















TCP Trainer and Application Engineer

What does good welding look like? A good-looking weld is clean and the same color as the base metal inside and out.
Gas tungsten arc welding (GTAW) is the process most often used to meet high aesthetic and quality standards. It is the most complex of welding processes and takes considerable practice to master. Judging the quality of a TIG weld is often as simple as evaluating the bead’s appearance. Apart from more sophisticated forms of inspection, a simple visual inspection of the weld can tell you much about its quality. Because of its simplicity, visual inspection of welding often can be the easiest to perform and is usually the least expensive to conduct. If carried out correctly, this type of inspection usually is an effective method of maintaining acceptable welding quality, preventing welding problems, and ensuring welds are strong and durable.
How do you visually distinguish between a good weld and a bad weld, and what are the necessary adjustments to turn a bad weld to good?
First, consider these fundamentals required to achieve a good weld with any of the welding processes:
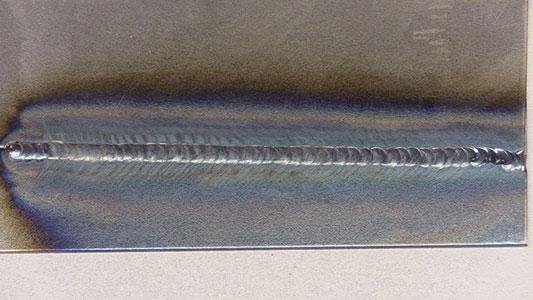
The goal of a weld bead is to create a strong bond with the base material that has sufficient penetration or fusion. A good-looking weld is clean and is the same color as the base metal, both inside and out-. The width of the bead should be consistent and have an attractive face surface profile. The edges of the weld bead should have a smooth transition into the base metal without undercut (a defect that appears as a groove in the parent material).
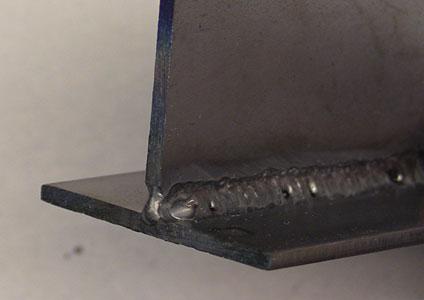
The profile face of a groove weld should be flat or have minimum convexity. A fillet profile can be concave, flat, or minimally convex. A fillet weld created without filler material will have a concave face.
Generally speaking, just because a weld looks bad doesn’t mean it is. Small areas of porosity may be acceptable, along with mild undercuts. Unevenly spaced bead laps are usually fine.
A bad weld—one that has a high probability of failing—will have the following telltale characteristics.
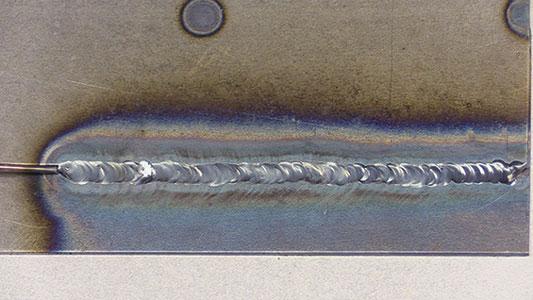
Burnout. Heat buildup in the weld and base material causes burnout or excessive melt-through at the end of the weld. To avoid burning out, start at the left side of the workpiece first, weld about an inch, and then stop. Begin again on the right side and overlap the first weld.
Modern welding equipment can help minimize the chance for burnout. Pulse welding technology offers more controlled heat input and bead width, which helps reduce the likelihood of burnout. This technology is particularly useful when welding nickel-based alloys such as INCONEL® and stainless, which are especially sensitive to heat input.
No Filler Metal. Even when you are welding thin material, it is usually necessary to add filler material. Dip the end of the rod in and out of the leading edge of the weld puddle about every ¼ inch of travel and watch carefully to avoid laying bits of filler metal on the old, unfused base metal. Never pull the end of the rod too far from the puddle.

The width of the bead should be consistent and have an attractive face surface profile. JulAug14PWT.
A good rule of thumb is to stay in the area of the shielding gas coverage. This stops oxide from forming on the rod and keeps the end of the rod hot. An unheated rod or pushing the rod too far into the puddle will cause the puddle to go cold, resulting in an inconsistent bead. Adding the right amount of filler at the right time will achieve a uniform bead of proper proportions.
Incorrect Filler Metal Size. Your filler metal diameter should be about the same thickness as the base material. If you use an oversized filler rod, chances are the process will not generate enough heat energy to raise its temperature fast enough to allow it to melt smoothly into the weld pool. A rod that is too small for the process will be consumed so quickly that a consistent weld bead will not be possible either.
In addition, the filler metal rod must be in the same metal family as the base material. For instance, a low-carbon-steel base material requires a low-carbon filler metal rod. It’s also important to consider the service application of the weld, such as building up a wear point on a crankshaft. The shaft is in the median carbon family, so the filler electrode rod must be matched accordingly.
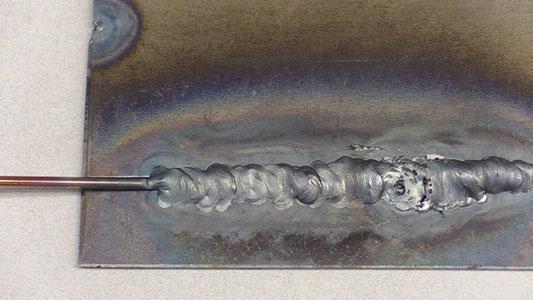
Incorrect Amperage. Incorrect amperage can go in two ways—it can be set too low (cold) or too high (hot). Amperage that is set too low will result in high, narrow, and erratic beads that have not fused properly with the base metal. The weld pool will be hard to start and move.
Amperage that is set too high will produce a wide, flat bead that has no distinct bead pattern. It will most likely be overheated to the point that the metal becomes brittle, which is an invitation for weld failure.
Tungsten Inclusion. A tungsten inclusion is caused by dipping the tungsten electrode into the weld pool or touching the filler metal rod to the tungsten while welding.
Scattered tungsten inclusion is a result of using a tungsten electrode that is too small for the amount of current being passed, causing small pieces of tungsten to be blown off into the weld pool.
Porosity. Porosity is caused when dirt or oil on the base material vaporizes and forms a gas pocket in the weld pool. Be sure to clean your weld zone properly. Also, protect your shielding gas flow from any breeze or draft, which may blow the shielding gas away from the weld pool and cause porosity.
The shielding gas must be set correctly as well. Oftentimes welders use more shielding gas pressure than necessary, creating turbulence. Turbulence pulls outside atmosphere into the weld pool, contaminating the molten metal. This creates porosity much in the same way that too little shielding gas pressure will. What’s more, an arc that is too long is inefficient and increases spattering, so it’s important to keep the arc as short as possible.
Undercut. Undercut is generally a side effect of setting your amperage too high or your arc length too long. The excessive arc length and current leaves a groove in the base metal along both sides of the bead, which reduces the strength of the weld. Undercut can also occur when your welding travel speed is too fast.
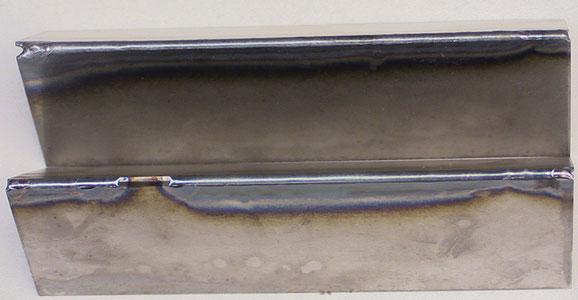
The burnout seen on the top weld occurred because too much heat had built up over the length of the bead. You can avoid this by starting the weld on the left side first and stopping after about an inch. Restart your weld from the right side and overlap the first weld, as shown on the bottom weld.
To avoid undercut, reduce the amperage setting and, if needed, slow down your travel speed. To improve the wetting action, position the welding torch or gun at a slight angle toward the direction of travel. This will aid in a smoother weld metal to base metal transition.
Excess Face Reinforcement. Using more weld metal than required to fill a groove weld joint tends to result in excess face reinforcement. Overwelding will not make the weld more robust. Instead, a large, oversized weld pulls on or stresses the edges of the weld during cooling, which in turn causes cracking. Add only as much filler material as necessary to produce a flat or slightly convex weld face.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}