
















Applications Engineer and Managing Director
Fabricators looking to optimize an orbital welding system and setup, especially for high- and ultrahigh-purity applications, should look beyond the material and the machine and include the electrode.
Fielding a competitive race car requires tires engineered specifically for the vehicle, track, and course condition. Unfortunately, too many fabricators using orbital gas tungsten arc welding (GTAW) systems slap on the equivalent of discount, all-season tires, using generic tungsten electrodes. The choice all but eliminates the possibility to optimize results.
Orbital GTAW requires a tungsten electrode system that encompasses point geometry, surface roughness, shielding gas choice, and other factors that influence arc starts, arc stability, total heat input, and weld bead characteristics. Aligning all of these factors to the application leads to working cycles up to six times longer and a tungsten cost savings of more than 350 percent compared with generic electrodes.
Focusing on three factors—the chemistry, the manufacturing process, and proper grinding—of tungsten electrodes reveals why a premium-quality tungsten is a worthwhile investment.
Today’s tube and pipe fabricators face tighter requirements for weld seam properties than they did in the past. For example, the semiconductor industry is asking for narrower weld seams with finer surfaces on the inside of stainless steel gas tubes. These autogenous welds must maintain the integrity and corrosion resistance of the pipe. Some of the gases are toxic, flammable, and corrosive, and these high-purity gases must pass through the piping system without picking up contaminants. Beyond high- and ultrahigh-purity applications, designers in all industries are pushing the limits on static and dynamic forces and loads, so welds must be more robust than ever.
Meanwhile, as industry evolves, fabricators find that their working environment is becoming increasingly cost-competitive. By applying data analytics and failure mode and effects analysis, the authors of this article have identified hidden costs that increase the total cost of ownership for orbital systems at a time when fabricators need to save as much money as possible. This includes avoiding premature tungsten wear and eliminating process instabilities caused by tungsten variations.
To improve electrode performance, tungsten electrode manufacturers add dopants in the form of cerium, lanthanum, zirconium, thorium, terbium, and yttrium oxides. Oxides lower the electron work function, measured in electron-volts (eV), which is the amount of energy needed to remove an electron from an atom. For example, pure tungsten has a rating of 4.5 eV, whereas a 2 percent ceriated tungsten has an eV of 2.8. By lowering eV (or enhancing the ionization potential), oxides improve arc starting performance and arc stability.
Most operators tend to view the tungsten electrode as a static component, but as soon as welding current flows, it becomes a dynamic subsystem that influences arc physics. Specifically, the heat of the welding arc causes oxides to migrate from the relatively cooler core of the electrode to the hotter tip. There, the oxides separate (evaporate) from the base element and leave a film on the electrode tip. Tight tolerances for grain size, element purity, and composition ratio are required to ensure a consistent oxide migration and evaporation rate, which in turn maintains a consistent eV.
Because the melting points of the electrode contents vary substantially—tungsten melts at 6,192 degrees F; cerium oxide melts at 4,352 degrees—electrode manufacturers rely on the powder metallurgy process. They blend a mix of specific, very fine tungsten grain sizes (imagine packing golf balls around baseballs inside a box) to promote homogenous oxide distribution in the matrix.
After mixing, an isostatic press compacts the tungsten and oxide powders in a manner that achieves uniform density and microstructure. The brittle, uncured electrodes then are sintered for several hours in a high-purity hydrogen environment at controlled temperatures. After sintering, the electrodes are forged into their final shape, which further optimizes grain structure.
The complexity of the tungsten electrode manufacturing process offers many opportunities for error, which explains the performance and cost differences between brands.
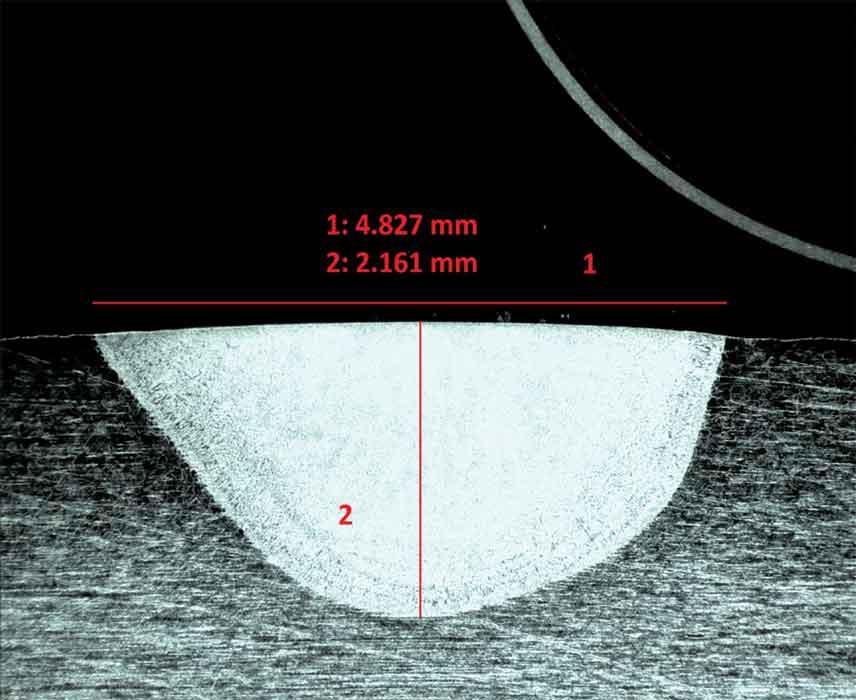
Selecting the proper tungsten electrode geometry can help achieve the optimal weld bead profile.
Geometry also plays a critical role in tungsten electrode performance. For example, coarse grinding methods increase surface area, which in turn promotes faster oxide evaporation. Surface roughness also varies each time. Hand-operated and bench tungsten grinders are best left for preparing electrodes for manual GTAW applications, not mechanized processes.
For an orbital GTAW system with a modern inverter-based power source and a good arc starting routine to achieve its full potential, fabricators must use preground tungstens prepared on robotic CNC systems. These machines produce a highly polished finish. To affect boundary layers, voltage drop, cathode spot, evaporation rate, or the relative exposed functional surface, finishes could be as low as Ra 0.01µm (0.4 microinch) with outstanding high edge sharpness or as big as Ra 3.2µm (125 microinches) with a perfectly burr-free flanks.
Moreover, a high-quality, preground tungsten offers a dimensional accuracy of ±0.002 inch and grinding angle tolerances of ±1 degree. Further, CNC machines also prepare the tip (flat) of the electrode to within ± 0.002 in. When operators use a manual grinder to put a flat on the end of a pointed electrode, it invariably leaves a microscopic burr. If the burr breaks off during welding, it can become included in the weld bead, which would lead to a reject in pharmaceutical, medical, nuclear, aerospace, and other critical applications.
To complicate matters, electrode point geometry affects the plasma cone’s shape, which has an effect on the weld bead profile.
Much of the previous plasma research in this area was done using the spot plate technique, which strikes an arc on plate for two seconds at 200 amps. This technique does not represent the fluid dynamics (molten weld puddle behavior) that occur during orbital welding. It cannot account for the torch moving from an established weld puddle into cold material, nor does it account for thermal conductivity and preheating of the tube as welding progresses.
Newer research, conducted under actual orbital welding conditions, incorporated more than 500 electrode configurations. Weld seams were cross-sectioned, polished, and examined with a scanning electron microscope. As a result, electrode and orbital system suppliers are better able to recommend tungsten systems for specific applications. For example, narrow weld seams (a weld bead of 0.08 in. on the OD) benefit from increasing and maintaining arc pressure on the tungsten, which can be accomplished with a multioxide blend that combines oxide properties.
Newer research also helps solve hidden problems. One of the authors worked with a manufacturer of parts that cost more than $100,000. Process variation was a persistent problem, which led the staff to take extraordinary measures to find the source. They calibrated the power source, calibrated the welding head, and inspected every point of the electrical circuit, yet they never considered the consumable component in the circuit: the electrode. Changing to a premium, preground tungsten solved the problem.
Depending on circumstances, cumulative deviations resulting from these factors can easily cause total heat input to vary by as much as 5 percent in otherwise identical ambient conditions. While that might be acceptable now, it won’t likely be acceptable within the next decade when end users require component fabricators to provide more complete data records and analytics.
In any orbital welding situation, high-quality electrodes lower the overall welding cost. As tested in ultrahigh-purity cleanroom conditions, an optimized tungsten can deliver more than 650 arc ignitions without delayed arc development. Instead of changing the electrode at the start of every shift, welders can use an electrode for several days. One manufacturer recorded 27 hours of arc-time with a single electrode.
Conversely, generic tungstens average about 110 arc starts, so they need to be changed more often. The associated labor cost alone wipes out any money saved on the purchase price.
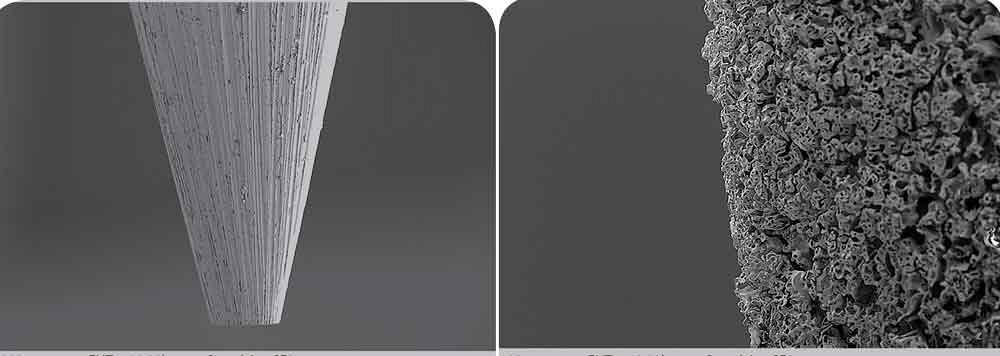
Consistency and uniformity in all aspects of this electrode’s appearance indicate that it was ground on a machine rather than by hand (left). Key elements are the profile, striations, and the flat, shown here at 120x magnification. After several hours of use, the surface appears to be covered in voids (right 1,000x magnification).
Considering the cost of weld defects and rejects, it’s better to give as much thought to electrode selection as a racing team gives to racing tires.
Xavier Jauregui is vice president of engineering for Arc Machines Inc., 14320 Arminta St., Panorama City, CA 91402, 818-896-9556, xavier.jauregui@arcmachines.com, www.arcmachines.com.
Matthias Schaffitz is an applications engineer and managing director of Wolfram Industrie, Klosterstrasse 36, 8406 Winterthur, Switzerland, 49-861-9-8790, schaffitz@wolfram-industrie.com, https://wolfram-industrie.de.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}