















Marketing Consultant

Figure 1
Each tungsten electrode offers different characteristics that can affect the weld. Choosing the right tungsten is the first key component for topnotch performance.
There’s a quote by an unknown author that says “God is in the details.”
It’s ironic that a quote reminding us of the necessity to pay attention to the details cannot be accurately attributed to any one person. The point remains–whether first voiced by Ludwig Mies van der Rohe, Aby Warburg, Gustave Flaubert, or somebody else—that whatever one does should be done thoroughly because when things go wrong, it’s usually due to inattention to detail.
This thought is especially accurate in regard to direct current (DC) gas tungsten arc welding (GTAW), or more specifically, the equipment required to do a welding job properly. We all know that the right equipment is critical, from the power source to the torch and every component in between. Unfortunately, the one component we have found to be the most neglected is arguably the most important part of the entire process: the tungsten electrode.
The tungsten electrode is the last link in the chain that creates the weld. Its hardness and heat resistance make it the perfect carrier of welding current to the arc, but for some reason, this final link doesn’t get the respect and attention it should.
A lot goes into selecting and preparing tungsten electrodes, including electrode material, electrode geometry, and electrode preparation, that will determine if you’ve paid enough attention to “the details” to produce the best-quality weld possible.
Choosing the right tungsten material is the first key component in optimal tungsten electrode performance (see Figure 1). Below are the most common varieties and the characteristics you should pay attention to.
Thoriated TungstenDepending on whom you ask, thoriated tungsten is either the best or worst tungsten available. Those who love it do so because of its reliable performance, good arc-starting ability, and high-current/low-consumption capability, while others fear its low-level radioactivity. All we know is that it has been an industry standard for years and will continue to be based on its cost, versatility, availability, and performance. Carbon steel, stainless steel, titanium, aluminum, and nickel are materials that work best with 2 percent red.
Ceriated Tungsten
Ceriated tungsten offers excellent arc starting at low amperages, making it the go-to choice for orbital tube and pipe; thin sheet; and other small, thin, or delicate parts. Ceriated performs and offers similar versatility to thoriated and is often swapped out in low-amperage applications.
Lanthanated Tungsten
Lanthanated tungsten offers exceptional versatility and combines some of the best attributes found in other tungsten types. Excellent arc starting (even at low amperages), low consumption, and consistent reignition are a few of its positive qualities. Lanthanated is known in industry as a do-all alternative to both thoriated and ceriated tungsten.
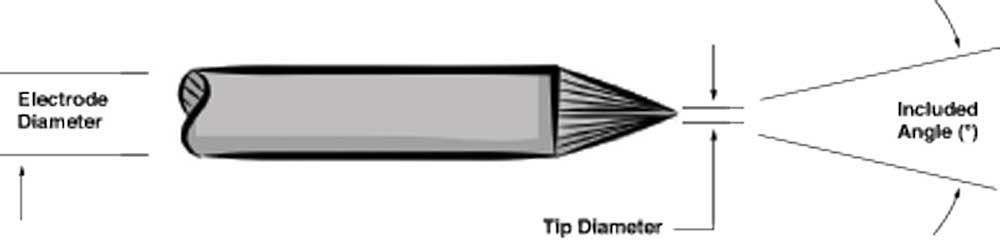
Figure 2
The three variables that comprise a tungsten electrode’s geometry for DC welding are electrode diameter, included angle (taper), and tip (flat) diameter.
Tri-Mix™ Tungsten
WS2 Tri-Mix is a nonradioactive tungsten that offers a low burnoff rate, high-quality arc, 35 percent less power consumption, 40 percent prolonged service life, 50 percent less setup costs, and 50 percent less gas consumption.
It contains three rare-earth oxides scientifically balanced to promote migration and evaporation rates, leading to extended tungsten life. This tungsten offers stability and consistency not seen in most other types of tungsten. Results include increased weld quality and in-service time.
The choices you make regarding electrode geometry will affect electrode life, arc starting, arc shape, and weld penetration. It goes without saying that based on this alone, the geometry of your tungsten electrode should be considered a critical process variable for the weld procedure that must be held to close tolerances for all welds.
Three variables make up a tungsten electrode’s geometry for DC welding: electrode diameter, included angle (taper), and tip (flat) diameter (see Figure 2).
Electrode Diameter. When choosing the electrode diameter for your application, essentially what you’re doing is attempting to maximize both arc starting and tungsten life, two aspects that work directly against each other. While your first step should always be to consult the manufacturer’s recommendations, you should also conduct your own due diligence by testing all options to see what works best for you. Consider these key characteristics unique to electrode diameter:
Smaller-diameter tungsten offers:
Larger-diameter tungsten offers:
Included Angle (Taper) Geometry. Electrodes for DC welding must be ground longitudinally and concentrically to an included angle with a quality diamond grinding wheel. The angle to which it is ground will determine the arc shape, the ease of the arc starts, tungsten life, and weld penetration.
A larger included angle (blunt taper) offers:
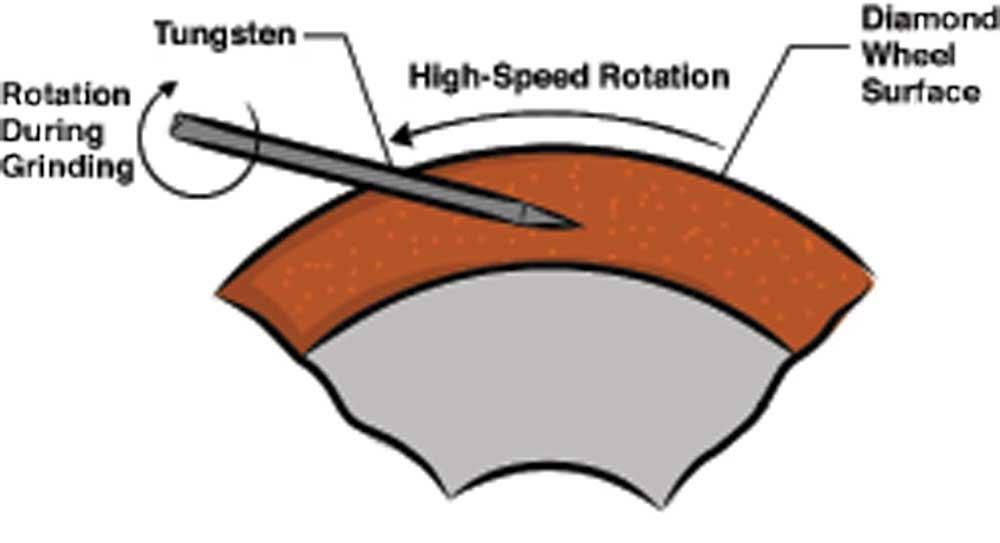
Figure 3
To recondition an electrode that has minimal
contamination, either new or cut off, place the electrode
at an exact 90-degree angle to the side of the wheel.
A smaller included angle (sharp taper) offers:
Tip (Flat) Geometry. The shape of the tungsten electrode tip is an important process variable in precision arc welding. As a rule, the bigger the flat, the more likely arc wander will occur and the more difficult it will be to start the arc. However, increasing the flat to the maximum level, while still maintaining acceptable starting and arc stability, will improve the weld penetration and increase the electrode life.
An incorrect or inconsistent diameter flat at the tip of the tungsten electrode can lead to pointed electrode tips dropping into the weld pool, reduced electrode life, increased arc instability, and a change in arc voltage from one electrode to another caused by inconsistent tip shape.
Preparing tungsten electrodes for welding requires the right equipment and processes. Gone are the days of using the shop belt sander or multipurpose shop grinder. As such, it is an absolute necessity that you use a dedicated diamond grinding wheel for all tungsten preparation.
Tungsten may be an extremely hard material, but the surface of a quality diamond wheel is even harder. This guarantees a smooth grind free of jagged edges, imperfections, or invisible surface imperfections that lead to weld inconsistencies, defects, and failures.
Never use a diamond grinding wheel for grinding anything other than tungsten. This helps to prevent the wheel and tungsten tip from becoming contaminated during the grinding operation and, thus, transferring foreign material to the weld.
Tip (Flat) Preparation. Depending on the welding process, flat preparation might be on a new or a previously used electrode. If the end of a used electrode is heavily contaminated, you’ll need to remove it before performing a flat preparation. To recondition an electrode that has minimal contamination, either new or cut off, place the electrode at an exact 90-degree angle to the side of the wheel (see Figure 3 ).
Taper Grinding. The single most important aspect of grinding a tungsten electrode properly is to perform the grind longitudinally. A tungsten electrode’s molecular grain structure runs lengthwise, so by grinding crosswise you are grinding against the grain.
Electrons flow at a greater density on the surface of the electrode. If electrodes are ground or polished crosswise, they jump across the grinding marks, causing the arc to begin before the tip, spread out, and often wander (see Figure 4). It also causes the tungsten electrode to become overheated and wear out more quickly. Longitudinal grinding allows an arc to start straight and remain stable and concentrated.
Cutting to Length. A contaminated electrode produces an erratic arc and a contaminated weld. The best way to ensure that all contamination is removed from the tip is to cut off that part of tungsten. Grinding doesn’t remove all of the contamination and will instead deposit it on the grinding wheel, where it can be picked up during a future grinding job.
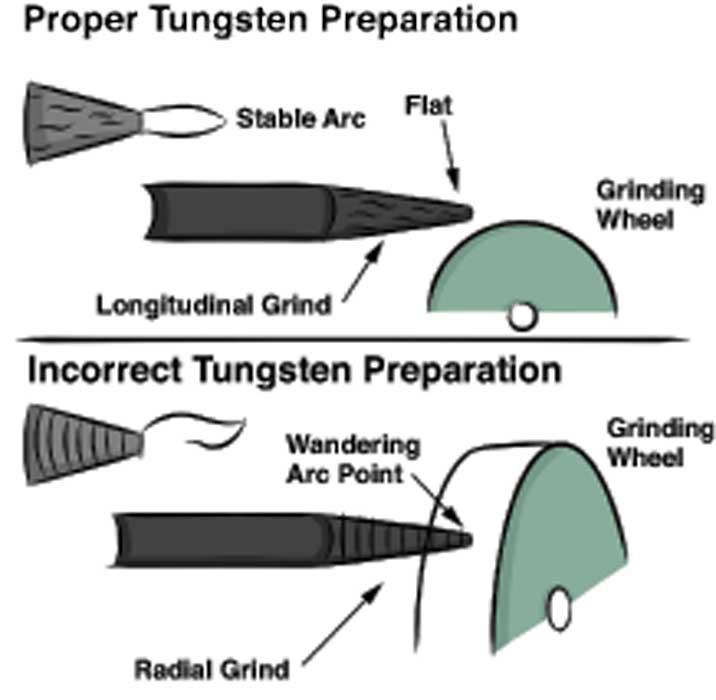
Figure 4
Remember always to grind your tungsten electrode longitudinally. Electrons flow at a greater density on the surface of the electrode. If electrodes are ground or polished crosswise, they jump across the grinding marks, causing the arc to begin before the tip, spread out, and often wander.
Using a diamond cutting wheel helps ensure that the cut is clean, smooth, and void of fractures or splintering. The tool should be quick and easy to use, have safety covers, and provide a scale to ensure the exact length is measured and cut.
Other methods like breaking the electrode manually or with wire cutters, twisting the electrode with two pairs of pliers, notching it on the grinding wheel and then breaking it with your hand or with a tool, or hitting the electrode with a hammer on a sharp metal edge can compromise weld quality and your safety. Electrodes can splinter or shatter unnoticeably, causing arc instability and weld defects. These methods also put you at risk of suffering a hand or eye injury.
In general, points should be ground as fine as possible to improve welding properties and increase the service life of the electrode. Electrodes that are ground too coarse result in unstable arcs.
A standard finish of about 20 roughness average (RA), which would still show the longitudinally ground lines to the naked eye, is an all-purpose, quality finish for any application. A high-polished, mirrorlike finish of about 6 to 8 RA, in which few or no lines can be seen, is better for the longevity of the electrode because it reduces the risk of contamination “sticking” to the electrode point and causing erosion. However, for welding power supplies that do not have strong arc-starting characteristics, a finish of about 20 RA is better because longitudinally ground lines help lead electrons to the extreme point of the electrode, which assists in arc starting.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





