















Applications Welding Engineer

Vertical and overhead welding are inherently more difficult than flat/horizontal, in-position welding because you’re working against gravity. To weld successfully out of position, it is important to choose the right welding process and filler metals and use optimal parameters for the application.
While the welding industry acknowledges that flat/horizontal, in-position welding is preferred, sometimes out-of-position welding is necessary. When you are welding a very large piece that cannot be moved or the workpiece is fixed in place, your only options may be vertical and overhead welding.
Out-of-position welding is used in many industries, including shipbuilding, offshore, structural, pipeline, and in general fabrication when moving the piece isn’t practical.
Following are several keys to success for welding out of position, including choosing the right welding process and filler metals and using optimal parameters for the application.
Vertical and overhead welding are inherently more difficult than in-position welding because you’re working against gravity. The liquid weld pool has a natural tendency to sag or drip, which makes it harder to produce quality welds.
The way to address this dilemma, at least with most welding processes, is to weld slower and with lower welding parameters or heat input, which reduces weld pool fluidity. However, doing so causes productivity levels to dip.
Welders oftentimes make these mistakes when welding out of position:
You can’t always use the same techniques and parameters as you would on flat and horizontal welding and expect the same success with out-of-position welding. In addition to welding slower and with less heat input, it may also be necessary to manipulate the weld pool to produce an acceptable bead. You can do this by using a weave technique with most processes.
Some welding processes make it easier for you to weld out of position, while others can be more difficult. Consider some key criteria for making the selection.
Productivity Requirements. If the application calls for you to climb up and down scaffolding just to complete two or three small welds at a time, the productivity of the welding process itself likely isn’t an important factor. Compare those types of applications to high-volume production environments where productivity is critical to the overall operation. When welding productivity is important, look for a process that delivers faster results.
Environment. Are you welding outdoors or in a shop? Gas-shielded processes typically work better indoors, while welding processes that don’t require shielding gas are better-suited to outdoor work such as structural and pipeline welding.
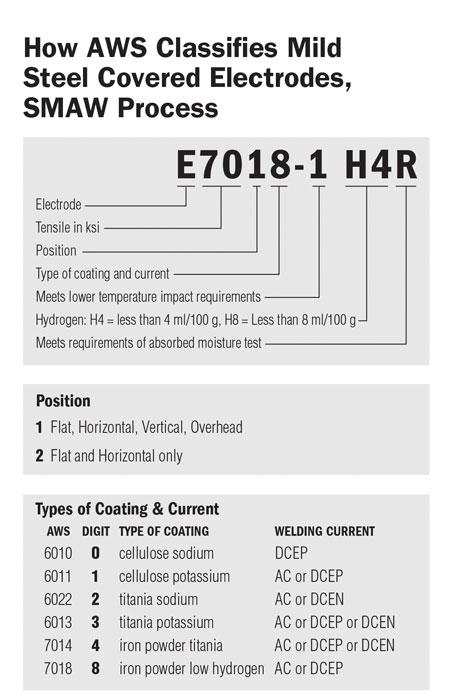
Figure 1
SMAW electrodes are classified by positional capabilities, so look for an all-position classification for vertical and overhead welding.
Skill Level. Some processes have a wider parameter range and can be more forgiving of welder technique and consistency and, therefore, more forgiving for out-of-position welding. It may be helpful for less experienced welders to choose a process that makes it easier to produce good welds out of position.
To determine which process meets the needs of a specific application, consider the advantages and limitations of each.
Because it does not require shielding gas, shielded metal arc welding (SMAW) offers great portability and flexibility for outdoor applications. Many welders also are familiar with SMAW and often have the necessary equipment on hand.
However, because SMAW is a slower process, it’s best-suited for out-of-position applications where welding productivity isn’t as critical, such as those with fewer welds to complete. Also, keep in mind that there is a built-in stop/start at the end of every electrode when using SMAW.
Electrodes for this process are classified by positional capabilities, so look for an all-position classification for vertical or overhead welding (see Figure 1). Choosing a smaller-diameter electrode allows you to use lower amperages to help control the heat in out-of-position welding.
The challenges of out-of-position SMAW can be minimized by using a lower-amperage setting and manipulating the arc with a weave technique, which helps make the weld bead wider and flatter.
The two types of flux-cored arc welding (FCAW) processes are gas-shielded and self-shielded. With both types, the filler metal is classified by position, so look for a wire that is designated for vertical and overhead welding (see Figure 2).
Flux-cored wire is the easiest to use for out-of-position welding because it’s very forgiving of variations in welder technique. This is especially true for gas-shielded flux-cored wire.
Because it does not require a shielding gas, self-shielded flux-cored wire is well-suited for outdoor applications as an alternative to SMAW. This wire is less portable than SMAW because of the addition of a wire feeder, but it offers much greater productivity. The higher deposition rates mean more filler metal is being deposited into the weld. In addition, stopping and starting are not required as frequently in the wire process compared to SMAW.
Gas-shielded FCAW is often the preferred option for indoor out-of-position applications. It produces very little spatter, delivers high deposition rates, and requires less precleaning of the material compared to gas metal arc welding (GMAW).
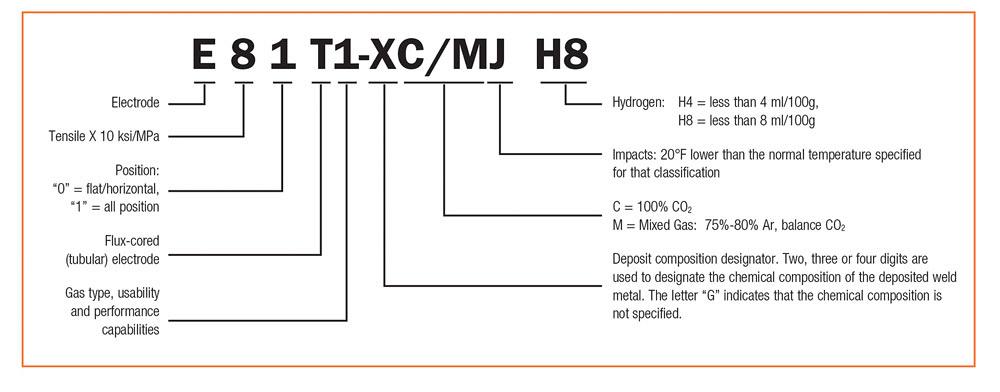
Figure 2
For both gas-shielded and self-shielded flux-cored welding, the filler metal is classified by position. Be sure to choose a wire that is designated for vertical and overhead welding.
The slag systems in all-position FCAW filler metals allow for much higher heat inputs and deposition rates compared with other processes. It’s possible to more than double deposition rates for out-of-position welding with FCAW compared to GMAW. Also, excellent bead quality is possible in FCAW with no manipulation.
For these reasons, FCAW wires are considered more forgiving and easier to use for vertical and overhead welding—even for less-experienced welders.
The FCAW processes are well-suited to applications that require a lot of welding, especially out-of-position welding. In many applications, it’s possible to use the same welding parameters for in-position welding as for out-of-position welding because FCAW allows for a wide parameter window. This saves time and helps improve productivity.
The GMAW process has two options for filler metals: solid wire and metal-cored wire. These filler metals aren’t classified based on their position capabilities.
Out-of-position welding with this process must use short-circuit transfer or pulsed GMAW to achieve a lower heat input and produce acceptable welds. Be aware that the lower heat input will decrease the productivity and deposition rates of the process. Vertical-down welding often is used to avoid the productivity losses of vertical-up, but vertical-down is very prone to lack of fusion and not acceptable for many applications.
Out-of-position GMAW often requires you to spend more time dialing in the machine, and it usually requires a weave technique to produce a good weld appearance. The lower heat input needed for out-of-position GMAW can also result in lack of fusion in the weld.
When comparing GMAW to gas-shielded FCAW, the flux-cored process is more productive and tolerant of parameter variations. GMAW can be—and often is—used to make acceptable welds out of position. However, if a lot of welding is required, this may not be the best option.
Like GMAW, gas tungsten arc welding (GTAW) is also an all-position welding process; the filler metals are not classified based on position capabilities. Successful out-of-position GTAW requires attention to technique and heat input.
Lower heat is again critical during out-of-position GTAW. A weave technique can be used, but it is not as critical as it is with GMAW or SMAW.
Fabricators would not make a welding process change to GTAW to improve out-of-position welding, but those who are already using GTAW can successfully use the process for these welds.
It’s more difficult to control the various factors in out-of-position welding—from heat input and travel speed to weld pool manipulation. Achieving success when welding out of position is all about choosing the right process for the job and knowing the proper parameters and techniques. And as with any welding application, continued practice always helps to gain the best results.
Blaine Guy is welding engineer/CWI at Hobart Brothers, 937-332-4000, www.hobartbrothers.com.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





