















Senior Editor

An NDT tech performs magnetic particle test on a pipe weld. He’s looking for iron particles that collect over the pole locations of discontinuities. Environmental factors, like wind and rain, can create challenges. Images: Funtay/iStock/Getty Images Plus
Good project planning mitigates the ripple effects from even unexpected challenges. Poor project planning sends ripples in all directions as unexpected splashes stir the waters and make everyone’s job more stressful.
Rochester, Minn.-based Paul Cameron, a certified welding inspector (CWI) and nondestructive testing tech at Braun Intertec Corp., has seen his fair share of ripples, and much of them seem to emanate from the nondestructive testing (NDT) of welds. But NDT itself didn’t set the ripples in motion. In most cases, the splashes originated well before the NDT techs arrived at the job site or shop floor, and good planning could have made the NDT process much smoother. The best way to avoid the ripples is to prevent the splash.
One big splash can come from mismatching the NDT method with the application. Some mismatches dive deep into the technical weeds regarding specific testing methods and specific discontinuities (porosity, undercut, incomplete penetration) in certain weld geometries. But other mismatches come from a basic misunderstanding about how NDT methods are performed.
“Perhaps someone does magnetic particle testing [MT] on all structural steel partial-penetration groove welds,” Cameron said, “then a stainless steel job comes along, and they call up MT figuring, ‘That’s what we always do.’”
MT is, of course, a magnetic NDT method. It uses magnetic fields to detect discontinuities at or near the surface of ferromagnetic material. “And so, carbon steel is common for MT,” Cameron said, “and so are some 400 series stainless steels. But for your typical 316 and 304 stainless steels, you’re not going to be able to perform MT on them.”
Another example is when radiographic testing (RT), or X-ray, is specified for an application where the technician can’t access both sides of the weld. During RT, a transmitter on one side emits radiation through the weld and onto a detector film on the other side. If a tech can’t place a transmitter on one side and film on the other, he can’t perform RT.
RT also can have issues when detecting laminations, a common requirement when welding heavy base plates to poles or structural beams. “You often want to make sure there are no laminations underneath anywhere you’re going to weld,” Cameron said. “Well, radiography won’t find that lamination. If you want to find that lamination, you’d have to use a method like ultrasonic testing [UT].”
UT transmits a high-frequency sound that bounces off features inside the material, including weld discontinuities and potential defects. The UT tech knows that the sound waves will bounce off existing part features at a certain time. If the sound bounces back early, it hit something unexpected, likely a discontinuity.
“To perform UT,” Cameron said, “I need a sufficient scan surface to move the transducer back and forth. This can be up to 12 in.” UT on moment connections is a prime example. If deck plate or other components have already been constructed, obstructing those moment connections, and then the NDT tech arrives on-site to perform testing, delays are bound to ensue. If the NDT tech is going to perform his or her job, something will need to be removed.
Similar issues arise if the UT tech arrives at the job and finds a surface full of weld spatter. Or perhaps the surface is a tread, checker plate, or some other uneven surface unsuitable for UT. Again, UT emits sound waves in a specific direction, and if the testing unit sits at an unsecure, unpredictable angle, UT will go awry (see Figure 1). The surface the UT transducer sits on needs to be smooth and sufficiently large.

An NDT technician performs magnetic particle testing (MT) on a fillet weld. Photo credit: Funtay/iStock/Getty Images Plus
“Say the tech needs to evaluate base plates on columns,” Cameron said. “The transducer will send sound waves through at a 70-degree angle. Sometimes the technician needs to scan the whole weld, and he’ll need to back up by as much as 12 in. to do that.”
Issues also arise with dye penetrant testing, especially when the NDT method is called to detect discontinuities below the surface when, of course, the test is really designed to find surface discontinuities. “The test essentially draws the penetrant into the discontinuity,” Cameron said. “You clean it off and you mist it with what is essentially an ionized baby powder. The discontinuity then appears on the baby powder.”
He added that part temperature can affect the test’s effectiveness. A component that’s extremely hot or extremely cold will inhibit the penetrant from doing its job.
When the person assigning the testing method has at least a basic idea of how the NDT technician performs the test, the environmental factors start to become obvious. MT is a good example (see Figure 2). “MT sends magnetic fields through the part,” Cameron said. “You’re going to use iron powders around the components while you apply the magnetic field. And whenever it finds a discontinuity, it creates a north and south pole over it as the iron particles collect in those locations. So here, I can’t have high wind and I can’t have rain.”
He added that, depending on the weld and the project’s design requirements, MT might be the best test for the application, but the “known unknowns,” like the potential for high winds on the job site, need to be added to the equation. Like baseball, MT can experience rain delays.
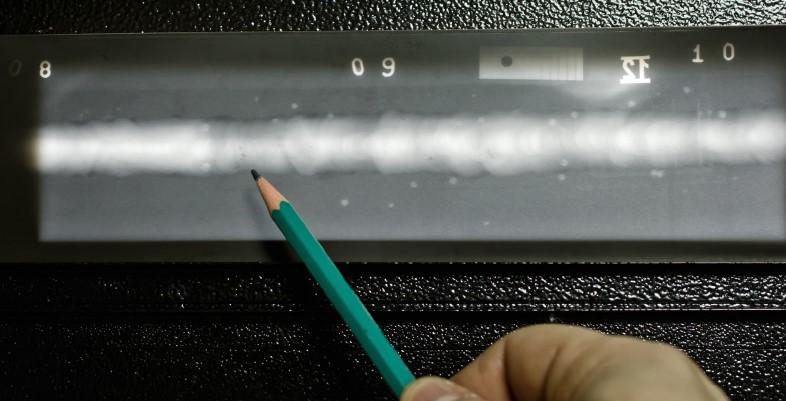
Any NDT requires time in the schedule, of course, but certain methods can be more disruptive (and, hence, cost more) than others. A good example is radiography (see Figure 3).
“When you perform radiography, you can’t have people in the area,” Cameron said, adding that as long as the source of radiation is on the job site, workers need to remain at a specific distance for a specified amount of time, with the right protection barriers, and all of it must be accounted for in the project schedule.
“And you need to allow time for the test,” Cameron said. “There’s time between setup, exposure, developing the film, and evaluating the film.”
In some cases, the schedule doesn’t appropriately account for the time required between welding and the test itself. “Sometimes the schedule doesn’t account for how long it takes to weld,” Cameron said, adding that any postweld heat treating (PWHT) time, if required, needs to be considered. Otherwise, the NDT tech might find time on his hands as he waits for welding or PWHT to be completed.
Sometimes schedules don’t account for certain inspections that require base materials to sit for a period of time after welding. Material susceptible to delayed cracking, for instance, might need to sit for 24 to 48 hours after being welded. As Cameron explained, a test can’t detect a delayed crack if that crack hasn’t occurred yet.
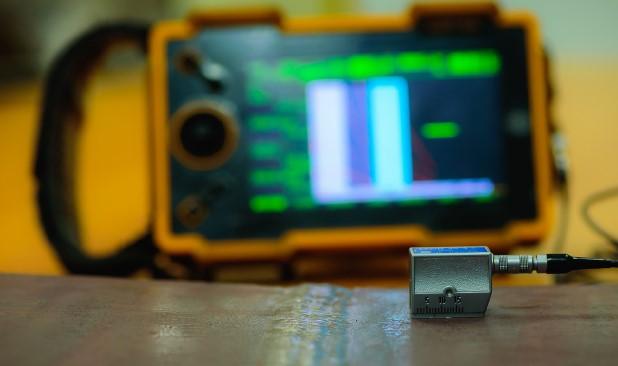
Figure 1 A ultrasonic testing can occur on flat or curved surfaces. But the transducer requires a smooth area for an accurate reading. Photo credit: Kapook2981/iStock/Getty Images Plus
For certain jobs, the tech also might be waiting for positive material identification (PMI) to be completed. PMI isn’t required everywhere, of course, but when it is, it’s likely for a good reason. Regardless, if an NDT tech think he’s testing one material when he’s really testing another, problems arise. For instance, a UT tech needs to know the material and its density to achieve an accurate result.
“There are plenty of projects where PMI needs to be complete first before you move forward,” Cameron said, “such as when you’re adding to or repairing existing piping. You need to do PMI on the old pipe and PMI on the weld itself. You have two different material types, and you want to make sure the right electrode was used.”
NDT delays sometimes come from a simple lack of coordination between parties on a job. For instance, the welding team on a construction site might use lift equipment to access the areas they need to weld. “But when they finish the job, the lift equipment is removed,” Cameron said. “So now, when the NDT guy shows up, he has no way to get to the weld location.”
NDT is just a piece of a larger puzzle that requires careful use of terms, be it in the contract documents, the weld procedure specifications (WPS), or anywhere else. Vague language can hamper a project and lead to costly delays.
As Cameron explained, everyone associated with a project needs to agree on what certain terms mean. This includes the fundamentals, like differentiating between a discontinuity and a defect. Welds can have various discontinuities; the NDT tech’s job is to detect their presence and magnitude. People interpret the documented project requirements to determine whether those discontinuities are defects—hence the need for precise language.
Precise language identifies the test method and should describe, with as little ambiguity as possible, how much of the welding needs to be tested. “For MT and even visual inspection, it’s common to read, ‘You need to test 25% of all partial-joint-penetration groove welds,’” Cameron said. “OK, is that 25% of their length, 25% of a particular weldment, or 25% of all the welds on a project?”
Cameron recalled a project in which the documentation said that 25% of the fillet welds needed to be inspected. Upon further investigation, he found that a quarter of every fillet weld required inspection. That’s very different from inspecting only a quarter of all fillet welds. Spelling out such requirements clearly on the front end helps plan for the time and costs NDT will require.
“Continual monitoring” is another ambiguous term often found in contract documents. “When documents call for CJPs [complete joint penetration welds] to be continually monitored, some in the industry take that to mean that someone [such as a CWI] will stand behind the welder and watch him weld,” Cameron said. “Others take that to mean you will test it [such as with UT] when it’s complete. But not every person accepts that.”
He clarified that required monitoring depends on the welding code and the specific application and job. Regardless, everyone on a project should agree and specifically define what continual monitoring (and any other ambiguous phrase, for that matter) means as early as possible in the project’s timeline.
Say a job calls for 25% of the total number of welds (not 25% of every weld) to undergo MT. The NDT tech performs the evaluation and fails a large number of those welds. OK, now what?
“First, those welds will need to be repaired,” Cameron said. “But in many cases, this scenario can very easily turn into a 100% inspection situation, and the scenario won’t be in the documentation. So, when a 25% job turns into a 100% job, everyone argues who’s going to pay for it.”
These problems relate to the lack of precise language. They’re errors of omission. Whenever possible, planners should discuss and document the answer for the question, “If this happens, then what?” If they don’t think through and plan for these what-if scenarios, emotion can take over and wreak havoc on a project’s schedule and overall operation.
Cameron described a situation in which the NDT in a heavy fab plant reveals systemic quality issues. “So management gets upset, and the higher-ups say, ‘We need to retest and requalify all of our welders.’ That’s fine, but what does that look like when you’re done? What if people fail? What are you going to do?”
The negative NDT results caused the initial splash, but in a more proactive environment, the ripples wouldn’t be so huge. Such environments have clear communication practices, unambiguous expectations, good welder training, and documented processes that cover a variety of what-if scenarios. These can range from what to do if a welder’s work doesn’t pass muster to detailed procedures that uncover the root causes of a systemic problem.
Cameron recalled one construction project that required 10% of the total number of welds to undergo RT, and that 10% had to include the welder’s first weld on the project. “The documentation included a whole list about what you needed to do if the weld failed.”
The documentation didn’t eliminate all disruption. After all, at some point the process involved walking a poorly performing welder off the job. (“That’s a sad day, no matter what,” Cameron said.) Still, because the documents detailed what to do should those what-if scenarios occurred, emotions didn’t rule the day. People followed the procedure and moved forward.
Any job’s weld testing requirement is a necessary piece of a larger puzzle. If not put into place early, to see how it fits with all the other pieces, then a project can face serious delays.
Those delays sometimes come from test failures, but they also can come from a simple lack of planning. An NDT tech might not have access to a lift or scaffolding and so can’t access the weld. He might find he can’t perform a test as described because of access problems, or simply because it’s a windy day. A project planned for properly has a better chance of making fewer splashes—and costing a lot less.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





