















Area Sales Manager

Plasma welding is used across a range of industries where production volume, consistency, and minimal downtime are key. Here are some basic facts about the process and how it’s different from more conventional, mainstream welding processes. Getty Images
Plasma is a hot, ionized gas consisting of approximately equal numbers of positively charged ions and negatively charged electrons. The characteristics of plasma are significantly different from those of ordinary neutral gases, which is why it is considered a distinct fourth state of matter.
Simply put, plasma is a gas that has been superheated to a point where it becomes highly conductive. In welding and cutting processes, this allows for the transfer of electrical current. A plasma arc’s temperature can reach as high as 30,000 degrees F.
Plasma welding, first introduced as a welding process in the early 1960s, was used in special low-current applications (microplasma) from 0.5 amp or lower, or up to 500-amp applications for heavy industry.
Although it’s considered to be an exotic welding process in today’s manufacturing environment, plasma welding is still used across a range of industries where production volume, consistency, and minimal downtime are key. Here are some basic facts about plasma welding and how it’s different from more conventional, mainstream processes.
These traits come in handy when producing things like pressure vessels, aerospace components, flow sensors, edge-welded bellows, batteries, and medical devices.
Unlike in TIG welding where the tungsten electrode is exposed to the atmosphere following the welding cycle, the electrode in the plasma process is secluded inside the chamber of the torch and protected by a gas shield. This allows the electrode to remain in the same condition for longer periods of time. In automated applications, this dramatically improves productivity because it reduces the need to stop the welding process to sharpen the electrode.
To prevent contamination during the TIG process, it is necessary to use high frequency to transfer the arc from the electrode to the workpiece. In some cases, this creates problems during automated applications where the high frequency can interfere with and interrupt control equipment. This method of transfer also can wear down the electrode prematurely, especially in high-volume, short-duration welds, increasing the need for you to stop the process to sharpen the tungsten electrode.

Although it’s considered to be an exotic welding process in today’s manufacturing environment, plasma welding is still used across a range of industries where production volume, consistency, and minimal downtime are key.
Plasma welding, on the other hand, uses a constant pilot arc that allows for the transfer of the arc without high frequency. This eliminates control system interference and allows for reliable, accurate transfer for longer production cycles.
In addition to the functions available on the plasma welding power source such as current control, digital gas control (which maintains gas flow within with amperage settings), and pulse and spot timing, the plasma welding torch can help you fine-tune the arc characteristics. These include the following:
This allows a great deal of flexibility to further enhance the process to suit many applications.
You can use a variety of gases to enhance the welding process. For example, you can use argon mixed with 2% to 5% hydrogen as a plasma gas or as a shield gas in combination with pure argon.
Argon plasma gas combined with an argon/hydrogen shielding gas. The increased heat input from the shield gas reduces the material’s surface tension and allows for faster travel speeds.
Argon/hydrogen plasma gas combined with a pure argon shielding gas. Concentrates heat in the plasma stream to increase penetration (keyhole mode).The focused arc and high heat concentration allow you to achieve faster travel speeds in some applications.
This can be seen as an immediate benefit in repetitive applications where high-volume production is required.

Plasma welding’s two operation modes are generally referred to as soft plasma and keyhole.
The difference between keyhole mode and soft plasma (nonkeyhole) mode is basically the setup of the torch consumables and the parameters. In keyhole mode, the electrode is set back from the tip orifice, which allows the heat from the plasma arc to be concentrated in a smaller area. In this mode it is possible to set up torch parameters and configurations to allow the plasma stream to punch through materials up to 0.39 in. thick, achieving full penetration without the need for joint preparation.
In nonkeyhole mode (soft plasma), the electrode is set closer to the tip orifice. This decreases the arc focus, and in combination with selected amperages, plasma gas, and flow rate, you can achieve all the benefits of the plasma process without the requirement for full-penetration welds.
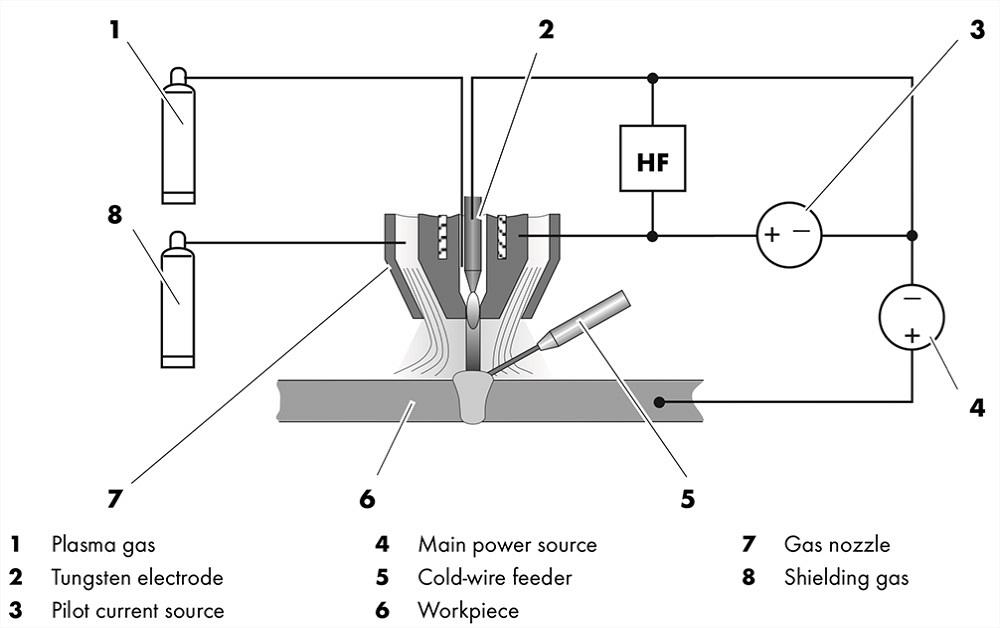
A plasma welding setup looks similar to conventional TIG welding except for the separate plasma and shielding gases and how the current is transferred to engage the arc. The graph is a visual depiction of the plasma welding process through the torch itself.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





