















Contributing Writer

Commonly used stainless steels include 304 and 316. The least expensive of those is 304, which contains 18 percent chromium and 8 percent nickel and is used in everything from automotive trim to kitchen appliances.
Stainless steel can be found just about everywhere in our modern lives, from our kitchens and clothing to hospitals, restaurants, and cars. This low-maintenance metal offers a blend of strength and corrosion resistance that can’t be beat by other alloys.
It sounds almost too good to be true, so what’s the catch? Building almost anything with one of the more than 150 grades of stainless steel typically requires welding. And welding stainless is challenging. Some of those challenges include the presence of chromium oxide, how to manage heat input, choosing which welding process to use, dealing with hexavalent chromium, and how to finish it properly.
Even with all the difficulties of welding and finishing this material, for many industries stainless steel remains the popular and sometimes only choice. Knowing how to work with it safely and when to use each welding process is vital to a successful weld. And it could be the key to a successful career.
So why is it such a challenge to weld stainless steel? The answer begins with how it’s created. Low-carbon steel, also known as mild steel, is mixed with a minimum of 10.5 percent chromium to produce stainless steel. The added chromium forms a layer of chromium oxide on the surface of the steel that prevents most types of corrosion and rust. Manufacturers add different amounts of chromium and other elements to the steel to change the final product’s qualities and then use a three-digit numbering system to distinguish the grades.
Commonly used stainless steels include 304 and 316. The least expensive of those is 304, which contains 18 percent chromium and 8 percent nickel and is used in everything from automotive trim to kitchen appliances. Stainless 316 contains less chromium (16 percent) and more nickel (10 percent) but also has 2 percent molybdenum. This makeup gives stainless 316 an added resistance to chloride and chlorine solutions, making it a better choice for marine environments as well as the chemical and pharmaceutical industries.
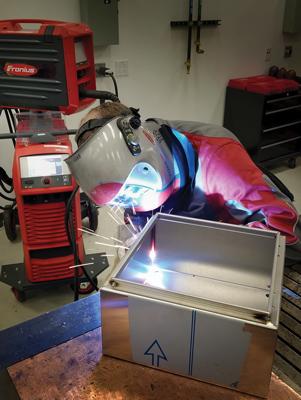
That chromium oxide layer may provide the stainless quality, but it’s also what gives welders so much grief. This helpful barrier increases the surface tension of the metal, slowing the formation of a fluid weld puddle. A common mistake is to increase the heat input since more heat increases puddle fluidity. However, this can affect stainless adversely. Too much heat will cause further oxidation and can warp or burn through the base metal. Add in the thin sheets used in high-production industries such as automotive exhaust manufacturing and that becomes a top-level challenge.
Heat can damage the corrosion-resistant properties of stainless steel in a beautiful way. When the weld or surrounding heat-affected zone (HAZ) forms a rainbow of colors, it’s a clue too much heat is being used. Oxidized stainless produces amazing colors from pale gold to deep blues and purples. The colors make for beautiful artwork, but can indicate a weld that may not pass certain welding codes. The strictest of codes prefer little to no coloring in the weld.
It is a widely held assumption that gas tungsten arc welding (GTAW) is best suited for stainless steels. Historically, this has been true in a general sense. It remains true when trying to bring out those bold colors for an artistic weave, and for meeting the highest quality standards of industries like nuclear and aerospace. However, modern welding inverter technology has allowed gas metal arc welding (GMAW) to become a production standard for stainless steels, and not just for automated or robotic systems.
Since GMAW is a semiautomated wire-feed process, it offers a fast deposition rate, which helps reduce heat input. Some professionals say it’s easier to use than GTAW because it relies less on the skill of the welder and more on the technology of the welding power source. That’s debatable, but most modern GMAW power sources use preprogrammed synergic lines. These programs are specifically developed to adjust parameters such as amperage and voltage based on user input of filler metal, material thickness, gas type, and wire diameter.
Some inverters can regulate the arc throughout the weld to consistently provide a precision arc, handle part gaps, and maintain high travel speeds to meet production and quality standards. This is especially true with automated or robotic welding, but also applies to manual welding. Some power sources on the market offer touchscreen interfaces and on-torch controls for simple adjustments.
Welding stainless is challenging. Some of those challenges include the presence of chromium oxide, how to manage heat input, choosing which welding process to use, dealing with hexavalent chromium, and how to finish it properly.
Choosing the right gas for GTAW is often decided through experience or weld testing the application. GTAW, also known as tungsten inert gas (TIG), uses inert gas only, typically argon, helium, or some mix of the two, for most applications. Improper shielding gas or heat input can make any weld excessively convex, or ropey, and prevent it from blending into the surrounding metal, causing an unsightly or unsuitable weld. Deciding what mix works best for each weld can mean time lost to trial and error. The GMAW synergic lines help reduce the lost time with a new application, but when the strictest quality is required, GTAW is still the welding process of choice.
Welding stainless steel poses health risks for the person holding the torch. The biggest danger comes from the fumes released during welding. Heated chromium produces the chemical compound called hexavalent chromium, known to damage the respiratory system, kidneys, liver, skin, and eyes and cause cancer. Welders should be sure to wear protective gear, including a respirator, and make sure the area is properly ventilated before they begin welding.
The challenges of stainless don’t end when the welding is complete. Stainless steel also requires special consideration during the finishing process. Using a steel brush or polishing pads contaminated with carbon steel can damage the protective chromium oxide layer. Even if the damage isn’t visible, those contaminants can make the finished piece prone to rust or other corrosion.
Terrence Norris is senior application engineer at Fronius USA LLC, 6797 Fronius Drive, Portage, IN 46368, 219-734-5500, www.fronius.us.
Rhonda Zatezalo is a freelance writer for Crearies Marketing Design LLC, 248-783-6085, www.crearies.com.

Modern welding inverter technology has allowed gas GMAW to become a production standard for stainless steels, and not just for automated or robotic systems.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





