















Engineering Manager, Arc Welding and Materials

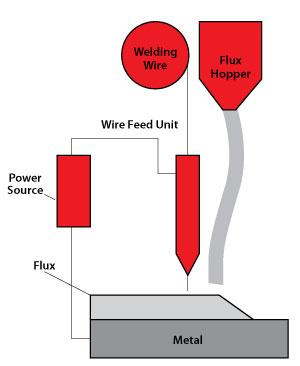
Figure 1: Deposition rates for submerged arc welding can be increased by simply extending the length of the electrode.
Submerged arc welding (SAW) is a welding process that can deliver high deposition rates and deep penetration at a very rapid pace. Heavy-duty fabricators, such as those that work with flat plate, girth welds in pipe, and spiral pipe mills, have embraced the technology to help them optimize production.
Of course, metal fabricator are always looking for increases in productivity. The goal is simple: If a company can increase the number of jobs on the shop floor, it can bring in additional revenue to grow the bottom line.
A metal fabricators doesn’t have to look far to find technology advancements that can help it boost the performance of its SAW process. A few techniques, such as increased stick-out, twin-wire, and tandem welding, are widely used and proven in production environments to help meet increased productivity goals.
Before discussing those production enhancement approaches, however, it might be helpful to understand just what is occurring during the SAW process.
The welding process first emerged in the 1930s as a means to weld straight-line seams on pipe. It grew in popularity because of production benefits that couldn’t be matched by welding processes that were more manually intensive.
Like many other welding processes, SAW begins with an electrode that extends from a contact tube. A solid wire or a cored wire can be used for this process. If cored wire is used, the SAW equipment typically doesn’t need any modifications when compared to the solid-wire equipment setup. Cored wire may deliver higher deposition rates, and the powder inside the wire influences welding chemistry and mechanical properties of the joint, which may not be possible with solid wires.
An electric current passing between the electrode and the workpiece creates an arc that melts the wire, the metal surface, and the flux. The flux is the granulated material that feeds through a hopper tube and is deposited right before the actual welding zone. As the flux is consumed, it protects the welding pool from the outside environment and also may impart characteristics to the final joint.
Typically, an automated carriage is used to move the welding torch and flux hopper tube steadily down the welding seam. Likewise, automated wire feeding and voltage and current control are necessary to maintain precise control of the welding parameters. SAW can be done manually, but those applications are very rare nowadays. Those welders experienced in running this type of operation semi-automatically are few in number, and those that can are nearing retirement.
As the welding torch moves ahead, the flux is melted and solidifies to form slag on top of the just-welded bead. This slag has to be removed, either with a simple hammer-like tool or an automated surface preparation tool.
SAW benefits are pretty evident. The controlled process leads to a high-quality and repeatable weld with little risk of incomplete fusion because of the deep penetration. It delivers a high deposition rate, as high as 100 pounds per hour when using multiple electrodes. The flux helps to eliminate weld spatter and fumes. Travel speeds for SAW can reach up to 150 inches per minute.

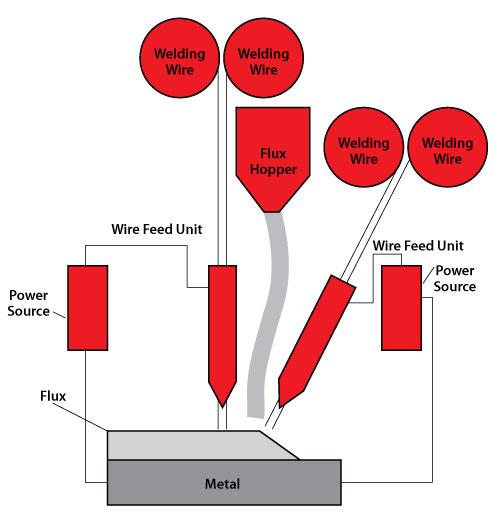
Figure 5: Tandem SAW represents a higher capital equipment investment for metal fabricators when compared to basic single-wire and twin-wire SAW, but the potential for greater deposition rates and the ability to tailor the weld are attractive to some larger companies. For example, tandem SAW is more commonly found in industries such as shipbuilding and pipe manufacturing.
Metal fabricators looking for a low-cost productivity boost might want to consider increasing stick-out (see Figure 1)—the distance between the contact tip and the workpiece. This enhancement technique is as simple as it sounds, and operationally it is identical to regular SAW (see Figure 2).
Typically, stick-out for SAW is 0.75 to 1.5 in. More stick-out might call for the distance to be increased to 2.25 in.
When increased stick-out is applied, the welding wire is preheated because of the increase in resistance from the wire being exposed. This results in an increase in wire feed speed for a given current level, which translates into a higher deposition rate. From a technical point of view, the rate of heat generation is governed by the I2R principle, where I is the welding current and R is the resistance of the welding wire from the contact point to the arc.
Taking an increased stick-out approach might cause some to worry about the wire being unable to maintain strict alignment with the weld line. But that isn’t a concern with the development of nonconductive materials that provide consistent electrode placement. These nonconductive tips look very similar to regular contact tubes, but come in various lengths, depending on how much stick-out is used. They come with an adapter that allows them to screw into the normal tip location on the torch.
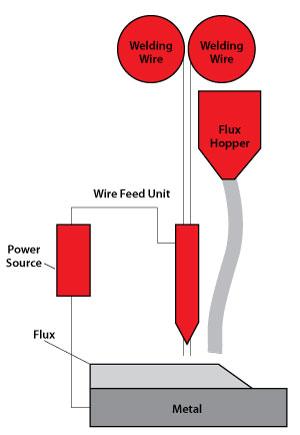
Fabricators still looking for even higher deposition rates may want to consider twin-wire welding (see Figure 3).
This technique calls for feeding two electrodes through one wire-feeding unit and into the same welding pool (see Figure 4). Both wires are fed at the same speed and have the same electrical potential. AC or DC power can be used, depending on the combination of deposition and penetration required for the application.
Twin-wire welding can be used on a typical 1,000-amp power supply that would normally be used for single-wire SAW. Also, this twin-wire approach does not require any more flux when compared to the single-wire method.
The additional wire can present some difficulties, but fabricators don’t have to worry about feeding complications. The wire-feeding unit contains a third drive roll mounted on the shaft to create an additional groove for feeding the second wire.
Keeping the wires in line with the direction of travel can be a challenge. Adding wire straighteners can help address this issue.
Metal fabricators can tweak the wire spacing by changing the contact block between the wires. Contact blocks of different dimensions are available for changes in wire spacing.
For even greater deposition rates and more control of the welding process, metal fabricators might find tandem SAW to be the right productivity enhancer (see Figure 5).
Tandem SAW typically has at least two independent arcs operating in the same weld pool and positioned to follow the direction of the torch. Each wire relies on its own feed unit. Up to five arcs could be applied in tandem to achieve substantially higher deposition rates (see Figure 6).
With this method, a metal fabricator can control each wire independently and even operate one in DC and the other in AC or variable polarity. For example, one of the most common applications is to use DCEP on the lead arc to achieve greater penetration and AC on the trail arc for increased deposition. Some systems even can operate both arcs in AC.
Advanced control technology is not necessary to run this multiarc process if a DC lead and AC trail are used. In fact, well-defined welding procedures and an experienced welder running the equipment are the keys to getting the most out of this SAW process.
These three productivity enhancements for SAW can help a metal fabricator address a need to boost productivity—or perhaps even address a change in mechanical properties of a weld, if necessary. A thorough knowledge of the application, desired outcomes, and process variations can help a metal fabricator make the best decision when it comes to improving SAW performance.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}
{kind=link}