















Content Marketing Secialist

Proper waterjet cutting pressure comes from a combination of pump horsepower and nozzle and orifice diameter. Of course, setting the optimal pressure is just a starting point.
Since the inception of waterjet technology nearly 50 years ago, there has been an ongoing argument concerning what combination of pressure and power results in optimal cutting performance. Do bigger numbers translate into better or faster cutting? What combination of pressure, horsepower, and nozzle assembly is best for a given application? What does all this really mean?
To frame the discussion, let’s remove the intensifier versus direct-drive pumps argument. If you’ve ever investigated purchasing a waterjet system, you’ve probably been hit with an onslaught of marketing and sales data showing the benefits of each. Hydraulic intensifier pumps can deliver exceptionally high pressures at the cost of an energy-intensive hydraulic system. Others have advocated direct-drive systems that use a mechanical crankshaft pump (see Figure 1).
In previous decades a trade-off between these technologies existed. Intensifier pumps were considered easier and cheaper to maintain, especially at high pressures, while direct-drive systems offered higher energy efficiency. The technology has evolved and the trade-offs have changed over the years.
Regardless, the basic principles behind waterjet cutting haven’t changed. The nozzle/orifice combination assists in pressurizing the water as it is squeezed from the high-pressure piping through an opening measured in hundredths of an inch. Passing through a small-diameter orifice, the water forms a coherent jet of water that then passes through a venturi nozzle, where a metered amount of granular abrasive is drawn into the water stream. The mixture of water and abrasive particles passes through a special ceramic mixing tube, and the resulting abrasive/water slurry exits the nozzle as a coherent cutting stream of abrasive particles traveling at very high speed.
Abrasives cut only when they successfully reach the material. The abrasive’s mesh must be the correct size for the orifice to avoid clogging. Eighty-mesh garnet is most universal between nozzle sizes, whereas 50-mesh garnet is much coarser and is typically used with larger-diameter orifices such as 0.022 or 0.020 in. Using a narrower nozzle with 50-mesh garnet will increase the likelihood of clogs. For smaller nozzles used for high-precision applications, such as 0.014- or 0.010-in. nozzles, a mesh of 120 or higher is optimal.
Nozzle size is not the only factor that determines the ideal mesh size for a given application. Much like sandpaper, finer surface finishes require higher, more fine-grained mesh sizes. A 220-mesh garnet will provide smoother, more accurate finishes over 80 mesh, especially when cutting thin material.
Pressure is determined by the volume of water being pushed through a nozzle orifice by a pump (see Figure 2). The smaller the orifice, the higher the pressure. Hypothetically, with a 100-HP pump and a wide orifice, you could max out your waterjet at 30,000 PSI—but no OEM sells anything like this because it isn’t effective. On the flip side of the argument, it is possible to achieve 60,000 PSI with a 5-HP pump, but the applications are severely limited, and the orifice would be absurdly narrow.
Power is proportional to pressure times volume flow rate (P = kp × V). For a given pump power, any increase in pressure must be matched by a proportional decrease in volume flow rate. This means that a higher-pressure pump must use a nozzle with a smaller orifice. For example, a 50-HP intensifier pump with a 0.014-in. nozzle orifice at 60 KSI is constrained to a 0.010-in. orifice at 90 KSI.
For pure waterjet applications performed without abrasives, more pressure may lead to faster cutting. In fact, the smaller diameter of the jet that comes from a high-pressure system may be more effective in water-only cutting applications, such as food products or foam rubber. In abrasive waterjet cutting systems, however, the abrasive does the cutting, not the water. Instead, the water accelerates small abrasive particles in a coherent stream that can erode the material being cut.
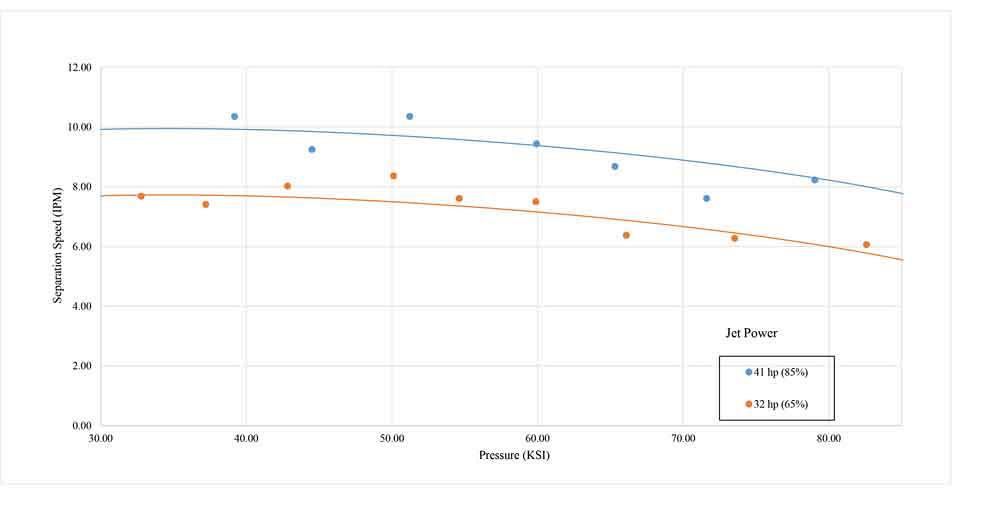
From 10,000 to 60,000 PSI, abrasive waterjet cutting speed increases steadily. Finish and accuracy also improve because the higher PSI focuses the particles at a single point. At higher pressures, however, the direct relationship between PSI and cutting speed begins to break down.
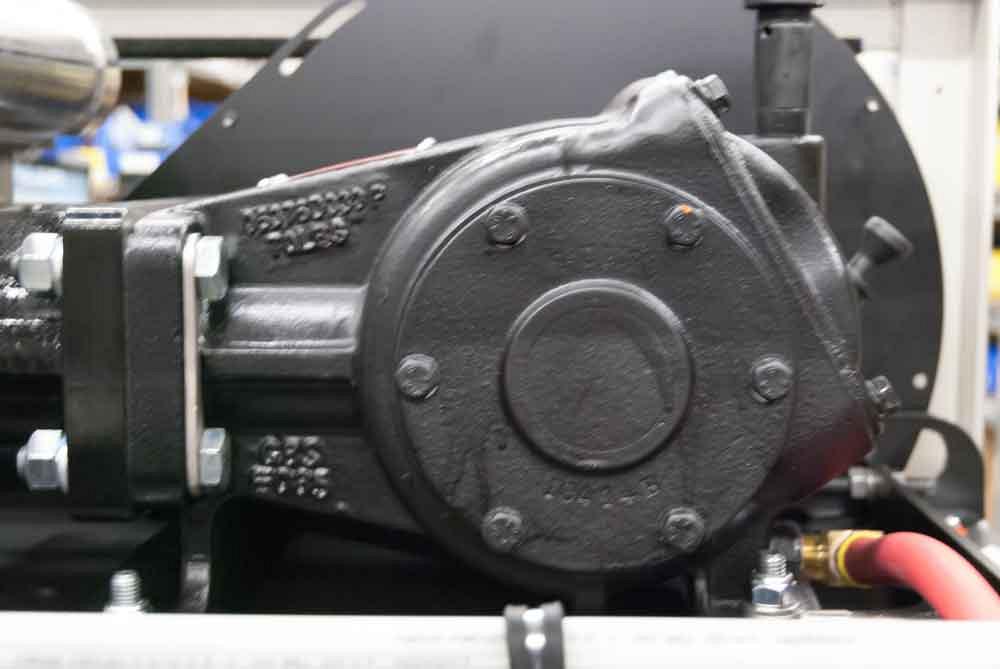
Figure 1 In a direct-drive waterjet pump, the horsepower comes from the crank case, pictured here.
That’s according to a 2018 paper by Dr. Axel Henning, Pete Miles, and Ernst Schubert titled “Effects of Particle Fragmentation on Performance of the Abrasive Waterjet,” presented at the International Conference on Water Jetting, in which the authors studied how cutting performance related to abrasive particle size (see Figure 3). They found that at higher pressures, abrasive grains break apart and become a finer dust before exiting the nozzle, resulting in reduced cutting power.
Horsepower determines the volume of water coming out of a waterjet nozzle. For example, with a 0.022-in. orifice, a 50-HP intensifier pump running at 60,000 PSI generally will output 1 gallon per minute (GPM). A 100-HP pump running at 60,000 PSI will typically put out 2 GPM.
The horsepower at the pump isn’t the same as the horsepower at the nozzle, and direct-drive and intensifier systems do have different pump efficiency characteristics. But if the abrasive flow rate, nozzle/orifice diameter, and horsepower at the nozzle are all the same, an intensifier pump and a direct-drive pump will cut at the same speed through most common materials and thicknesses.
The effects of additional horsepower also depend on the material being cut. Higher horsepower will definitely speed up machining 3-in.-thick aluminum, but the effects will be negligible when machining shim stock using a 0.010-in. orifice. When cutting very thin materials, it may be better to run at a lower horsepower at which frequency variation is more stable. Another option would be to use a pump with a variable-frequency drive.
Overall, a general statement can be made that the most effective way to increase the efficiency of waterjet cutting is to increase the output of the pump in terms of horsepower, as this results in pushing more water and abrasive through the nozzle and through the material.
Finding the best combination of horsepower and pressure for a given machine is like telling you the best way to drive your car. A Scion xA drives very differently than a Shelby Cobra. Furthermore, depending on the condition of the engine in both these vehicles, the care taken with them, their age, and how they were assembled, the power and performance of both vehicles can swing wildly. If the Cobra has been abused and unmaintained and the xA is in top shape … you get the point. Both vehicles will get you from point A to point B; the question really comes down to how nice the ride is.
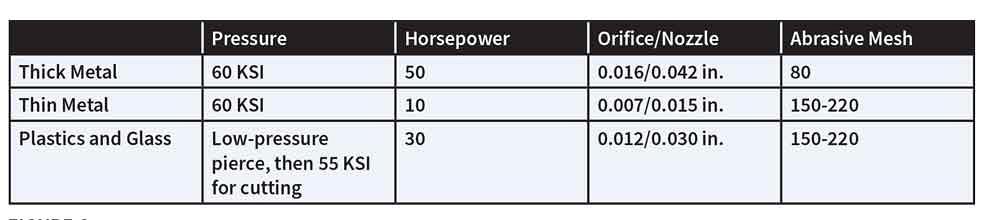
That being said, some combinations of horsepower and pressure tend to work under ideal conditions and with specific orifice/nozzle sizes. To carry on the car analogy, think of the numbers in Figure 4 as you would the fuel efficiency posted on new cars. The horsepower/pressure combinations shown in the chart might be considered optimal on paper, but they in no way account for what may be happening in your machine. Think of these as a good starting place for optimizing your waterjet cutting on specific material. For most standard metals, including aluminum, steel, brass, and titanium, the correct cutting conditions will differ depending on whether the material is thick or thin.
Acrylic and other plastics are excellent candidates for waterjet cutting thanks to the absence of heat transference, but they do tend to have some chipping or cracking issues when piercing. Glass behaves similarly in this regard. For materials that are brittle or tend to delaminate, start with a low-pressure pierce and then ramp up for cutting.
Foams require a different approach altogether, because the waterjet process does not use abrasives. Instead of focusing on orifice/nozzle sizes, manufacturers can optimize foam applications by adjusting the jewel size. (The jewel is where high-pressure water transitions to high-velocity water.) A good starting point is 20-50 HP and 60 KSI of pressure and a jewel size of 0.011 in.
You cannot optimize waterjet cutting in a vacuum. Even with the perfect balance between garnet mesh size, pressure, horsepower, and orifice/nozzle diameter, equally perfect cycle times and profitability can remain out of reach. In any sufficiently complex production environment, productivity issues can be caused by many factors, pump technology being one of them.

Figure 2 The nozzle/orifice combination assists in pressurizing the water as it is squeezed from high-pressure piping through an opening.
Regardless, the abrasive waterjet has evolved from being a piece of specialty equipment for fabricators to become a new, general-purpose tool in machine shops and manufacturing facilities around the world. Even as the technology changes, water and garnet largely remain the same. As long as these materials form the foundation of all abrasive waterjet cutting, horsepower and pressure will play major roles.
The simplest answer to the horsepower versus pressure debate is that there isn’t really a debate at all. Both play an important role in optimizing waterjet processes, but the relative importance of horsepower and pressure depends entirely on your waterjet application and the condition of the waterjet machine itself.
For most shops looking to increase cutting speed on an existing machine, adding a higher-horsepower pump will provide the greatest advantage. However, the only way to find the best balance between horsepower and pressure is to perform plenty of experimentation and have a close working relationship with the waterjet OEM’s applications experts.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}