















Process Engineer

Figure 1
Thermal spray is rapidly gaining recognition as a contemporary fabrication process.
One of the most common uses of thermal spray is the application of a zinc coating. The need for such a coating is often seen at overpasses or on school grounds where fabricated fencing leaves a trail of rust. In these cases, the fabricator neglected to apply a zinc coating to the weld between the galvanized fence post and the galvanized mounting plate.
Understanding thermal spray starts with knowledge of the basics of solids. Solids can be thought of as having three parts (see Figure 1):
In many cases, there is no distinction between the three areas as they are all of the same material. However, it is often necessary to fabricate a part for which the body needs a coating or barrier with properties not present in the body material.
This is where thermal spray comes in.Thermal spray can provide a barrier against chemicals, extreme temperatures, abrasion, erosion, light, radiation, radar (such as with stealth aircraft), and stress related to differential thermal expansion between the surface and the body.
In addition, thermal spray is used for repair, rebuild, and clearance control and to modify the friction factor of the surface.
Thermal spray is a key part of advanced fabricated products such as prostheses and gas turbines. For prostheses, thermal spray is used to apply the hydroxyapatite ceramic coating for bone bonding. For gas turbines, thermal spray provides the thermal barrier coating for high-temperature operations and for clearance control, both essential to the high performance of these systems.
The term thermal spray describes a family of processes with a wide range of thermodynamic properties (see Figure 2). In all cases, material is heated and sprayed on the part being coated, the substrate. A combustion process, either an electric arc or a plasma process, provides the heat. Material can be introduced in powder form or as a wire. If a wire is used, it can be solid or can be filled or cored with a powder.
Thermal spray does have its limits. A key consideration is that it is a line-of-sight process. Unlike plating, it cannot coat deep bores, slots, or hidden areas.
The family of applicators, or guns (see Figure 3), includes these styles:
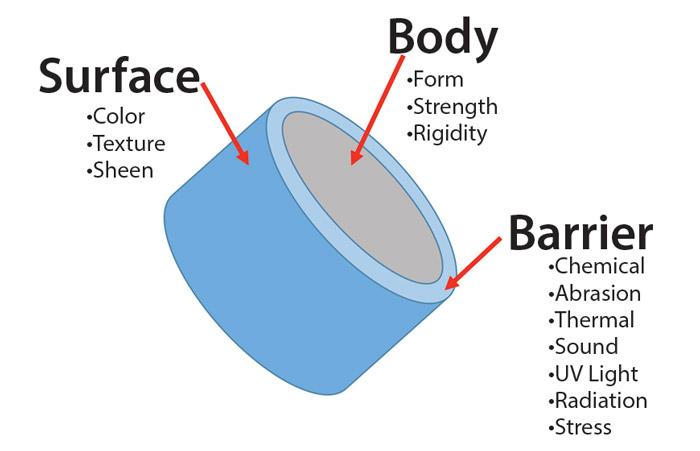
Figure 1
All solids have a similar overall makeup. When a fabricator
needs to introduce protective features that aren’t
necessarily part of a solid’s material makeup, it can apply
a thermal spray.
• Combustion Powder. This is the earliest thermal spray design. The material in powder form is melted in a flame, usually oxyacetylene, and then propelled to the surface using an air jet. Material is fed from a gun-mounted canister into the gun. Powder is fed into the side of the flame. Both the temperature and velocity are relatively modest.
• Combustion Wire. These guns generally use an oxyacetylene flame for heating. Wire is introduced from the back of the gun and through the flame, where the wire is melted, forming droplets. An air jet then propels the droplets to the substrate to form a coating. Typical combustion wire guns use a gun-mounted, air-operated turbine to pull the wire into the gun. Temperatures and velocities are similar to those for the combustion powder process.
• Arc Wire. This is a two-wire system in which an electric arc is created between the two conductive wires that are fed into the gun as the wire is melted by the arc. Jet air propels the droplets to the surface. Wire feed can be from a wire supply cart (push), from a gun-mounted motor drive (pull), or a combination of the two. The two wires are fed at the same rate using a variable-speed control adjusted to match the melt rate to the feed rate. Both the temperature and velocity associated with the arc wire process are typically slightly higher than for the combustion processes.
• High-velocity Oxyfuel (HVOF). Many advanced coatings for wear and erosion resistance depend on this HVOF process, which typically uses oxyacetylene. Combustion takes place in a chamber and the resulting gases exit the gun through a converging/diverging nozzle, similar to a jet engine. Gas velocities are supersonic. Powder is injected into the side of the gas stream as it exits the nozzle. Powder velocities, at this point, are significantly higher than for other combustion processes. The particles’ higher velocity and the ensuing impact result in a dense coating for hard materials such as tungsten carbide.
• High-velocity Air Fuel (HVAF). This is a newer process in which air is used as the oxidizer. It is similar to HVOF but different in that the process is not self-sustaining in the gun; a separate ignition source is needed to maintain the combustion. Because of the lower combustion temperature, coatings have a lower oxide content with improved performance.
• Plasma. These guns are used for very advanced processes involving exotic materials. In the plasma spraying process, the feedstock, typically powder, is introduced into the plasma jet from the gun. In the jet, where the temperature is on the order of 10,000 degrees K (17,540 degrees F), the material is melted and propelled toward a substrate. The plasma coating process can be carried out in the open (atmospheric conditions) or in a vacuum chamber under controlled conditions of the environment.
There are some variations for these processes, but they all are similar in that a material is melted or softened and then propelled to the substrate by a high-velocity gas stream.
Feedstock is available in different chemistries and forms. Materials include steel, zinc, copper, tungsten carbide, ceramics, and plastics. Powders can be produced by gas atomization, water atomization, and grinding. Powders can be agglomerated, sintered, fused, crushed, or a combination of these. A good relationship with a supplier is essential for selecting the right materials.
Three newer applications of thermal spray should be of interest to fabricators.
Plating. Hard chrome plating has environmental problems and is time-consuming when repairs are involved. It utilizes chromium in the hexavalent state, a known carcinogen. The Environmental Protection Agency (EPA) has issued stringent air emission standards for hexavalent chromium, and the Occupational Health and Safety Administration (OSHA) has established permissible exposure limits (PEL) for it in the workplace at significantly reduced levels.
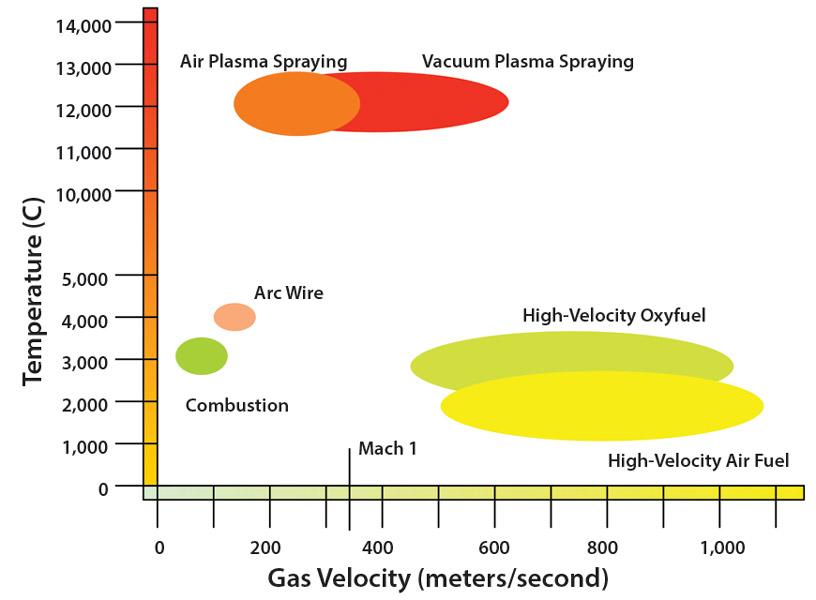
Figure 2
The various thermal spray processes differ in terms of the temperatures generated and gas velocity reached during application.
In the mid-1990s, the U.S. and Canadian governments established a joint government/industry initiative that led to the creation of the Hard Chrome Alternatives Team (HCAT). The conclusion of this team was that HVOF coatings are superior to chrome plating for wear resistance and corrosion resistance. These HVOF coatings are being used extensively by both government and commercial groups. A number of airlines are presently using this HVOF process for repair of landing gear struts.
Erosion Control. The quest for more environmentally friendly sources of energy has led to the installation of many hydropower plants, like new Chinese facilities. A problem being encountered is the abrasive nature of the water. For example, the yellow color of the Yellow River in China is due to the high level of solids in the water. The turbines used in these cases are protected by a coating of HVOF-applied tungsten carbide in critical areas.
3-D Printing. This is a new area that is especially exciting for fabricators. They now can print critical parts on the factory floor through an additive manufacturing process in which objects are created by laying down successive layers of material. The challenge is that the most popular 3-D printing systems are limited to using thermal/plastic material. With thermal spray, however, it is possible to coat a printed part with a metallic material compatible with the end use.
New applications for thermal spray are being found in manufacturing every day. Fabricators need to be familiar with what it is, what benefits it can provide, and who can provide it.
In addition to a number of suppliers, the following organizations can provide vital information on this technology:

Figure 3
The application method and consumable materials used in a thermal spray process greatly influence the gun style.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





