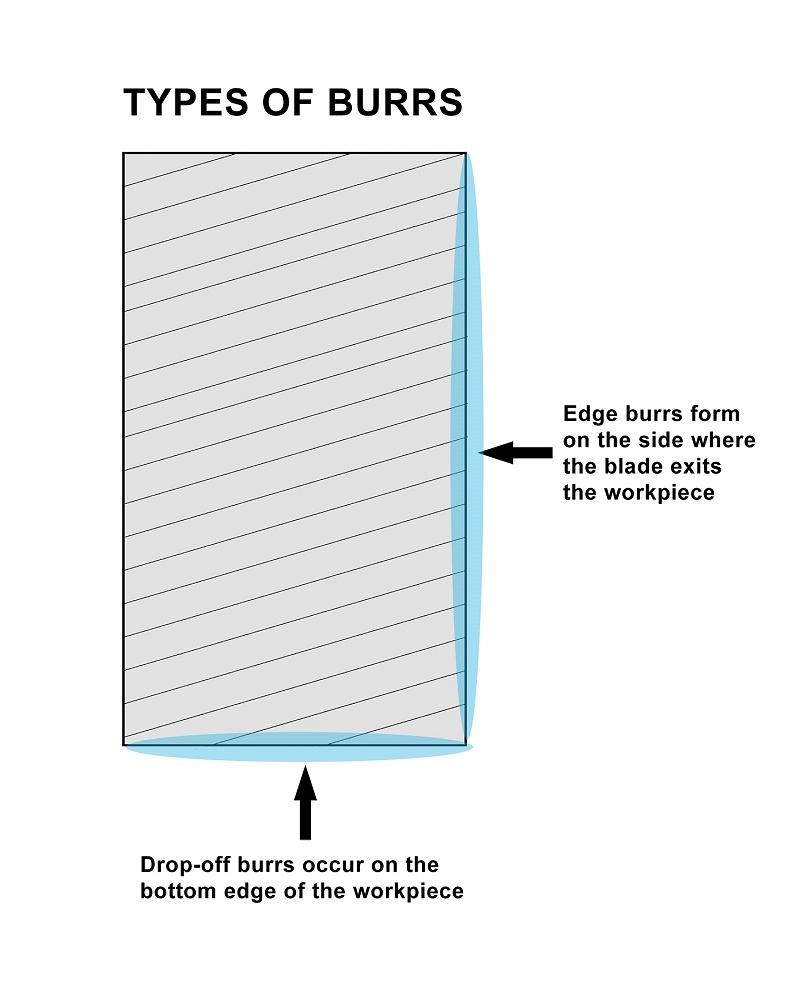
Figure 1. Exit burrs form on the side of the workpiece and usually indicate the metal has become too hot. Drop-off burrs occur when both sides of the workpiece are not properly supported and the saw blade is near the end of the cut.
All moving parts should be well-lubricated so that slideways work without extra resistance. This ensures cut-to-cut repeatability. Lubricate grease fittings with high-quality grease and other machined surfaces with general industrial lube oil.
The best ways to eliminate troubleshooting is to stay on top of the saw’s maintenance requirements, know the properties of the materials you are sawing as they relate to the saw’s adjustments and performance, and make sure all operators fully understand how to get the most out of the saw.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}