















Application Specialist

This GMAW bead requires postweld cleaning to remove the heat tint (oxides) and spatter, both of which could promote corrosion.
In the movie “Caddyshack,” Bill Murray explains his strategy for dealing with the gopher by saying, “In order to conquer the animal, I have to learn to think like an animal. And, whenever possible, to look like one. I’ve gotta get inside this guy’s pelt and crawl around for a few days.”
In the same way, fabricators should first think about what gives stainless steel its stainless properties and how to make sure those properties remain intact before, during, and after welding.
The foundation for conquering many welding challenges starts with remembering that stainless steel acquires its stainless property by forming a layer of chromium oxide.
First, let’s look at carbon steel. When exposed to moisture, the iron in carbon steel reacts with oxygen to slowly form a reddish iron oxide. A quick touch with a grinding wheel removes the rust and reveals the clean steel underneath.
Now contrast that with the formation of chromium oxide on stainless steel. Stainless steel comprises about 50 percent iron and anywhere between 10.5 percent (12 percent is a typical minimal amount) and 30 percent chromium, depending on the grade.
The chromium oxide layer forms on the stainless steel surface when chromium reacts with oxygen. This happens instantly, with formation speeds measured in nanoseconds and film thicknesses in microns.
So why is this important? It means that stainless steel’s most prominent stainless property is corrosion resistance, which results from its ability to form and regenerate a chromium oxide layer in the presence of oxygen. However, stainless steel does not provide corrosion resistance below the oxide layer. As a result, once corrosion initiates, it progresses rapidly.
A good example of this is the pitting or crevice corrosion that can occur in heat exchangers in the gaps between the tubes and tubesheet. The sheet has hundreds of machined holes to support bundles of tubes, and cooling water or steam flows around the tubes. Corrosion initiates if fluids seep into the gap between the tube and tubesheet because oxygen has no access to that area to re-form chromium oxide. As a result, manufacturers of heat exchangers put a seal weld, usually with gas tungsten arc welding (GTAW), around each tube. The weld doesn’t need to be strong, but it does need to be watertight.
While metal artists and hobbyists might be attracted by the heat tint generated during welding, those colors send signals to the fabricator about how much oxidation took place during the weld.
Heat tints occur because the oxygen in an active gas or the atmosphere forms a heavy oxide layer, consuming the chromium that is immediately below the top surface layer. Layers that have a silver to straw color are good, while heavier layers that progress from a purple/bluish tint to a gray/black tint are not so good. Fabricators use the slang term “burning the chrome out,” because the darker colors often indicate excess heat input. However, the root cause of this is excess oxidation.
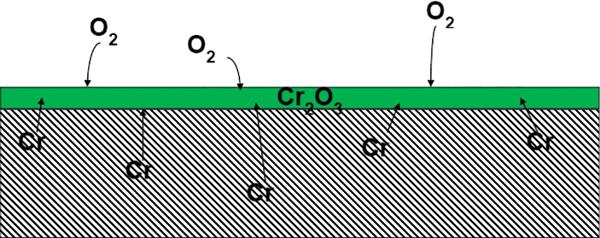
A microscopic layer of chromium oxide provides stainless steel with its “stainless” characteristic. Chromium oxide forms immediately when the chromium atoms in stainless steel are exposed to oxygen in the atmosphere.
As a general rule, all stainless weldments require postweld cleaning to ensure that a surface’s chrome-oxide film is intact. Otherwise, the weld area is subject to rusting. The type of cleaning depends on the final application and relevant codes and standards.
When you are performing mechanical cleaning with wire brushes, grinding discs, chipping hammers, or blasting media, be sure these tools are used specifically for and dedicated to stainless steel to prevent cross-contamination. Many fabricators have howled in agony after realizing they impregnated their stainless weldment with iron unintentionally.
Next, consider that coarse surfaces are more susceptible to corrosion and contamination than smooth surfaces. This explains why pharmaceutical parts require mirror finishes. Any slag, spatter, or silica islands provide a potential site vulnerable to corrosion initiation. The lesson here is that the time you spend on postweld cleaning is time well spent.
Some applications also call for postweld pickling or passivation (please note, pickling a part also passivates it). These processes use nitric or nitric and hydrofluoric acid solutions, both of which contain oxygen, to remove free iron and ensure that all chromium at the surface bonds with oxygen, maximizing corrosion resistance.
It’s important to note that heat tints do not form when you weld in an inert atmosphere. Using a GTAW gas lens greatly improves shielding gas coverage and helps prevent a gas flow rate that is too high, as the swirling gas can pull atmospheric oxygen back into the puddle.
Of course, the color on the front of a joint is only half the story. Failing to shield the back side of a stainless steel weld can cause “sugaring,” an extreme amount of oxidation that looks like blackish sugar crystals, which can cause weld failure.
A variety of commercial options are available to direct backing gas to the root side of a joint, but homemade backing devices and purge dams are most common. The two backing gases of choice are nitrogen and argon. Using argon may be more convenient for small components or when a source of argon is readily available, and not worth the cost savings of managing a second gas.
Tightly fitted joints or weldments that contain the back of the joint tightly may not require a backing gas. However, if the back-side temperature exceeds 500 degrees F, technically the joint requires a backing gas to prevent oxide formation. Some experts like to play it safe and use 300 degrees F as the maximum temperature. The exception to shielding the back side of the joint is if it will be gouged and ground as part of a full-penetration weld.
Frank Babish is application specialist for Exaton™, an ESAB brand , 2800 Airport Road, Denton, TX 76207, 800-372-2123, www.esabna.com.
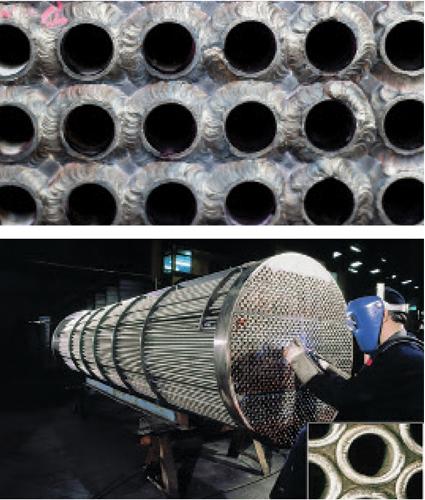
Heat exchanger tubesheets require a seam weld between the tube and the tubesheet, otherwise water in the crevice between them would block the oxygen essential for chromium oxide formation.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





