















Partner

Continuous improvement and automation are complementary. In fact, lean manufacturing can build the foundation for automation’s success in metal fabrication shops. Getty Images
For years manufacturers have taken one of two paths to improve their operations. They either focus on continuous improvement and use the lean manufacturing toolbox, or invest in advanced technology to streamline operations, reduce reliance on labor, and improve core competencies. Recent world events have shown that manufacturers must find a way to blend both approaches to survive and compete.
The pandemic has revealed major shifts in the strategic landscape and demographics that will forever impact how manufacturers will compete. First, human capital is fragile. COVID-19 and other diseases impact a business’s ability to operate. Labor-intensive operations have a much higher risk of reduced output, constrained growth, and supply chain interruptions than those with a smaller workforce.
Second, the available labor pool is rapidly shrinking. More than 3.5 million skilled workers are leaving the workforce every year. Baby boomers are retiring and taking decades of knowledge with them.
Third, labor costs are rising. Before the COVID-19 outbreak the tight labor market was driving up labor costs and forcing companies to take on people with lower-than-desired skills at higher costs. Wages will continue to rise.
Finally, manufacturers in other countries have been investing. China, Japan, and Korea lead the world in installed robots and advanced manufacturing technologies in many fields. They have a head start in labor-saving technology that gives them a competitive advantage over domestic competitors.
All this has made continuous improvement more important than ever. Unfortunately, many improvement initiatives tend to underperform. Recent surveys have revealed that focusing on traditional lean manufacturing improvements has yielded unimpressive gains in productivity—just 1% to 2% in some cases—with marginal success in reducing work-in-process (WIP) and lead times. Yes, some heralded companies achieve double-digit improvements, but most firms struggle to achieve significant tangible gains.
When labor was plentiful and relatively cheap and most competing manufacturers had similar technologies, a traditional lean manufacturing approach made sense. Such operations had large pools of improvement opportunities. Non-value-adding steps comprised more than 85% of process lead time. Costs for waste included labor, WIP, rework, scrap, and lost capacity. Shortening setup times and implementing workcells along with 5S and preventive maintenance unlocked sufficient gains to enable growth and some productivity gains.
Historically, a gradual improvement approach worked for most situations. Today many operations just don’t have this kind of time. This isn’t to say lean manufacturing doesn’t work. Quite the contrary. In fact, lean manufacturing disciplines form the bedrock of improvement success. They reduce chaos, minimize non-value-adding steps and costs, and enable advanced technologies, including automation, to provide the best return on investment. Many factories have islands of automation surrounded by an ocean of waste, including many underutilized investments.
The following foundational elements of lean manufacturing are central to support any advanced manufacturing technology:
Purpose-built automation often processes high-volume/low-mix products, but not all automation is so inflexible. Consider cobots, simple pick-and-place devices that can be trained by an operator quickly without programming.

FIGURE 1. Orders for this common sheet metal enclosure can take weeks to process with traditional techniques but just hours with the right technology, supported by the lean manufacturing toolbox.
Today, so-called “smart” machines can automatically compensate for variations in material characteristics and incorporate sophisticated vision systems to pick, place, and inspect features quickly and accurately. For example, one fabricator integrated an automated loading and unloading system from a tube bending cell. The problem was that the tube bending machine couldn’t account for material variability, and because of the nature of the process and other circumstances, reducing tube variability simply wasn’t an option. So the company invested in an advanced CNC bending system that automatically accommodated for material variability.
Imagine an old-school sheet metal shop with no laser cutting, not even a CNC turret punch press—just a collection of shears, single-station punching stations, and a few aging press brakes. Now consider the common fabricated metal enclosure in Figure 1. With old fabrication technology, the part requires seven separate manufacturing steps with separate setups, extensive material handling, setup scrap, and long lead times (see Figure 2). Every 100-piece order takes 14 days to complete.
Logical lean improvements include 5S, setup reduction, and mistake-proofing. An aggressive approach shortens setups by 75%, reduces setup scrap significantly, and shortens lead times (see Figure 3). Lead time shrinks to 13 days.
The next step involves workcells. Creating workcells can be a challenge in fabrication settings because of layout constraints, the cost of moving machinery and utilities, and training operators to perform multiple tasks within a cell. And yes, single-piece flow within one cell may not be practical because of the product mix, labor content, and required skill sets. But for the right application, workcells in fabrication, especially those dedicated to a certain product or product family, can work quite well.
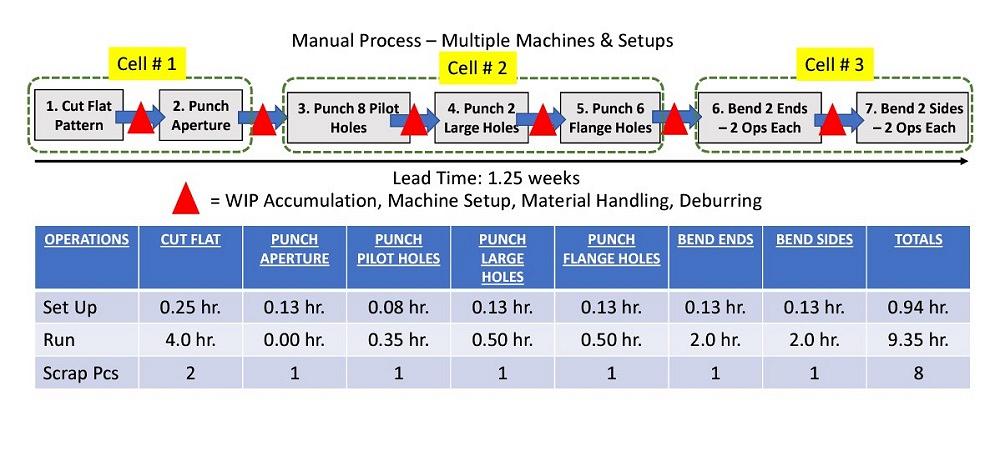
Consider again the metal enclosure in Figure 1. Instead of flowing through a seven-step process, it could flow through just three workcells. In the first cell, one operator tends both flat cutting and aperture punching, all without losing throughput. The other two workcells have the same labor and content as in the previous seven-step process, but they’re arranged so that parts flow faster, reducing lead time and WIP (see Figure 4). Lead time shrinks to 10 days.
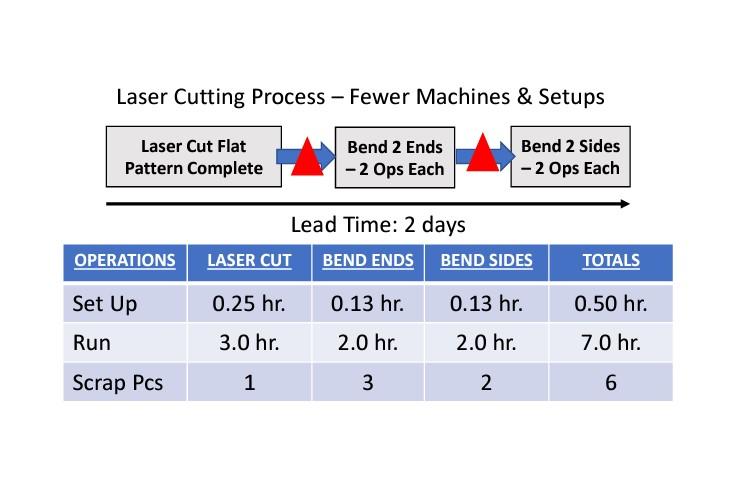
At this point, the shop has shortened the enclosure’s lead time by almost 30% (14 down to 10 days). But what happens if the shop invests in a laser cutting machine that could cut the blank, the aperture, and all of the pilot holes (see Figure 5)? From the laser, the product flows to two CNC press brakes, each of which performs two forming operations. No surprise, lead time plummets to just two days—a reduction of 68%.
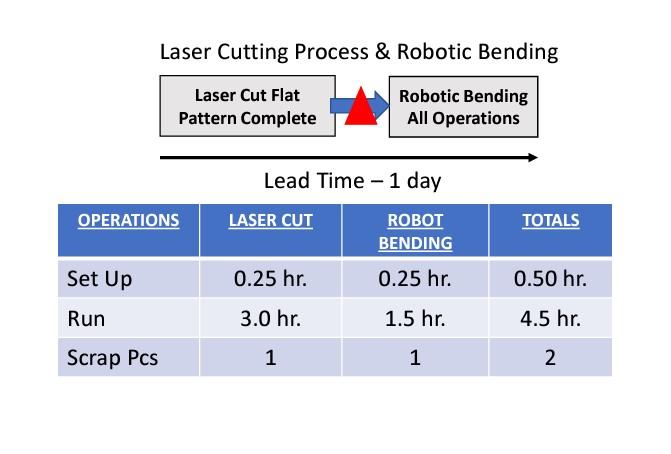
Taking it one step further, let’s say the fabricator installs one robotic bending cell adjacent to the laser. Now, the laser cuts the flat pattern complete, and the robotic press brake, thanks to automatic tool changes, completes all bending (see Figure 6). The level of scrap plummets, and lead time drops again by another 50%, to just one day.
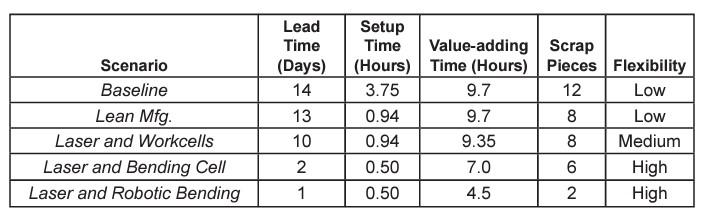
If you compare each scenario (see Figure 7), some performance indicators jump out. Lead time is reduced by 80% to 90%, resulting in a corresponding reduction in WIP and working capital. The level of scrap plummets by 72%. Quality and repeatability also are enhanced, and newer technology provides capabilities that older equipment cannot.
Flexibility also rises. This is particularly important as lot sizes shrink to meet unique customer needs. In fact, flexibility in modern automation often is not fully appreciated. Years ago, for instance, a robotic bending cell would have required much larger lot sizes. Today, however, bending simulation and automatic tool changes have made small-lot and even kit-based automated bending a reality.
Note the role lean manufacturing plays here. You might look at the numbers and notice that the initial improvement shortened lead time by just one day, while automation shortened lead time (and, hence, boosted capacity) by a factor of 10. So, why not forget 5S and other lean tools and simply invest in the automation?
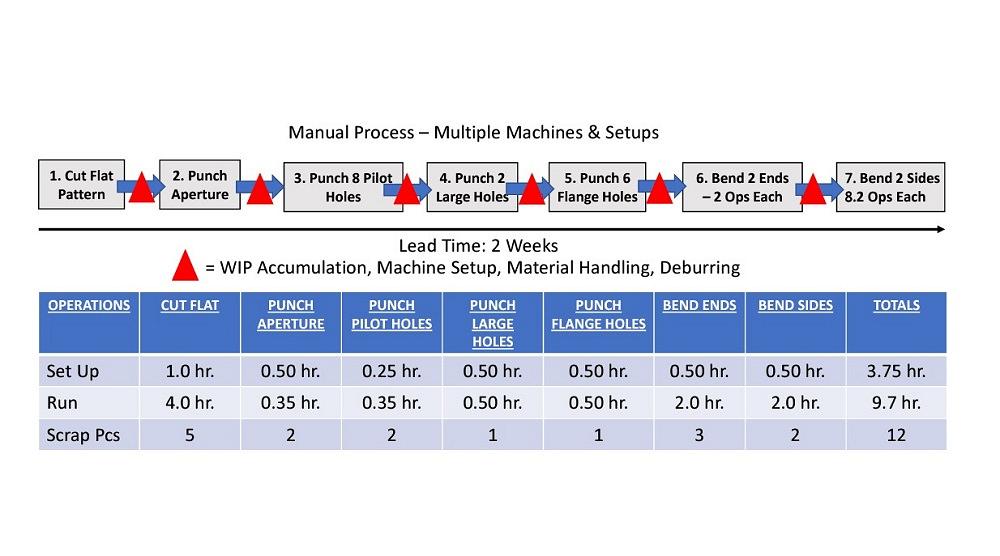
FIGURE 2. Using traditional techniques, a fab shop must bring an enclosure through seven separate manufacturing steps.
Again, lean manufacturing is the bedrock. If the operation hadn’t invested in lean, costly automation would likely sit idle. Operators might take forever identifying and loading material into the laser. Part offloading from the laser wouldn’t be coordinated, so an automated press brake would sit idle. Formed parts would be offloaded and pushed downstream even if those operations didn’t have the capacity to handle the work.
Lean manufacturing provides the foundation that allows a fabricator to make truly massive productivity gains through automation. Quite often, however, fabricators hesitate to make the automation investment. For instance, many fabricators with laser cutting keep their forming operations manual. After all, the high-mix nature of the operation doesn’t justify the investment—right?
Not necessarily. Again, modern automation is flexible. And if you can identify product families (discussed later), you might be able to maintain flow through the automation and, ultimately, benefit from enormous gains in throughput.
To put all this in perspective, lean techniques before technology investment shortened lead times by four days, a 28% reduction. Adding a laser reduced lead time by 80% (10 days to two). Again, many fab shops might stop there, but by doing so, they would miss out on another 50% reduction in lead time (two days to one) that bending automation could provide.
Of course, success isn’t guaranteed. In fact, investing in the wrong automation can be extraordinarily costly. To avoid this requires the right strategy.
Investing in advanced manufacturing technology can be a risky matter. Many firms struggle with project selection, make mistakes during implementation, and hesitate to invest further. Some key reasons for project failure include:
To avoid these pitfalls, you need to tackle projects in a way that optimizes their impact and minimizes risks.
Step 1: Establish Goals and Objectives. Have clear improvement objectives and goals. The motivation for automation must be clear in the minds of ownership, plant leadership at all levels, and all production and support associates.
You might need to increase productivity and reduce labor content for specific product groups, improve safety, expand capacity, enhance quality, or add a technological capability. Your strategy might have multiple objectives. Regardless of how many objectives you have, though, make sure your automation strategy is rooted firmly in those objectives.
Step 2: Analyze Products and Create Product Families. Product families or groups of parts or assemblies should share specific physical characteristics and process steps. Virtually all shops, even those with hundreds or thousands of individual part numbers, have product groups.
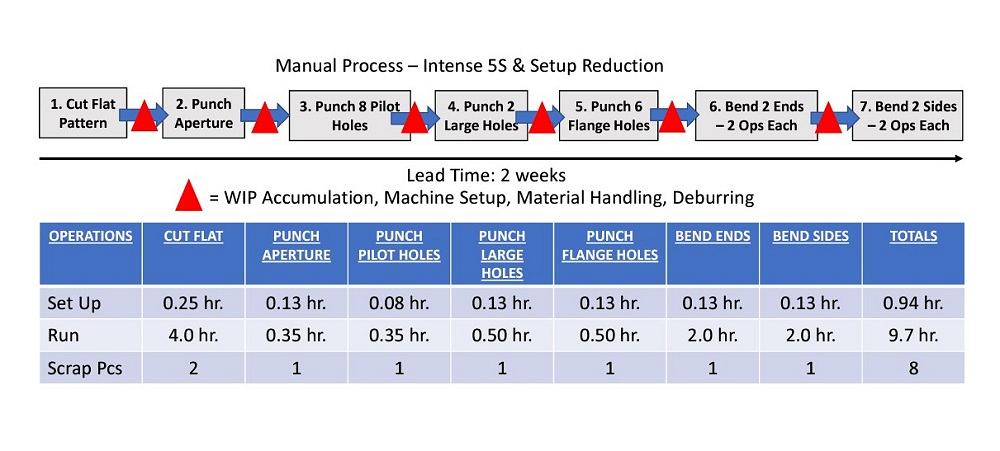
FIGURE 3. Basic improvements using 5S, setup reduction, and mistake proofing shrink the lead time to 13 days.
If you haven’t identified product families, try printing the drawings of all the active parts and make stacks of prints that share similar configurations. This sounds very old-school, but it’s an effective way to identify product families. Be sure also to involve key manufacturing personnel.
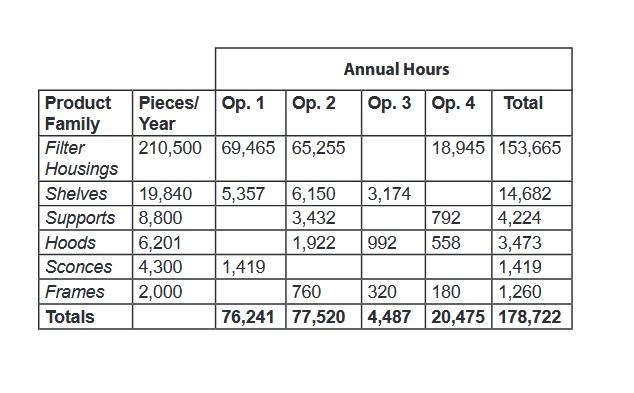
Step 3: Create a Product-process Matrix. Create a product-process matrix for each product family (see Figure 8). Use the highest-volume parts to capture routing steps. This is the same process used to identify value streams using lean manufacturing techniques.
Step 4: Identify Possible Opportunities. Now the fun begins! There is no one right way to identify possible opportunities. You might focus your automation strategy on one product group. This can drive labor costs down, improve quality, and make an operation globally competitive. Some Asian appliance manufacturers have taken this approach and now achieve high margins dominating the small-kitchen-appliance market.
You could also select just one operation to automate. This approach cuts across multiple product families and presents some challenges, but it can be effective. For instance, punch/laser machines automate multiple fabrication steps for many parts and are very flexible.
Alternatively, you could focus on one troublesome operation. Some manual operations that require significant skills, are difficult to perform, or have high scrap rates can be prime targets for focused automation projects. An example is the cutting of holes in domed parts for pressure vessels. Manual cutting requires a significant amount of layout, tedious setup, and lots of grinding to repair, whereas a simple robot, proper fixturing, and a good plasma cutter can produce high-quality results quickly and safely.
Step 5: Evaluate Alternative Solutions. Review the value stream and operation in detail. Consider again the enclosure in Figure 1. The final solution happened to involve a laser and a robotic press brake with automatic tool change. But could some forms be made on a CNC punch press or punch/laser combo? And if so, how would that change the forming situation? Would a robotic bending cell be the most effective, or would a stand-alone press brake with automated tool change offer more flexibility, or perhaps an automated or semiautomated panel bender? Contact multiple service providers and explore your options. Do not fall in love with one solution!
Step 6: Integrate With a Lean Environment. Finally, plan to integrate the new technology with the entire value stream. Include key disciplines from day one to make it a success and ensure sustainability. Some major considerations include:
Automation is here to stay. Successful firms embrace the improvements in flow, process consistency, process simplification, and safety that these investments bring.
Automation is not only compatible with lean manufacturing but necessary to compete in the modern economy. Manufacturers in other countries have proven how automation and lean practices go hand in hand. Finding the synergy is doable with the right skills, approach, and commitment.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this podcast episode, Brian Steel, CEO of Cadrex Manufacturing, discusses the challenges of acquiring, merging, and integrating...






{kind=link}
{kind=link}
{kind=link}
{kind=link}