
















The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.
Alloy P91 has excellent high-temperature strength and creep resistance, making it a favored alloy for piping systems for power boilers and other applications that work at elevated temperatures and pressures. The conventional welding processes, gas tungsten arc welding and shielded metal arc welding, do a good job on P91, but modified gas metal arc welding (GMAW) processes and flux-cored arc welding (FCAW) have deposition rates three to four times faster.

Exair’s new model 1008SS 1 NPT back-blow air nozzle has been designed to blow debris and liquids from pipe or hose IDs, axle housings, bores, holes, internal threads, and other internal part features found in hydraulic cylinders, gearboxes, and differential housings. An array of holes provide...

PurgExtra® from Huntingdon Fusion Techniques HFT® purges tube and pipe joints from 1 to 24 in. OD. It allows the operator to purge at recommended rates initially and then to introduce additional purge gas to create desired results. A typical application is for extra inert gas with titanium welds...
Metal fabricators are driven to compete, but they also want to do the right thing.
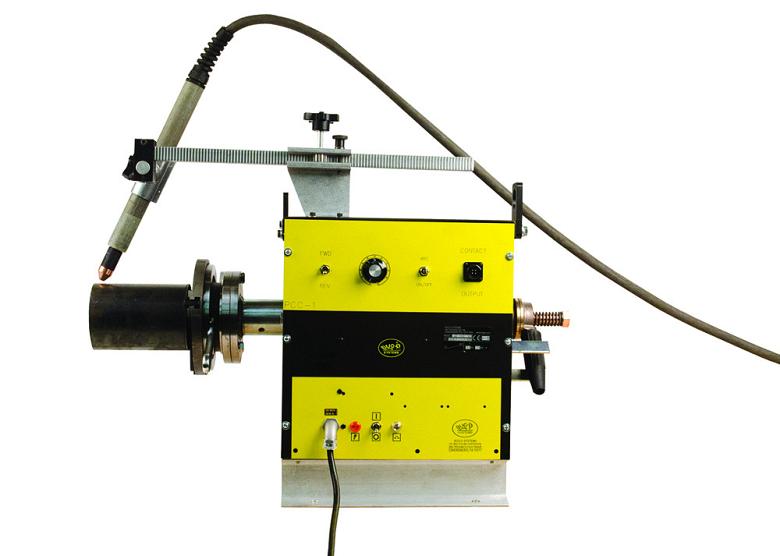
The PCC-1 pipe coupon cutting machine from Bug-O Systems is a cost-effective model suitable for welding schools and training facilities. It cuts pipe to a desired length or bevels the edges of pipe for weld prep. The machine features a self-centering speed chuck, capable of gripping up to...

Tube bending machine manufacturer Schwarze-Robitec, Cologne, Germany, has named Heike Ahlers as sales and marketing manager and has announced the retirement of former Sales Manager Jürgen Korte. Ahlers joined the company in 2013. She was significantly involved in 2015 with the opening of the...

Straus-Artys Corp. offers tube cutting machines manufactured by the Conni division of RALCitalia. The fully automatic, high-production tube cutting machine is suitable for round, square, and rectangular hollow tube, as well as solid rounds. The unit incorporates a robust saw head with hardened...

Huntingdon Fusion Techniques HFT® has developed the HotPurge® inflatable pipe purging system for heat-treated chrome and high-strength stainless steel pipe joints in which the temperatures might be as high as 1,400 degrees F for many hours. The system allows the purge to be continued safely...

Lincoln Electric has introduced two wired remote control units for pipeline welders and those working in construction applications. The wired remote controls, available with or without a 115-VAC power duplex receptacle, include a 125-ft. detachable cable. A customizable min./max. range sets in...

Designing components, assemblies, and finished products is one thing; designing them for ease of manufacturability is something else altogether. Designers and engineers can use the tips in this article to design bent tubular parts to be as simple, and therefore as economical, as possible.

Cleaning the inside of long, bent tubes is a chore, especially when it has to be done outdoors in inclement weather. Nobody knew this better than the staff at Heartthrob Exhaust Accessories, Litchfield, Minn., when they had to use a pressure washer outside during winter months. An ultrasonic cleaning machine brought the process indoors while making it faster and less labor intensive.
BLM Group USA, a manufacturer of tube processing equipment, will host a weeklong event focused on its new technologies. Tube Innovation Week, to be held June 6-10, 2016, at the company’s Wixom, Mich., headquarters, will feature the latest technologies in laser tube cutting and tube bending....

Tube Form Solutions has introduced the 150 Multi Strike ram former. This 5,500-lb. end forming machine, which runs a voltage of 240/480 VAC three-phase, can accommodate tube from 1 to 6 in. OD. The unit can perform extreme tube expansions because the tube can be formed in incremental steps to...
R&B Machining Inc., Wilmington, Ohio, has hired Kevin Hughes as its new account manager. He focuses on increasing sales of the company’s tube bending and forming tooling, tube end forming machines, and automation business. Hughes has more than 20 years of outside sales experience selling...

Mathey Dearman, Tulsa, Okla., has announced the addition of Daniel Bartyzel to its extended sales team. He joined Intermountain Marketing Group, Lone Tree, Colo., as an outside sales representative, responsible for accounts in New Mexico and Colorado. Bartyzel attended Technical Vocational...

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionPatrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...
The Tube and Pipe Association focuses on the unique needs of tube and pipe producing and fabricating professionals.
Follow the link below to find a TPA member supplier near you.




