















Associate Product Manager of Remote Visual Inspection Equipment

Although many inspection methods can get beneath the surface of a pipe, remote visual inspection with a videoscope remains a critical part of a regular inspection schedule. Modern lens technology can take the hassle out of this process.
Maintaining the structural integrity of a piping system requires regularly scheduled inspections to monitor and track the condition of the pipe, both externally and internally. While some inspections use technologies such as eddy currents or ultrasonic waves to get beneath the surface, remote visual inspection (RVI) of the surface continues to play a critical role in any inspection regime.
RVI is indispensable for evaluating welds, checking for corrosion, inspecting blockages, and examining damage on the pipe ID. Getting a good view requires the most advantageous lensing system for the job, and often this means using several lenses for a thorough inspection.
For long-term traceability of inspection results, a good archive is necessary. One particular variety of RVI system, the videoscope, is well-suited to capturing, storing, and archiving everything found in an inspection. A videoscope is a versatile system equipped with an interface with a viewing screen and control system, out of which comes an insertion tube. The insertion tube is long and thin (typically less than 0.5 in.) and contains the camera and lens system. The camera sends the video signal through the insertion tube to the screen, where the inspector views it.
When using conventional lenses, the inspector usually has to change the lens several times to carry out a single inspection. Modern lenses are versatile in their viewing capabilities, enabling a one-size-fits-all approach to visual pipe inspections.
The three major considerations for an RVI’s lens system are field of view (FOV), depth of field (DOF), and direction of view (DOV).
The FOV is an angle that delineates the extent of the image the lens can capture. An FOV of 120 degrees is essentially a cone with a central angle of 120 degrees. A lens with a 180-degree FOV is wider still, able to capture a view of everything directly in front of the center of the lens to anything within a view of +/- 90 degrees of that center point. In photography, a 180-degree lens is called a fisheye lens.
The DOF is simply the range of distances, measured from the end of the lens, that are in focus. When using a camera to take still shots, the photographer adjusts the size of the aperture inside the lens to change the DOF. When the aperture is very small, the DOF is a deep, and nearly everything in the camera’s view is in focus. When the f-stop is large, the DOF is shallow; objects near and far are blurred. This tends to draw the viewer’s attention to the subject of the image. The DOF is never a single number; it’s always a range.
The DOV is the angle at which the lens is pointing. The DOV is measured by angle (0 degrees or 90 degrees) or by direction (direct view or side view). The easiest way to describe DOV is to imagine the end of the insertion tube as a human finger. A direct-viewing lens (0 degrees) has the lens at the fingertip, whereas a side-viewing lens (90 degrees) has the lens at the fingernail.
RVIs typically rely on FOVs of 120 degrees or more. The reason for this is that the inspector usually does quite a bit of searching when performing a visual inspection and, thus, wants to see as much of the environment as possible at any one time. The tradeoff comes in the ability to see small features and details. Changing to a lens with a wider FOV allows the inspector to see more of the inspection environment, but this makes the details of that environment smaller on the screen, so they are more difficult to see. In other words, as the FOV increases, magnification decreases.
For the DOF, the only consideration is the distance from the lens to the item being inspected. This usually means that the inspector needs at least two focusing tips—one for inspecting close items and another for distant items.
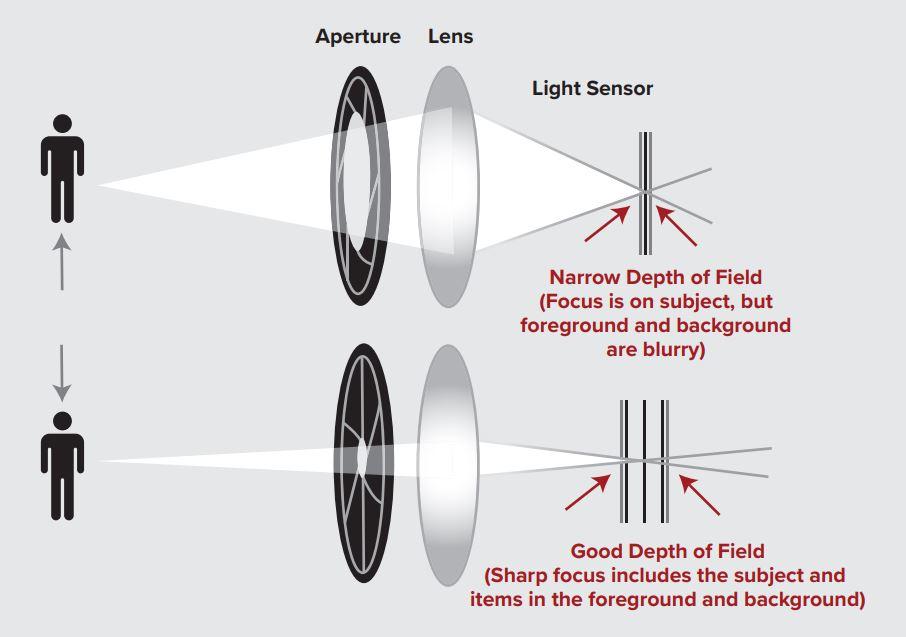
On a camera, depth of field depends on the lens’s aperture setting. If the aperture is large (top), the points of light from the subject converge onto the camera’s sensor at a steep angle, creating a shallow depth of field. When using this setting, items close to the lens and far from it are out of focus. If the aperture is small (bottom), the depth of field is deep, and more items in the view are rendered in focus.
The DOV is most closely linked to the feature under inspection. For inspecting a weld on a pipe wall, a side-view tip works best. The inspector attaches a side-view focusing tip and doesn’t need to do anything to aim it. Inspecting a circumferential weld then is a matter of twisting the insertion tube to rotate the tip 360 degrees to inspect the entire weld.
In addition to inspecting welds, a side-viewing tip is useful for inspecting anything related to the pipe wall, such as corrosion, cracks, and heat-affected zones. A direct-viewing tip is used for everything else—analyzing blockages, inspecting valves, examining fitting gaps, and any other items of interest inline in the pipe.
Tip changes often are necessary throughout an inspection. For example, the inspector may need to switch from inspecting a weld to inspecting a valve. As such, this requires switching from a side-viewing tip adapter to a direct-viewing tip adapter. This is problematic in lengthy piping systems. The first consideration is the time it takes to retrieve the insert tube and then re-insert it. The second is finding the precise location where the inspection left off.
A lens with a selectable FOV, including an FOV greater than 180 degrees, and designed with an extreme DOF can eliminate the need to change the focusing tip. A product from Olympus, a long-length scope called IPLEX GAir, is one such item.
The issue of needing a variety of FOVs is resolved by starting with an FOV of 220 degrees. This FOV is so wide that the lens can see everything in front of it and some of the view behind it. This allows the inspector to view the entire circumference of the pipe at one time. So, to inspect a circumferential weld, the inspector doesn’t use a side-viewing tip and rotate the insertion tube 360 degrees; he simply advances the insertion tube until he encounters the weld, and at this point he can see the entire weld in one view.
If the inspector wants to use a different FOV, for example to close in on a detail, he can use the interface to change it. Changing the FOV automatically changes the magnification, zooming in on the area of inspection.
Changing the FOV results in some distortion, which is inevitable. It’s similar to the distortion caused at the periphery of an image when shooting a photo with a wide-angle lens. In the case of this videoscope, distortion isn’t a problem. The system implements distortion corrections to compensate for changing the FOV.
This lens also solves the matter of a restrictive DOF. It focuses on a range of distances from 1 mm to infinity. The inspection target is always in focus, regardless of its distance from the lens.

Although many inspection methods can get beneath the surface of a pipe, remote visual inspection with a videoscope remains a critical part of a regular inspection schedule. Modern lens technology can take the hassle out of this process.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





