















Welding Engineer

Submerged arc welding (SAW) is an efficient and high-productivity process often used in demanding heavy industrial applications such as shipbuilding, oil and gas, pressure vessel fabrication, and wind tower production.
Productivity is important in manufacturing and industrial welding applications, but maximizing throughput without sacrificing quality requires careful selection of process, procedures, equipment, and consumables.
Submerged arc welding (SAW) is a high-efficiency, high-productivity, wire-fed process that often is used in demanding heavy industrial applications, such as pressure vessel fabrication, offshore, and wind tower production.
While solid wires are a common and familiar choice for SAW, productivity of the process can be improved even more when paired with cored wire.
Cored wires are drawn from tubes filled with powder that is manufactured to introduce specific chemical or mechanical properties into the weld.
This wire design facilitates high welding deposition rates and also allows for alloying the weld to compensate for high-heat-input and high-dilution welds. Introducing basic elements into the core composition also can help reduce oxygen content to increase toughness.
Cored wire development and production can be quite flexible and responsive to help meet evolving industry trends and application requirements.
Cored wire requires higher wire feed speed to achieve a given amperage when compared to a solid wire of the same diameter and welding contact-tip-to-work distance. This is because of the increased current density and resistive heating effect of cored wire; the energy of the arc is generally concentrated to the solid outer "sheath" of the wire as opposed to the powdered core.
An increased deposition rate translates to the ability to put more metal down in the same amount of time compared to solid wires, without significantly changing amperage and voltage.
When the deposition rate is increased, it is often possible to use higher travel speeds than possible with solid wires and still maintain a given weld size, reducing the time it takes to complete a weld.
Since labor is the largest cost of any welding operation, even a small reduction in cycle time can provide a huge cost savings in the long run — without sacrificing weld quality.
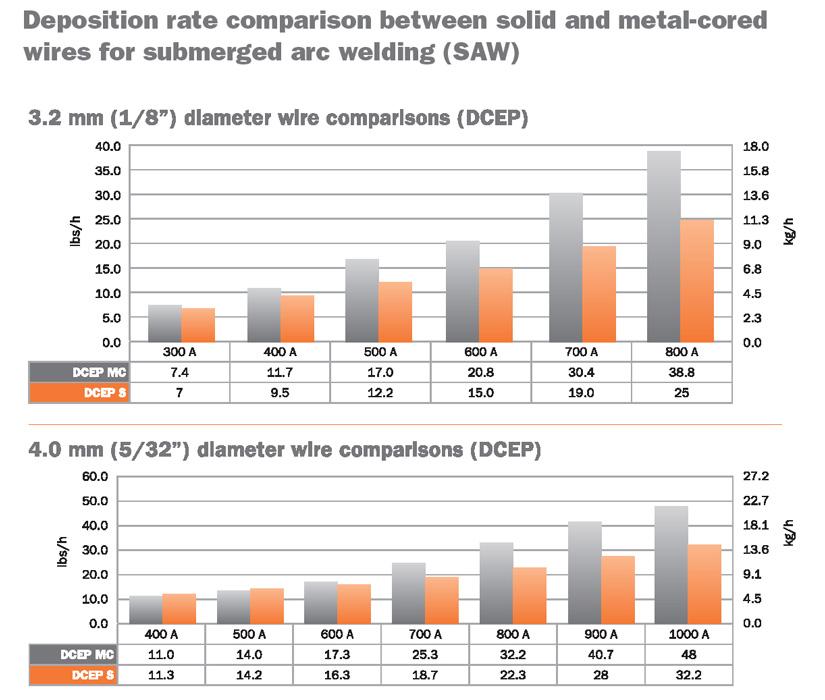
Solid wires are a common and familiar choice for SAW; however, the productivity benefits of SAW can be improved even more when paired with cored wire, which provides increased deposition rates, so more metal is put down in the same amount of time.
Using cored wires also can result in less part rework.
Cored wires have a wider, shallower penetration profile compared to solid wire when welding with comparable procedures. This minimizes the risk of burn-through and potentially produces more cosmetically appealing welds.
The minimized risk of burn-through could eliminate the need for welding a root pass with gas metal arc welding (GMAW) or permit passes to be performed in less-than-optimal conditions (welding relatively thin materials, poor fit-up, etc.) while still using high-current welding parameters.
With cored wires, it is possible to attain flatter bead contours with smoother transitions at weld toe lines than with solid wires.
Increasing the travel speed without changing amperage reduces heat input, which can minimize weldment distortion and reduce or eliminate the need for costly, time-consuming straightening operations. The reduced heat input can also help to reduce weld residual stress, and in some instances, improve mechanical properties.
There are some things to consider when deciding if cored wire is best-suited for a specific SAW application.
The broader penetration profile of a cored wire helps minimize the risk of burn-through, but does not provide penetration as deep as can be achieved with solid wires. Consider using the latter where penetration must be very deep, such as square or narrow-groove welding on very thick materials. In these situations, the shallower penetration of cored wire can make it difficult to achieve complete fusion consistently.
An alternative to consider for some narrow joints is to provide the best of both worlds by implementing a tandem configuration that uses both solid and cored wires. Tandem arc welding, which utilizes two torches to feed two wires into the same weld puddle, allows the use of a solid wire lead on DCEP polarity for maximum penetration, and a metal-cored trail on square-wave AC polarity to maximize deposition rates (a very popular configuration for tandem welding).
Other configurations also can be used depending on the application. Some advanced applications can have up to five torches feeding a single weld puddle to achieve very high travel speed.
Cored SAW wires are not as stiff as solid wires and are easier to deform. For optimal feedability and consumable life, it is important to select the proper drive roll type and tension settings.
For seamed cored wires, V-knurled drive rolls should be used. For copper-coated seamless cored wires, U-groove drive rolls are a suggested option. Ideally, wire straightener and drive roll tension should be set as low as possible to straighten and feed the wire smoothly without allowing wire slippage. With any cored product, setting proper tension is critical.
Because cored wire is not as stiff as solid wire, it may be difficult to feed through very long distances, sharp angles, and some semiautomatic torches.
Understanding the SAW process and the important roles of flux and wire consumables can help an operation realize the full potential of the process.
The benefits SAW offers for productivity and weld quality — especially when paired with cored wire specifically formulated for the process — make the investment one to consider in many heavy industrial applications.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





