















Contributing Writer
Gas tungsten arc welding (GTAW) is an electric arc welding process that produces an arc between a nonconsumable electrode and the work to be welded. The weld is shielded from the atmosphere by a shielding gas that forms an envelope around the weld area (see Figure 1).
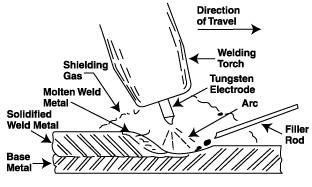 |
| Figure 1: The GTAW process is versatile and can be used on ferrous and nonferrous metals. An arc is produced between a nonconsumable electrode and the work to be welded. The weld is shielded from the atmosphere by a shielding gas that forms an envelope around the weld area. |
GTAW is versatile and can be used on ferrous and nonferrous metals and, depending on the base metal, in all welding positions. The process can be used to weld thin or thick materials with or without a filler metal.
When welding thinner materials, edge joints, and flange, filler metals are not used. For thicker materials, an externally fed filler wire is generally used. The type of filler metal wire to be used is based on the chemical analysis of the base metal. The size of the filler metal wire depends on the thickness of the base metal, which usually dictates the welding current.
The methods of operation for GTAW can be manual or automatic.
Welding procedure variables control the welding process and the quality of the welds produced. Joint configuration is determined by the design of the weldment, the metallurgical analysis, and by the process and procedure required by the weldment.
Welding variables are selected after the base metal, filler metal, and joint configuration have been selected. The fixed welding variables include the type of filler metal, electrode type and size, the type of current, and the type of shielding gas.
The adjustable variables control the shape of the weld by affecting things such as bead height, bead width, penetration, and weld integrity. The primary adjustable variables for GTAW are welding current, arc length, and travel speed.
Secondary variables also aid in controlling the welding process, but it is more difficult to calculate the extent of effect. The secondary variables include work and travel angle and the distance the electrode extends beyond the end of the cup.
The electrode material for GTAW is made from a tungsten alloy. Tungsten has one of the highest melting temperatures of any metal, about 6,170 degrees Fahrenheit (3,410 degrees Celsius).
The size of an electrode to be used is determined by the welding current required. Larger electrodes permit higher currents to be used. Smaller diameter electrodes may be used for welding thinner materials or while welding out of position.
Following is a list of various types of tungsten alloys used:
1. Pure tungstenis used on nonferrous metals, such as aluminum and magnesium, and is typically used with a balled-end preparation on alternating current (AC) (see Figure 2).
 |
| Figure 2: Pure tungsten is typically used with a balled-end preparation. |
2. Thoriated tungstenis the most common type of tungsten electrode for use on carbon and stainless steel. It can be purchased with 1 or 2 percent thorium. The thoriated tungsten starts readily and maintains a stable arc. It has a greater resistance to contamination and will maintain a sharp point and will not break down as readily as pure tungsten.
3. Zirconiated tungstenis typically used for welding with higher AC currents on nonferrous metals.
Preparing a point or using an electrode taper angle applies to thoriated tungsten. Thoriated tungsten electrodes are ground to a point to give better arc starting, with high frequency added. This provides the arc ignition and keeps the electrode from contacting the work. It also aids in stabilizing the arc.
The degree of taper affects the shape and amount of penetration of a weld. To reduce the number of times the electrode must be sharpened, the welder needs to develop the skill of not touching the tungsten to the work during the welding process. The recommended taper length is 21/2 to 3 times the diameter of the electrode (see Figure 3).
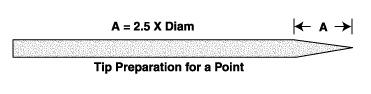 |
| Figure 3: Proper electrode tip preparation is essential for achieving proper weld penetration. |
Argon and helium are the two most commonly used shielding gases used for GTAW. The characteristics most desirable for shielding purposes are the chemical inertness of the gases and their ability to produce smooth arc action at high currents. Both gases are inert, causing an ionization effect in the welding arc. They protect the tungsten electrode and the molten weld pool from the atmosphere.
Gas purity affects a weld. Metals will withstand small amounts of impurities, but, for the best results, the percent of inert gas used should be at least 99.9 percent pure.
Argon is heavier than helium and may be supplied in liquid or gaseous form. Argon provides for good cleaning action. The flow rates are determined by the size of the tungsten and the gas cup diameter. Argon is suitable for welding similar and dissimilar metals and works well while welding in the vertical and overhead welding positions.
Helium is a lighter inert gas. It can be distributed as a liquid, but is used more often as a compressed gas. It leaves the weld area faster than argon, and higher flow rates are necessary when using it.
Helium produces a narrow but deep heat-affected zone (HAZ), which is good for welding on heavier metals. It is suitable for welding at high speeds and gives good coverage in vertical and overhead welding positions. It helps to increase the penetration, and when used as a back purge, it tends to flatten the pass of the weld bead. Helium is suitable for use on thicker nonferrous metals.
Argon and helium mixtures are used when welders need the control of the argon and the penetration of the helium. This mixture is not necessary when welding plain carbon steels.
Typical mixtures vary, depending on the application. It is often used for automatic welding applications.
Argon and hydrogen mixtures are often used for welding of stainless steel, INCONEL®, and MONEL®. This mixture should not be used when welding plain carbon steels. The typical mixture is a 95 percent argon and 5 percent hydrogen.
Nitrogen can also be used as a shielding gas, but is rarely used because of its higher current requirements. It is suitable for welding copper.
The current depends primarily on the type of metal to be welded, the current levels required, and the availability of the machine that produces that type of welding current.
Direct current electrode positive (DCEP) (reverse polarity) is sometimes used to weld very thin nonferrous metals, and is also used for balling the tungsten electrode. Direct current electrode negative (DCEN) (straight polarity) is used most commonly to weld stainless steel and ferrous metals.
AC current, with the addition of high frequency, is most commonly used for welding some nonferrous metals such as aluminum and magnesium. It provides good cleaning action and gives moderate penetration.
The five basic types of joints are the butt joint, the corner joint, the edge joint, the lap joint, and the tee joint (see Figure 4). Of the five types of joint designs, the butt and the tee joint are the most commonly used.
 |
| Figure 4 |
The strength of a weld joint is another factor contributing to weld joint design. Weld joints can be either partial or full penetration, depending on the strength required of the joint. Weld joint design or weldment configuration for GTAW is determined by the type of metal, configuration of the weldment, designated codes and specifications, and the metallurgical analysis. Several factors influence the joint design to be used, including the strength required, the welding position, the metal thickness, and how accessible the joint is to the welder.
The purpose of any joint design is to produce a sound weld deposit with the desired properties as economically as possible. The edge and joint preparation are important because they will affect both the quality and the cost of welding.
Before using GTAW, several steps must be taken to prepare the electrode and the weld joint, fixture the weldment, set the variables, and preheat the base metal, if necessary. The amount of preparation depends on the size of the weldment, type of base material, fit-up, and the quality requirements.
Electrode Preparation. Electrode preparation depends on the type of electrode and the welding application. The tip may have a ground point or a ball end for welding with AC.
To prepare an electrode with a point, the grind marks should run parallel to the electrode.
To prepare a ball on the end of a tungsten, the power supply must be switched to DCEP (reverse polarity). Then, after starting the arc between the electrode and a piece of scrap metal or copper, it must be maintained at a moderate current level. The tip of the ball should be perfectly clean, shiny, and have a mirror-like finish.
Preparing the Weld Joint. When preparing the weld joint, several different methods can be used, including oxyfuel cutting, plasma cutting, shearing, machining, air carbon arc gouging, grinding, or chipping. Remember, preparing the weld joint properly will help produce a sound weldment and meet the requirements of quality standards for welding.
Cleaning. Cleaning the material to be welded is important. GTAW welds are often susceptible to contamination during welding. The surface to be welded must be free from oil, grease, paint, dirt, oxides, and other foreign material.
Aluminum has an oxide coating that, if not removed, will contaminate the weld area. Cleaning solutions, wire brushes, grinders, and abrasive blasting are some of the methods used to remove these contaminants.
Fixturing and Positioning. Fixturing and positioning will also affect the shape, size, and uniformity of a weld. Fixtures hold the weldment in place while controlling distortion, helping to locate and maintain parts in their position relative to the weldment.
When fixturing is employed, it can reduce the time for welding. Positioning will help move the weldment into a flat position to improve productivity for the welder.
Chill blocks, heat sinks, or backing bars may be used when welding some metals to prevent burn-through, reduce base material temperatures, or to minimize distortion.
Preheating. Depending on the alloying elements in the base material, the thickness of the steel, and the configuration of the joint, preheat is sometimes needed. The amount of preheat needed for a given application is usually obtained from the welding procedure. Several methods of controlling preheat temperature are available, including furnace heating, electric induction coils, oxyfuel torches, and resistance heating blankets.
The preheat temperature can be measured using temperature sticks, crayon pellets, temperature indicators, thermocouples, thermistors, or infrared thermometers.
Learning the fundamentals of the GTAW process will increase the welder's ability to produce quality weldments. Knowing the correct consumables, equipment, and preweld preparation necessary will help the welder troubleshoot welding problems.
Having a good understanding of the GTAW process will help the welder make wiser choices when choosing filler metals, tungsten electrodes, and shielding gases. The welder will also be able to choose the correct type of equipment based on the welding application when welding carbon steel, stainless steel, or nonferrous metals. Preweld preparation is also essential to producing sound weldments.
Another essential skill for a welder in producing quality work is getting the correct training for various applications, and practicing those learned skills necessary for quality workmanship.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





