















Product Engineer, Research and Development

Figure 1
The heat unleashed by laser, plasma, or oxyfuel cutting changes the material makeup of the sheet metal or plate area from which the parts are being cut. This ultimately plays a factor in how those parts are processed downstream.
Most sheet metal cutting techniques are based on localized melting of the material (see Figure 1). The area between the melted part and the unaffected base metal undergoes chemical and structural modifications. It’s called the heat-affected zone (HAZ).
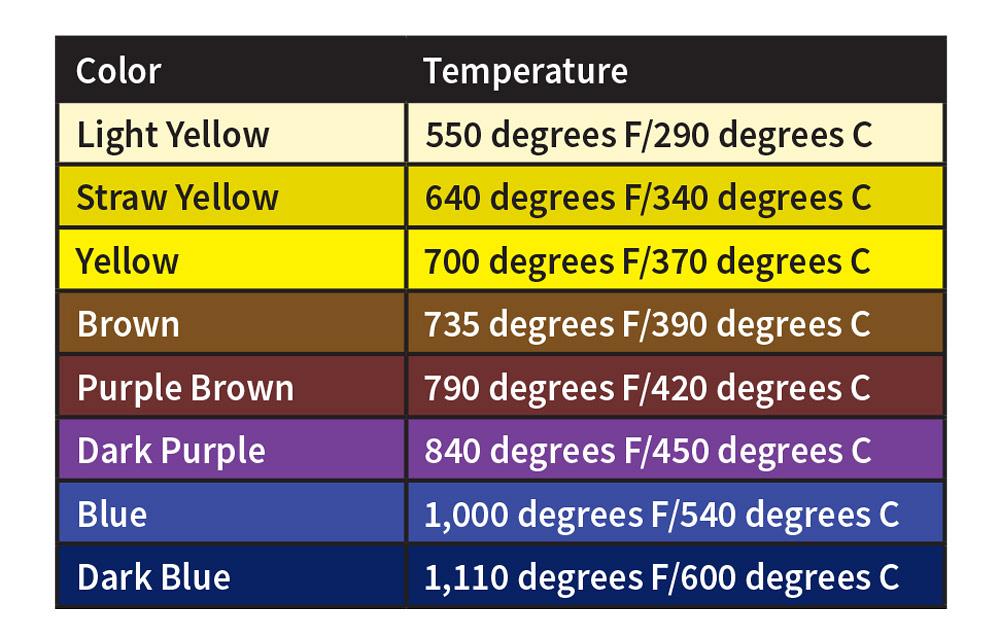
It often can be recognized by a series of brightly colored bands, also visible near welds. Colors, caused by surface oxidation, are an approximate indicator of the temperature the metal reaches (see Figure 2). For example, this table explains the oxidation colors that form on stainless steel Type 1.4301 (AISI 304) when heated in open air:
These colors, also called heat tint, depend on four factors:
Steel chromium content. This metal increases the material resistance to oxidation, and therefore colors are less intense or their formation is delayed.
Oxygen level. During welding, usage of protective gas and an electrode coating can reduce the coloration because they partly shield metal from oxidation.
Surface condition. If the surface is rough, it oxidizes faster, causing darker colors.
Surface contaminants. Substances like paint, oil, rust, and even fingerprints can alter heat tint, but do not affect the extension of the HAZ.
In some cases, the HAZ does not cause these colors or even extend farther than the colored area.
The most important factor that influences the creation of the HAZ is thermal diffusivity. Technically speaking, this coefficient depends on thermal conductivity, density, and specific heat of a substance. Materials that show a high thermal diffusivity are able to quickly transfer variations in heat, rather than heat itself.
In other words, if a material demonstrates high thermal diffusivity, it cools faster, and HAZ is reduced. Conversely, lower coefficients mean that the energy cannot be drained quickly, and the HAZ will be wider. For instance, 304A-grade stainless steel has a thermal diffusivity of 4.2 mm²/s, much lower than structural steel (11.72 mm²/s).
From the production process standpoint, the extension of the HAZ depends on three factors: quantity of heat applied, duration of exposure, and area affected . If large amounts of energy are provided for a long time and with wider beams, the HAZ is larger.
This explains the reason that, regardless of the material being cut, any cutting technique causes a different effect:
Heating caused by the welding or cutting process and subsequent fast cooling result in both chemical and metallurgical alterations. Oxidation is the most noticeable and immediate change, and it is also responsible for the brightly colored bands. A light surface nitriding also can occur, resulting in an increased hardness and decreased weldability of the metal.
Another common effect is corrosion, derived from stainless steel’s sensitive nature. Intense heat causes the precipitation of chromium carbides around the grain boundaries. In these areas, chromium content drops below 10.5 percent, and steel loses its ability to form a passive film and relinquishes its ability to be stainless. The result is the so-called intergranular corrosion. In extreme cases, metal will turn black.
High temperature also can provoke hydrogen embrittlement. Gas diffuses through the metal and creates a strong pressure within the lattice, reducing its tensile strength and toughness. If the hydrogen gas is not removed, it can cause spontaneous cracking even 24 hours after heating.
From a metallurgical point of view, heat generates localized hardening. In some circumstances, austenitic stainless steel can turn into martensitic, increasing its hardness as well as its brittleness. In other cases, heated metal can become weaker.
The HAZ can alter the sheet metal composition as declared by the rolling mill to a great extent. During forming, the HAZ can make it difficult to manage the bending angle because it becomes impossible to foresee how metal will behave after a heat-intensive cutting process.
One of the affected behaviors is springback. To get consistent angles with varying elastic recovery, it’s useful to rely on a laser- or contact-based angle control system often found on modern press brakes. Laser-based systems are quite common but have problems working with small flanges and with rough or polished surfaces. Contact systems are more precise and work well with counterbends and small flanges. However, they have a slightly reduced angle span when compared to the laser-based systems.
Imprecise crowning is the other culprit. Every cut piece is different, and the machine frame is stressed in an unpredictable way. For this reason, it’s important to use a press brake with a real-time crowning system, which makes it able to compensate for the machine deformation. This technology helps the press brake obtain regular angles along the entire length of the profile.
Heat tint caused by oxidation can be removed with fine sandpaper or ground away. This exposes the underlying layer and activates chromium self-passivation, but may lead to a weakening of the part.
The only way to remove the entire extension of the HAZ is to machine it away, but that comes with the price of reduced material yield and more labor and machine time required to address the problem area.

Figure 2
The blue color on this stainless steel tube used in a race car chassis indicates a gas tungsten arc weld that reached approximately 1,000 degrees F.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





