















CEO

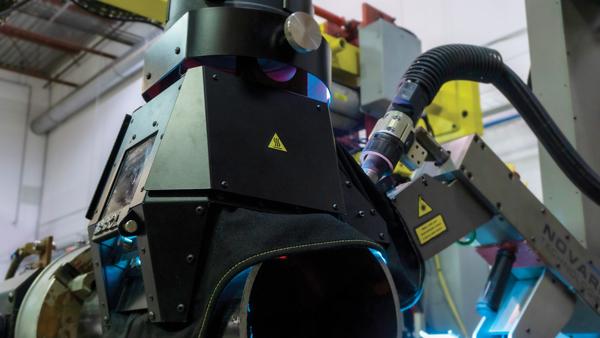
An operator monitors a pipe welding cobot in action. A feed from a camera-based vision system is shown on the monitor.
Finding an experienced pipe welder doesn’t happen often these days. The industry needs more of them but doesn’t know where to find them, and so turns to automation where possible. This includes pipe spool welding and similar setups in which the pipe is fixtured and rotated.
How well automation works, both from a business and practical standpoint, has always depended on a range of variables, two of which are how the pipe is presented to the automation and how adaptable that automation is to unexpected changes. The better and more consistent the pipe weld prep, the fewer surprises, and the easier the operation is to automate.
One challenge with pipe welding automation—and with any kind of automation, for that matter—is that once a cycle starts, an operator usually can’t account for unexpected variations in root opening, the bevel angle, or roundness. A new category of robots, however, has changed the equation: the collaborative robot, or cobot.
Nothing stops a conventional robot from moving from point A to point B, hence the need for safeguarding. Standing in its way can lead to serious injury or even death.
Not so with a cobot. Bump into a cobot and the cobot won’t keep moving unabated. It will stop. This allows the operator and others to stand near the robot during the operation itself. An operator can in this sense “collaborate” on a project, adjusting the robot motion in real time.
This has all sorts of implications for basic assembly and machine tending, areas where cobots have received plenty of media attention. But it also has some significant implications for more complex tasks in manufacturing, including pipe welding.
To be clear, cobots won’t be contorting themselves to weld pipes out of position, at least not anytime soon. They instead will thrive in areas that require less extreme ranges of motion, including in-the-shop pipe welding where the workpiece is fixtured on a rotating chuck.
Cobots designed for pipe welding look very different from other cobots designed for machine tending and assembly. They usually consist of a single arm with a welding gun on the end. The robot moves up and down (Y) and forward and back (X) to track the workpiece. During the operation it performs a weaving motion, similar to the weaving motions seen on other robotic pipe welding setups.
When you look at a pipe welding cobot in action, you’ll see a robot welding and an operator nearby observing, perhaps using the pendant control to make slight (albeit rare) adjustments when necessary. The cobot doesn’t stop throughout the entire operation. It performs continuous welding, from the root to the cap pass.
In a manual welding situation, most pipe is presented to welders with three or four bridge tacks. To prep weld joints for pipe welding with certain cobots, technicians need to produce feathered tacks that the cobot can weld over. So instead of welding conventional bridge tacks, they place three or four 1-inch stitches (depending on the size of the pipe), then grind (or feather) them to make a smooth transition between the stitch and the joint side wall.
This arc hood evacuates fumes and has welding-grade filters, so the cobot operator need not wear a welding helmet.
When welding over them, the cobot operator presses an option in the control that changes several welding parameters on-the-fly, allowing the cobot to weld over and achieve complete fusion over those tacks. After traveling over the tacks, the operator presses the same button to return the system to the normal root weld process.
The transition from manual to robotic pipe welding usually doesn’t require much change to the operation itself, particularly if welders already work with consistent weld preparations. They might need to revise their tacking practices, but that’s about it.
And because cobots do not require perimeter guarding, they do not need much more room than a manual operation does. A pipe welding cobot workcell can be as small as 4 by 4 feet. So in most cases, integrating this kind of collaborative automation requires no significant changes to the shop floor layout or overall part flow.
These days cobots can be integrated with a variety of processes, including gas metal arc welding (GMAW) and gas tungsten arc welding (GTAW). And while it’s technically possible to use cobots for both welding processes for different passes—say, have a GTAW root with a pulsed GMAW cap and fill—it’s not a common application. If a job demands GTAW for the root pass, often a company will opt for manual GTAW and then move the pipe to the cobot, which performs the cap and fill with GMAW.
Of course, it’s ideal to stick with one process—like pulsed GMAW or a metal-cored wire process for high deposition rates—for all pipe welding passes. In many cases, because cobots offer so much efficiency, changing and requalifying pipe welding process requirements are small prices to pay compared to efficiencies that can be gained.
Even though they have a short history, cobot pipe welding applications continue to evolve—and quickly. Much of it has to do with the nature of the process, including how the operator interacts with the system.
In early installations, operators loaded prepped pipe and selected some basic parameters, including the pipe diameter, schedule, and joint geometry. After the weld program loaded, the operators hit “start” on the pendant. During the root pass, they observed the operation carefully, ensuring the gun and wire extension were in exactly the right place. When they saw the weld gun approach a stitch or a variation from inconsistent weld preparation, they pushed certain buttons on the control.
Operators didn’t need to adjust every weld parameter manually on-the-fly, but they did need to initiate the cobot’s parameter-change process. Upon completion of the root, the cobot shifted to fill pass parameters, and the entire process became much more stable, with the help of laser-based joint tracking. But during the critical root pass, laser-based joint tracking wasn’t as effective as required, and operators had to remain vigilant.
Current installations still use laser-based tracking that includes a three-line laser for tracking new joints and another point laser for real-time height adjustments. And laser tracking still does very well at tracking distinct geometric features of the joint, like the top edge of a V groove.
That said, tracking deeper into the V can be a challenge, usually because of reflections of arc light and even changes in the light conditions caused by bevel geometry variations. All this causes significant interference problems for traditional approaches to laser-based joint tracking inside the V-groove joint geometry.

A real-time vision system monitors the weld, including the root opening.
Certain pipe welding cobot installations on the near horizon will support enhanced vision with camera-based systems. These allow the cobot to make automatic adjustments during the root pass to weld over tacks. And using frameworks like artificial intelligence (AI) and machine learning, pipe welding vision systems will perform root seam tracking, viewing the root and overcoming root-seam-tracking challenges. The tracking measures the distance between the toes of the bevel (top of the land) and can detect the stitches applied in the tacking operations. It also detects changes in bevel geometry, root opening, and similar inconsistencies. If those variations are within a certain tolerance window, the vision system will make welding process changes on-the-fly.
In the past operators of cobots usually had to be very vigilant during the root pass, observing the weld and adjusting on-the-fly. When they observed changes in arc characteristics—due to welding over stitches or changes in root opening or bevel geometry—they had to adjust accordingly, just as a manual pipe welder would need to do.
For instance, like a manual pipe welder performing a root pass, the cobot operator observed the weld and looked for signs of blow-through. If he saw one was imminent, he triggered a root-save function on the teach pendant, and the cobot would change about a half-dozen welding parameters to prevent the blow-through from occurring. Once the danger of blow-through had passed, the operator disengaged the root-save function on the control and welding continued.
New vision systems for pipe welding cobots, however, might not require such operator vigilance. An operator will no longer need to monitor the cobot so closely during the critical root pass. For instance, the vision system will be able to adjust weld parameters as the root opening is changing.
Vision systems could have several effects on cobot pipe welding applications. First, they will provide data that, if collected and analyzed, could make cobot pipe welding more intelligent and adaptable. Each weld log will include voltage, current, heat input, and other weld parameters used. The more cobot pipe welding applications share their data, the better the algorithms will be, and the more intelligent the cobot’s vision system could become.
This is where machine learning will play an increasingly important role. In a sense, cobot systems will learn just as a human pipe welder learns—by looking at a lot of welds, analyzing changes in arc characteristics, and learning to adjust for an ever-greater number of situations. But unlike the welder, a cobot will learn not just from every welding application in front of it, but also from information shared by other cobot welding applications. All this could lead to reduced labor requirements, with a cobot finishing a weld, from root to cap pass, without any supervision. One person could operate and monitor more than one cobot welding system, perhaps even perform weld prep as a nearby cobot welds.
A rookie operator could be trained to operate the cobot and, at the same time, learn the fundamentals of pipe welding. Technicians can look at a screen to view and monitor exactly how the cobot lays down weld pass after weld pass, from the root to the cap. They can see how the cobot adjusts during the root, note common joint geometry variations to look out for, observe weave motions that work for different weld passes, and more.
Operators still can make in-process adjustments should they be deemed necessary. For instance, they might make an ever-so-slight high-low adjustment during the fill passes. Or they might choose to change the weave amplitude or frequency. The vision system and laser tracking should make these adjustments on-the-fly, but if an operator observes a problem, he can correct it immediately.
The ability to intervene manually can be critical if, say, the cobot receives a sloppy weld preparation. For many applications, for instance, the bevel angle for the weld joint should be 37.5 degrees. If the bevel prep is 35 degrees, the cobot still can work within the set parameters. If the bevel angle is farther outside the tolerance window, the cobot still can work, but it will most likely require operator intervention.
Traditionally, automation has required upstream processes to have a certain level of repeatability. If a fabricator couldn’t achieve such repeatability, automation just wasn’t an option. Cobots still require some level of repeatability and reasonable tolerances, of course, but because of the kinds of input an operator can make, the tolerance window can be much larger. So even if a pipe welding operation needs to deal with a few bad pipes here and there, the cobot, with the operator’s help, can still get those pipes through production.

This arc hood evacuates fumes and has welding-grade filters, so the cobot operator need not wear a welding helmet.
This is one reason that, under many industry standards, welding with a cobot isn’t classified as robotic welding, where the cell is set up and the machine takes over with little if any in-process operator intervention. Depending on the exact cobot used and the nature of the application, a cobot can be classified as “machine welding” or “mechanized welding.”
This means that if an operation was welded by hand using semiautomatic GMAW, adopting a cobot would be considered a nonessential change, so you might not have to requalify the welding procedures, though you would still need to qualify welders on the new process. (Note that welding requirements vary depending on the job, the code, the contract documents, and the specific welding technology used—so as always, refer to the source material.)
Today a pipe welding cobot operator need not even don a welding helmet. Instead, a local fume collection device covers the weld, and the operator can view the weld through filters built into the end of the fume collector. The operator also views the welding action on an adjacent screen that shows weld deposition as it’s taking place—a recording made by a camera that filters out all but the most critical light wavelengths, so that the technician can see weld metal being deposited. That video recording also can be saved to support subsequent weld inspections.
This would be a midlevel or even entry-level welding position that could replace the need for repetitive manual welding, where pipe welders spend hours trying to maintain a steady weave for horizontal, fixed-position pipe weld after horizontal pipe weld.
Cobot operators could spend part of their days tacking and ultimately learning how to perform a pipe welding manually—not just in the horizontal fixed position but also in vertical and inclined positions. They also could spend time observing the cobot, watching the screen and seeing the effects of various changes to the process in great detail, like stick-out on arc parameters, including the cone of the arc and the level of penetration that arc achieves.
This clear view of the process helps welders learn. When they progress as manual pipe welders, they think about the arc view on the screen in the cobot welding cell and use that visual reference as a guide. As they become more skilled, they climb the career ladder until they reach guru status, when every day they’re presented with an out-of-position or similar pipe welding challenge.
More experience gives pipe welders greater skill, which makes them more reliable and productive. And with vision systems feeding data to the cloud, sophisticated data analytics makes the cobot more adaptable, reliable, and productive over time. People learn, the automation learns, and pipe welding reaches new levels of productivity.
Soroush Karimzadeh is CEO of Novarc Technologies.

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





