















Principal
Takt time is one of the most overlooked tools in the lean toolbox. Used correctly, it helps managers make important decisions with confidence. Getty Images
Imagine you land a large contract for a sheet metal subcomponent. You have capacity in laser cutting, bending, welding, finishing, and powder coating, but what about assembly? Your assembly department is already slammed with several large contracts. Can they handle another?
How do you make decisions about staffing, number of pieces of equipment, or number of shifts? Is it based on past experience, what the “wisest” person in the shop thinks, or what the supervisor believes? In other words, are these decisions made with no quantitative or scientific basis?
If so, you should consider a tool in the lean body of knowledge that can help you make informed and rigorous decisions. That tool is takt time. It’s one of the most underutilized and least understood of all the lean manufacturing ideas, yet it is possibly one of the most essential and powerful.
Takt time, or time per unit of demand, is the pace you need to produce to meet customer demand. It equals available time divided by units of demand: Takt time = Available time/Units of demand. When the takt time (pace to meet customer demand) is compared to the cycle time (pace you are actually producing at), you have the information you need to assess whether or not you can meet customer demand.
You can see this in Figure 1. Operation A’s cycle time is greater than the takt time. That indicates a problem, because Operation A cannot produce enough to meet demand. Meanwhile, Operation B and C cycle times are both at or below the takt time. You should be OK to meet the demand, although you might consider some line balancing to optimize the cycle times and get them closer to the takt time.
Assuming the demand is fixed and you cannot move part of Operation A’s work to B and C, you must create more available time by, for example, adding another machine, person, or partial or extended shift.
Ingredients in the takt time calculation require decisions about operational matters often addressed in undisciplined ways. Input from company leadership is an absolute necessity. As you look at the factors that influence the takt time, you will take a more disciplined, scientific approach to managing the machine, workcell, and even the overall operation.
Assuming units of demand stay constant, some factors that influence the available time (the numerator in the takt time equation) are the following:
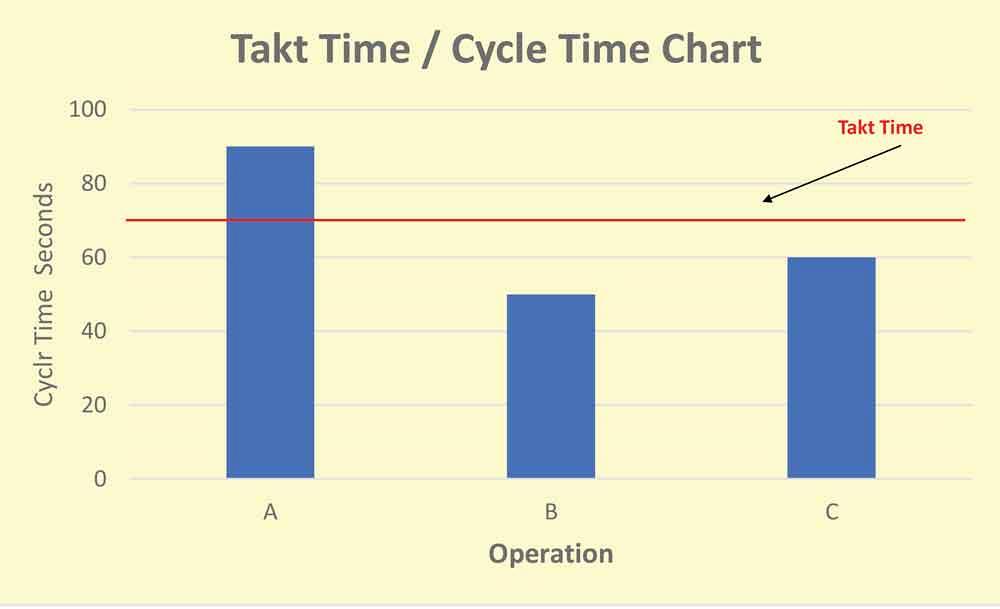
Figure 1 Operations B and C can meet demand, because their cycle times are less than the takt time. Operation A, however, must shorten its cycle time to meet demand.
Some factors that influence the units of demand (denominator in the takt time calculation) are:
Each scenario will affect the resulting takt time, and some of the decisions will require attention from leadership.
Once you have the takt and cycle time information, you can use the optimal staffing calculation. This is useful in situations where there might be several operations in a cell or where you have multiple stations on an assembly line. The optimal staffing number gives you a target staffing level to work from. To calculate it, you take the sum of the cycle times and divide them by takt time.
Let’s continue the previous example and assume that the cycle times identified are valid. In this case, we find the optimal staffing by adding all the cycle times—90 seconds + 50 seconds + 60 seconds (as shown in Figure 1)—and dividing the sum by the takt time of 70 seconds: Optimal staffing = Sum of cycle times/Takt time. The result is 2.9, which gives us 3 people. This analysis can be useful when setting up a new cell or relocating an operation. The optimal staffing calculation helps make the decision objective rather than subjective.

Figure 2 As this graph shows, every assembly operation takes less than the 22-minute cycle time and, as such, can meet demand. The chart on the right shows the operation numbers (1 through 8) and the number of minutes of each cycle time.
Say you have an eight-step line that has 8 assemblers, with one assembler at each step. You’re moving the line into a new building and have decided to study the operation and make modifications before relocating. To that end, you observe the operation and identify several obvious examples of waste. Using lean tools, you shorten the cycle time on several operations by driving out the muda.
The demand for this product is consistently 20 units per day. To meet that demand, you run one shift that, accounting for breaks and lunch, gives you 440 minutes of available time. So now, we divide 440 (available time) by 20 (units of demand) and get a takt time of 22 minutes (see Figure 2).
As you can see, the takt time (the red line at 22 minutes) is greater than each of the cycle times. Therefore, you can meet your customer demand. That said, the operations are not balanced. The minimum gap between cycle time and takt time is 2 minutes at Operation 3 and the maximum gap is 10 minutes at Operation 7. The other cycle times are spread between these two extremes.
Now you are faced with the question about staffing. Do you move the line “as is” with 8 assemblers or do you try to optimize by using fewer fully loaded workstations? If you run with fewer, then what is the number? Is it 4 people, 6 people, or maybe 7 people? This is where optimal staffing can help to set an objective target.
Again, the inputs to optimal staffing are the sum of the cycle times (18 + 15 + 20 + 13 + 14 + 18 + 12 + 17 = 127 minutes). The takt time is 22 minutes. To find optimal staffing, divide the sum of the cycle times (127 minutes) by the takt time (22 minutes). This gives you 5.8, which you round up to six people.
With 6 people as your optimal staffing target, you look for ways to combine tasks, move tasks around, create shared work, and develop other methods to move toward staffing with 6 or 7 people. Without the takt time/cycle time and optimal staffing analysis, you may well have simply said (or listened to your production supervisor say) we must stay at 8 people!
Takt time is one of the least understood yet most powerful tools in the lean toolbox. It brings objectivity to very important decisions about staffing, work loads, equipment investments, and the ability to meet your customer demand. The charts put the data into a visual format that helps explain it to the people affected by the analysis—especially the operators and assemblers directly involved.
As you continue on your lean journey, you may find that takt time becomes one of your “go-to” tools. Make those important decisions with confidence.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





