















Achieve peak waterjet performance by optimizing components
Tips and tricks

Successful fabrication shops understand how to maximize the productivity of their waterjet machines. Peak performance of the waterjet system and its components improves cutting rates and, therefore, generates higher profitability.
A waterjet system comprises an ultrahigh-pressure pump, CNC machine, and one or more cutting heads. How these components are set up and optimized determines the waterjet system's performance.
Waterjet Basics
Waterjet cutting pumps range in size from 15 to 200 horsepower and output pressures of 40,000 to more than 60,000 pounds per square inch (PSI). Small pumps normally feed single cutting heads with small jets, while the larger pumps can feed multiple heads with larger jets.
The pump delivers high-pressure water to the on/off valve mounted on the CNC machine. The high-pressure water from the valve enters the cutting head where the orifice (0.007 to 0.018 inch ID) creates the jet (see Figure 1). The high-velocity jet creates a vacuum in the mixing region of the head. This venturi action draws garnet abrasive into the cutting head. The jet with abrasive enters the nozzle (0.02 to 0.045 in. ID) and exits as a high-velocity stream of water, abrasive, and air.
The operating parameters controlling the cutting head performance are the orifice diameter, nozzle ID, abrasive flow, and pump pressure. Other factors determining the required cut speed are the machinability of the cut material, material thickness, and desired cut edge finish.
The cutting challenge is how best to optimize these parameters and factors to maximize output. This allows the operator to meet tolerance requirements with an acceptable edge finish while providing high cut rates and parts output.
Improve Cut Edge Appearance
The cut edge has two regions (see Figure 2). The top of the cut edge has a smooth, sandblasted appearance. The bottom of the cut is striated and wavy. On high-quality cuts, known as quality 5, the smooth region extends all the way through the cut edge. On low-quality cuts, such as quality 1 or 2, the striations extend through the full surface of the cut.
After setting up the cutting head and downloading the appropriate corner slowdowns to the cut program, the operator can control the cut finish by adjusting the feed rate. It is easy to improve the quality of the cut edge by simply turning the speed control down to reduce the cutting rate. The operator must balance the need for good edge finish with the need for a high cutting speed to maximize part output.
Pump Pressure Affects Cutting Rate
The cutting pressure most directly affects the cut rate (see Figure 3). One of the easiest ways to cut faster is to increase the pump pressure. Higher pressure increases the jet velocity and the water flow through the orifice.
There is a cost associated with turning up the pressure, however. Exposing high-pressure components to increased water pressure reduces their wear life. As a result, maintenance cycles may be shortened, and pump seals, check valves, orifices, and plumbing components will need to be replaced more often.
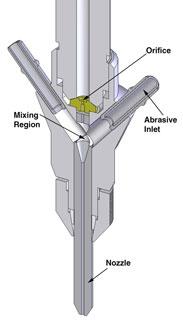
Figure 1Cutting Head Cross Section
Most waterjet pumps are rated to operate at up to 60,000 PSI, and maximum cut rates are achieved at this pump pressure. To balance pump component life with cutting rate, most shops choose to operate at a slightly reduced pressure, about 52,000 PSI.
Proper pump operation is critical to good cut quality. Worn check valves cause the output pressure to fluctuate, which causes the jet to pulse. This roughens the cut edge.
The intensifier may shift faster in one direction than the other. Pump operation should be inspected at least daily to prevent intensifier pumps from irregular shifting.
Optimizing Cutting Head Setup
The orifice area controls the water flow rate through the head. Doubling the size of the orifice quadruples the water demand on the pump at a given pressure. It is important to know what size orifice and how much water pressure the pump can support.
The ratio of the orifice size to the nozzle size is known as the cutting head combination. The combination used normally is a function of the pump size and the number of heads used. Most systems are set up to operate with a combination ratio of about 1-to-3. This ratio has proven to offer the best cutting performance and component life.
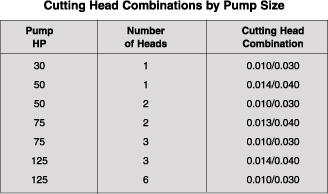
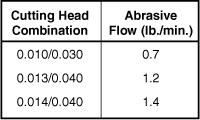
To maximize productivity, operators must use most of the available pump flow. For example, a 50-HP pump can power one 14/40 combination head or two 10/30 combination heads (see Figure 4).
Cutting head combinations larger than 1-to-3—such as a 0.012-in. orifice with a 0.030-in. nozzle—increase jet water flow and result in better cutting rates. But this approach also reduces nozzle life and increases sensitivity to stream quality and alignment.
Using smaller combinations, such as a 1-to-4 ratio—a 0.010-in. orifice with a 0.040-in. nozzle—is inefficient. That jet diameter, relative to the nozzle ID, is too small, resulting in poor mixing of water and abrasive in the nozzle. Abrasive particles in the jet are not fully distributed and have lower average velocity. This type of ratio cuts at noncompetitive rates.
Vary Cutting Head Combination for Material Thickness
Either a large or small cutting head combination can cut most materials and thicknesses. The desired edge finish can be achieved by adjusting the cut rate. In general, small combinations more efficiently cut thin materials, and large combinations cut thick materials better.
The jet makes its cut by impacting and grinding abrasive particles on the cut face and the stream advances through the material. In thick materials, the jet exit lags the jet entrance, curving the cut face. The increased jet and abrasive momentum of large head combinations maintains the waterjet integrity through greater cut depths.
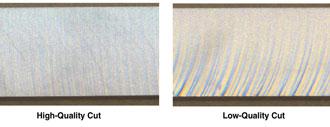
Figure 2On high-quality (quality 5) cuts, the smooth region extends all the way through the cut edge.
While thick-material cutting relies mostly on the jet volume, thin-material cutting relies mainly on the impact of abrasive particles at the leading edge of the stream. Cutting thin to medium thicknesses by splitting available pump flow to multiple cutting heads to share the pump flow can result in higher productivity.
Orifice Quality Affects Part Quality
The orifice has a round hole with a sharp top corner that creates the coherent jet necessary for cutting. In a properly functioning cutting head, the fine jet stream passes through the center of the nozzle. Good stream quality is crucial to maintaining high cut quality and cut rates.
Good orifices create a coherent jet that exits the nozzle and maintains a tight diameter at a distance from the nozzle tip. A worn orifice creates a stream with poor jet coherence that appears fuzzy and expands after exiting the nozzle. Orifices wear as the top corner either chips from time, poor water quality, or water contamination. A failed orifice can quickly make scrap parts and prematurely wear the nozzle. It is important that the operator periodically inspects the jet quality and changes the orifices to prevent making low-quality parts.
Inexpensive orifices made from artificial sapphire or ruby last from 10 to 100 hours, depending on conditions, and are susceptible to chipping. They need to be watched carefully and replaced when necessary.
Diamond orifices have superior wear life. They cost about 30 times more than sapphire or ruby, but usually last more than 1,000 hours. Diamond orifices create a stream with better coherence and hold that stream quality for a longer period of time than sapphire or ruby orifices. Because jet quality affects the cut rate, diamond orifices provide consistently better cut results than the lower-cost orifices.
Buildup from minerals and impurities in the water around the orifice can make diamond orifices appear to be worn. An ultrasonic cleaner can remove this material.
Diamond orifices are suitable for applications in which the setup of the cutting head stays constant. However, many job shops switch setups between water-only cutting of soft materials to abrasive-waterjet cutting of metals. When the setup changes, expensive diamond orifices may not be suitable because they can be lost easily.
When to Replace Nozzles
High-velocity abrasive particles erode the inside of the nozzle, making the ID larger. As the ID wears and enlarges, the jet intensity decreases. As a result, the cut edge finish is reduced, and cut taper is increased. To maintain the same edge finish, the operator may need to reduce the cut speed. The operator also may need to increase the tool offset value to make accurate parts consistently. Eventually the nozzle becomes worn and must be replaced.
Nozzles normally are discarded after their IDs have been worn and enlarged by about 0.010 in. For example, a 0.030-in.-ID nozzle with a 0.010 orifice has lost its cutting effectiveness when it has enlarged to 0.040 in. It may be possible to extend the nozzle life by running it with a larger orifice, but usually the wear pattern inside the nozzle prevents the nozzle from emitting a good stream.
Two nozzle material grades are available that offer good and better wear life. Two-thirds of nozzles used are the good grade, which is less expensive than the better grade, and normally can be used for 60 to 100 hours. The better grade has a higher hourly cost of operation and lasts more than 100 hours. The longer-life nozzles offer the benefits of better cut accuracy over time and improved productivity with fewer nozzle changes.
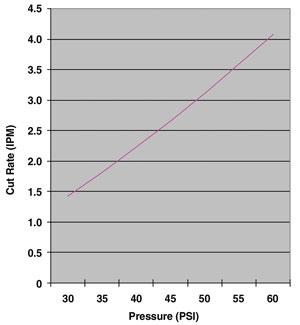
Figure 3One of the easiest ways to cut faster is to increase the pump pressure. Higher pressure increases the jet velocity and the water flow through the orifice. Shown is a 0.010 / 0.030 head combination, quality 3, on 1/2-in. steel.
The most commonly used nozzle length is 3 in. It offers the best cost-to-wear-life ratio. Longer nozzles, such as 4 in., last longer and have better jet coherence.
Minimizing Abrasives Consumption
Garnet abrasive offers the best combination of cutting rate, consumable parts wear, availability, acquisition cost, and disposal cost. The most common grade used is 80-grit alluvial. This grit size flows readily through 0.030-in. and 0.040-in. nozzles and creates a good finish.
Thick, hard materials, such as 0.75-in. or thicker steel, are cut faster with coarse-grit garnet, such as 60-mesh. Large-grit abrasives create a rougher edge finish than 80-grit or 120-grit. It is necessary to use nozzles wider than 0.040 in. ID. In addition, garnet crushed from hard rock cuts faster than the alluvial grade.
Fine-grit garnet, such as 120-mesh, cuts slower than 60- or 80-grit but produces a better finish. Materials with a noticeable edge finish, such as glass, are best cut with fine abrasive.
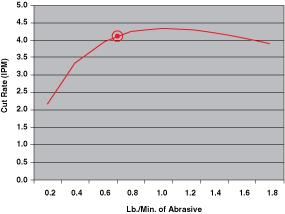
Abrasives are the highest operational expense of running a waterjet. Too little abrasive cuts too slowly, which wastes machine time. Too much abrasive overloads the stream and diminishes cut rates. Proper abrasive flow rates maximize cut rates without using excessive garnet (see Figure 5).
Single or Multiple Cutting Heads?
Prospective buyers of waterjet machines need to decide between a single-head machine with a small pump—the low-cost option—or a multiple-head machine with a large pump.
A single-head machine is suitable for prototype or one-piece part runs.
Having two or three heads with a larger pump is the most effective way to increase the waterjet's productivity without adding operators or adding more floor space. It also can help lower per-part production costs.
Often splitting the pump flow to two small heads rather than to one head is more productive, because smaller cutting head combinations use the pumps' output flow more efficiently. For example, when running a machine with two heads and a 50-HP pump, the operator can choose to cut with one large combination or two smaller combinations. Using two heads to cut thin to medium thicknesses will increase productivity by 30 percent.
If shops find that they have enough jobs to cut with multiple-head machines, they may decide they can justify the additional investment of a new system or upgrade their existing systems to add more cut capacity.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}
{kind=link}