















Custom aluminum extrusions: More affordable than you think
Getting custom extrusions on time and on budget is just a matter of planning

This extrusion assembly, used for a floating staircase stringer, is a modular design that includes two custom extrusions made from 6005A aluminum. The three-piece slip-fit assemblies connect to specifically designed channels that are joined without fabrication. Photo courtesy of Almag Aluminum Inc., Brampton, ON Canada.
While steel is a material of choice in many industries, including construction, aluminum has a lot to offer. Known for its weight, strength, durability, corrosion resistance, low maintenance, and finish options, aluminum can help a product designer or an architect get to destinations that steel can’t reach. As one of the most recycled industrial materials, it also makes a substantial contribution to sustainability efforts.
Extruded aluminum components are well-suited for use in door frames, windows, curtain walls, canopies, sun shades, light fixtures, and handrail systems, and while aluminum is readily available in many off-the-shelf profiles, this isn’t the end of the road. If you’re looking for something unique or distinctive, custom extruded profiles offer nearly endless opportunities to create something new and unique. You might hesitate to venture into unknown territory where additional costs and longer lead times lurk. However, if you’re willing to take a less-traveled path, you might be rewarded with spectacular results: a signature design element, enhanced function, and greater value. A little investigation and preparation can help a designer or an architect create a product or building with distinction and differentiation.
If you’re unfamiliar with aluminum extrusions, getting started is a matter of knowing where to find solid information. Two key publications are Aluminum Standards and Data and Aluminum Design Manual, both published by The Aluminum Association. Another critical resource is extruder knowledge. Extruders vary in equipment, expertise, and capability, so shopping around early and learning as much as possible can help you plan your project while keeping costs down. The Aluminum Extruders Council maintains a membership database that helps to narrow down extruders by geographic area and extrusion capability.
Custom Aluminum Extrusion Essential Elements
The two main factors that govern a custom-made aluminum extrusion concern feasibility and funding. These are a matter of the proposed shape’s weight per linear foot and the circle size.
The combination of these two criteria isn’t as complicated as it sounds; it simply refers to the ratio between the material’s thickness and the size of its profile. Extrusion presses vary in their capability, so finding an extruder that can make a particular profile is a matter of shopping around.
For example, consider a profile that is 1 to 10 inches in diameter and has a section area from 1 to 2.5 square in. This isn’t particularly challenging, and the likelihood of finding an extruder that can handle it is very good. However, a profile that exceeds a circumscribed circle of 14 in. dia. that has a cross section greater than 10 sq. in. is somewhat challenging and will require more research to find an extrusion press that can handle it (see Figure 1).
The main cost is the extrusion die. It’s likely to be in the thousands of dollars, but it’s still a relatively small amount in the scope of an entire architectural project. Furthermore, lead times often are less than a month. These factors contribute to the affordability of custom extruding, including full-scale prototyping and subsequent revisions, if necessary.
Tooling for a bending machine and custom-made check fixtures also add to the project’s cost, so it’s best to consult with an extruder that has relevant experience to help ward off unforeseen costs and unpleasant surprises.
Order minimums are a final practical consideration. Most extruders have a minimum order size, often 1,000 to 2,000 pounds per shape. In some cases, an order charge is an alternative for a small batch. While a stated minimum can be an impediment for prototyping or when a small order is needed as an accessory to a higher-volume extrusion, bear in mind that a stated minimum might be negotiable.
Design Guidelines for Custom Aluminum Extrusions
While the limits of extruded shapes are bounded by some practical considerations, they offer substantial versatility and design freedom. Bear in mind that this isn’t a process of choosing an off-the-shelf profile and developing a design; this is a matter of creating a new profile from scratch. The extrusion process places the metal where you desire it to be for aesthetic, structural, or functional purposes. Solid or hollow, shapes can be customized to best achieve their intended purpose.
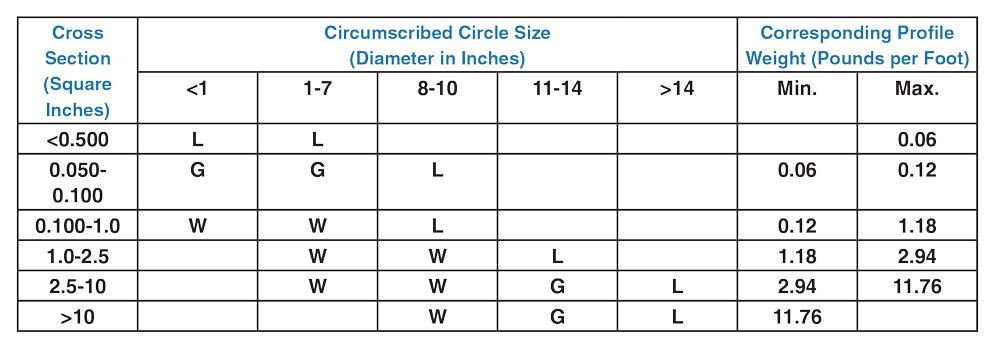
Figure 1
The availability of extruded aluminum profile depends on extruder capability. L=limited availability; G=generally available; W=widely available.
Alloy Selection. Aluminum is available in an extensive variety of alloys and tempers. For most building and construction applications, 6XXX series alloys are ideal. While other alloys may provide greater strength, electrical conductivity, other functionality, the 6XXX series is considered to have the best combination of characteristics for construction.
Alloys to consider include 6060, 6063, 6061, and 6005A. The first two usually are preferred when the aesthetic appearance is a primary consideration; the latter two are preferred when structural considerations are primary.
Alloys 6063, 6060, and their variants have the lowest strength and slightly lower costs than others while offering better extrudability and surface finish. These are appropriate for uses such as light fixtures, furniture, and entrance doors—applications in which properties such as minimum yield strength and ultimate tensile strength are not the main considerations, but where elastic buckling or deflection is paramount. Alloys 6060 and 6063 aren’t as strong in minimum yield strength and ultimate tensile strength but perform similarly to 6061 and 6005A in buckling and deflection. The modulus of elasticity doesn’t vary much among aluminum alloys, so a higher-strength alloy might provide little in the way of deflection benefit.
Because these alloys have a good surface finish, they are favored for applications that require paint or an anodized finish for aesthetic reasons.
Alloy 6061 and its variants have high strength, but this comes at a price because they have lower extrudability. The surface finish is less aesthetic than that of 6063 and 6060.
Note that 6061 often is specified because architects and designers are familiar with it. Often 6005A is a better fit, depending on the specific application.
Alloy 6005A is a more recent development than many of the others. It offers high strength, good extrudability, and favorable surface finish at moderate cost. Less quench-sensitive than 6061, it’s less likely to suffer from distortion from water quenching.
Profile Design. An expert extruder can be very helpful on profile design, especially if you’re new to extrusion. Often subtle differences in a profile’s design lead to substantial differences in cost.
First, think outside the box. Rectangle, L, C, I, and tubular are excellent for many applications, but extrusion’s benefit is design freedom. The process puts the metal where it’s needed. You don’t want to reinvent the L, the C, or the I, so think big.
Second, keep it simple. To improve the odds of a successful execution while controlling costs:
- Design with symmetry in mind.
- Make the wall thickness as uniform as possible.
- Keep tongues as wide and shallow as possible.
- Incorporate gentle corners and radii.
Unique doesn’t have to mean complex. A unique, bold, eye-catching design can be a simple design.
Tolerances and Surface Specifications. Industry-standard tolerances are listed in Aluminum Standards and Data. Note that many extruders hold tolerances that are significantly tighter than standard commercial tolerances, so a discussion with your extruder can shed some light on the tolerances that are available, along with the cost associated with the tolerances. This also is a good time to discuss any portions of the project that will be visible and surface finish associated with such areas.
Structural Considerations. Creating an optimal structure often is an iterative process, starting with the function and working through a variety of forms, considering the geometry and joining methods.
The Aluminum Design Manual is a good place to start. It incorporates the specification for Aluminum Structures, the basis for aluminum construction according to the International Building Code and most U.S. state and municipal codes. it also addresses allowable strength design; discusses load and resistance factor design; and provides key data for designing extruded members in tension, compression, flexure, and shear.
The material in the publication can help you:
- Conceptualize the function and aesthetics of an extrusion.
- Evaluate environmental conditions (such as wind and snow loads).
- Develop alternative profiles.
- Use software to design trusses, continuous beams, and frames of all types and to perform finite element analysis on nearly any type of structure or structural component.
- Use the software to vary the profiles and to estimate weights, number of extrusions, and other components.
- Choose alternative designs.
- Develop specific part designs and the extruded shapes necessary for each alternative.
- Use an iterative process to fine-tune each component to develop optimal designs, taking into account the material, fasteners, and assembly costs.
- Select one or two designs and produce the final extrusion, subassembly, and assembly drawings.
- Develop a prototype part and assembly examples as desired or required.
- Send out requests for quote.
Finishing. Upon extrusion, aluminum instantly forms a tenacious oxide film that provides protection against corrosion. Additional finishing generally is not needed except for aesthetic reasons or severe service conditions (examples include environments characterized by salt spray or heavy pollution). When additional finishing is desired, anodizing or paint, either liquid or powder, are common choices, although in some cases the designer specifies a mechanical finishing process such as brushing or sand blasting.
Most extruders either have in-house painting or anodizing capabilities, or they have established finishing service relationships that allow them to provide a finished and fabricated component. American Architectural Manufacturers Association (AAMA) Specifications 2603, 2604, and 2605 define paint finish performance and parameters, while AAMA 611 Class l and Class ll specifications define anodizing performance.
Using a Green Metal in Custom Aluminum Extrusions
A final consideration is recycled content. Aluminum can be recycled infinitely with no degradation in physical properties. Using recycled aluminum rather than primary aluminum as the extrusion feedstock significantly reduces the carbon footprint of the resulting extruded parts, because recycled aluminum requires only 8 percent of the energy to produce compared to primary aluminum. A recent life cycle analysis completed by the Aluminum Extruders Council shows that North American extruders used nearly 55 percent recycled content in 2015. It is likely that recycled content has increased since that time, as extruders have continued their efforts to provide greener products. Even at 55 percent, North American extruders used more than 3.75 billion pounds of aluminum scrap last year.
Many extruders, particularly those focused on the building and construction market, consistently offer product with substantially greater recycled content.
Aluminum Extruders Council, www.aec.org
The Aluminum Association, www.aluminum.org
About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Chain hoist offers 60-ft. remote control range

4
Push-feeding saw station cuts nonferrous metals

5
Corrosion-inhibiting coating can be peeled off after use
