















Product Specialist

Robotic welding systems provide speed, accuracy, and repeatability in many fabrication and manufacturing applications, features that can increase productivity and consistency and reduce rework. It’s important that you don’t fall victim to some common myths, however, to gain the best results from welding automation.
Robotic welding systems provide speed, accuracy, and repeatability in many fabrication and manufacturing applications, features that can increase productivity and consistency and reduce rework. The opportunity for savings is a primary reason many companies make the investment in automation. The shortage of skilled welders entering the workforce also helps make welding automation an appealing option.
However, it takes more than just installing a system to have a profitable automated welding operation. Neglecting other important steps in the process — preventive maintenance, operator training, and the use of complementary equipment called peripherals, for example — can result in a system that is not performing as well as it should. A robotic welding system is only as strong as its weakest link; therefore, a less efficient process can lead to more expenses via rework and downtime in the long run.
Following are some common myths about robotic welding systems that can keep a company from fully maximizing its return on investment (ROI) and advice to address those misconceptions.
Actually, small-diameter contact tips do a better job of preventing burnbacks in certain robotic welding applications than larger tips. A burnback occurs when the wire welds to the contact tip.
Typically, contact tips are around 9 to 10 thousandths of an inch larger than the wire diameter matched to them. A contact tip used with wire that has a diameter of 0.045 in., for example, actually has a bore of about 0.055 in. dia. During the course of welding, that contact tip bore (also referred to as the inside diameter or ID) increases as it heats up. It can become even larger due to mechanical wear, such as that caused by wire feeding through it. Contact tips with larger IDs can allow the weld current transfer point (the area of the contact tip ID that transfers the weld current to the weld wire) to vary. This causes microarcing, which ultimately leads to more frequent burnbacks.
Microarcing, a phenomenon that occurs when there is not enough pressure between the contact tip and wire, causes electrical resistance and small arcs on the ID of the tip. It is a common misconception that the opposite is true. Many welding operators believe the problem arises because the contact tip puts too much pressure on the wire and reach for a larger-diameter contact tip.
A better solution, particularly for solid-wire applications, is to undersize the contact tip; that is, choose a contact tip with a smaller ID for the given welding wire. Doing so helps create a stronger electrical connection between the wire and the contact tip, which helps improve conductivity while also addressing potential wire feeding issues. Among the other variables in this equation are wire quality and type. Always consult with a trusted welding distributor, welding specialist, or robotic welding system integrator for assistance before undersizing the contact tip.
Contact tip quality also is an important consideration. High-quality contact tips can further minimize issues like burnback and premature tip wear.
Preventive maintenance is necessary for maximizing the ROI of a robotic welding system. It can help prevent unscheduled downtime, poor-quality parts, and costly repairs. It can even help prevent failures that require replacing equipment.
In addition to the system, the robotic gun, consumables, and cables all benefit from preventive maintenance. Skipping this important part of the process can result in wire feeding issues, premature gun or consumable failures, and any host of costly problems.

Peripherals, such as a nozzle cleaning station, are additional equipment that can protect the robotic welding system investment, maximize its effectiveness, and reduce costs.
Schedule time to check connections throughout the system, from the front-end consumables through the gun and power pin. This task can easily take place during routine pauses in welding cycles or between shifts to prevent rework and downtime. Check the front-end consumables regularly for wear and spatter buildup and replace as necessary.
It also is important to maintain the tooling and fixturing on a regular basis. Verifying tool center point periodically is another important cost-saving measure; it helps ensure that the robotic welding system continues to operate within its proper parameters and provide consistent weld quality.
Maintain the robot arm according to the manufacturer's recommendations, assess individual needs, and plan the preventive maintenance schedule accordingly.
Peripherals, such as nozzle cleaning stations, are additional equipment that can maximize the robotic welding system's effectiveness and reduce costs. This equipment is particularly helpful in minimizing the downtime from manually cleaning and replacing the consumables.
A nozzle cleaning station (also called a reamer or spatter cleaner) removes the spatter buildup in the nozzle. A clean nozzle is important for good shielding gas flow, which minimizes porosity issues that lead to rework or scrapped parts. Additionally, most nozzle reamers include an antispatter sprayer that coats the nozzle, tip, and gas diffuser to reduce spatter buildup on the ID of the nozzle.
While a nozzle cleaning station requires additional capital investment, the payback period typically is rather short.
Reprogramming the system rather than correcting the position of the neck after a crash or impact is a common practice. However, this approach means the gun neck no longer meets the precise specifications to which the robotic system was designed. This can cause missed or misaligned welds and tooling and fixturing clearance issues It also can cost time and money and create confusion down the road when the neck is changed out or replaced and it's no longer at TCP.
A neck checking fixture (or neck inspection fixture) is another key peripheral that requires an upfront investment but can offer long-term benefits, such as reduced downtime and increased productivity. This fixture checks the profile of the neck to ensure that the contact tip is at the correct TCP. If the tool point is off because of an impact or other problem, the neck can be readjusted back to the correct TCP. It also is recommended that you check a new neck before installing it to make sure it has been manufactured correctly and has not been damaged in shipment or handling. Most neck checking fixtures accommodate standard necks for a particular brand of robotic gas metal arc welding (GMAW) gun. They are designed with precision-tooled components to guarantee accuracy after long-term use.
A trained welding operator can use the checking fixture to inspect the TCP and simply adjust the neck accordingly. This adjustment helps prevent costly rework caused by missing weld joints. Accurate neck adjustments also prevent the downtime necessary to reprogram the robot to meet the welding specifications with the existing bent neck.
A neck checking fixture also can reduce downtime and costs when exchanging necks from one robotic GMAW run to another, which is especially advantageous for companies that maintain a large number of welding robots. Welding operators can simply remove a damaged or bent neck, replace it with a spare that has already been inspected and adjusted, and put the robot back in service immediately. The damaged neck then can be set aside for inspection and TCP adjustment while the robot is still online.
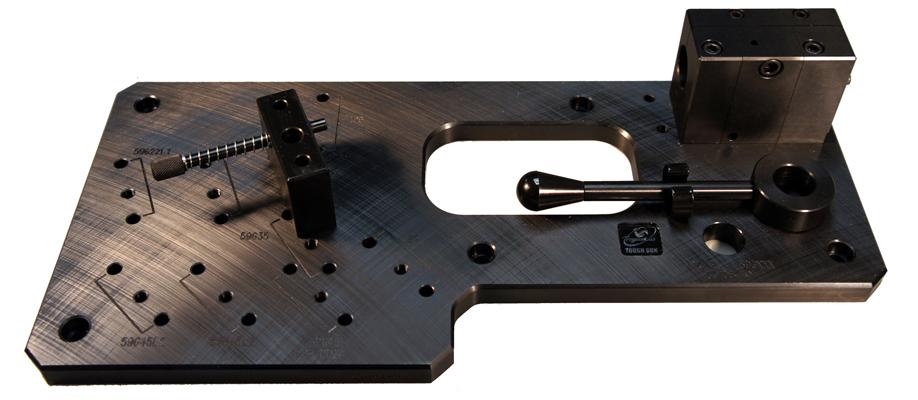
This neck checking fixture (or neck inspection fixture) tests the tolerance of a robotic GMAW gun’s neck to the tool center point so it can be readjusted after an impact or after bending from routine welding.
Some companies may consider rejected parts and rework to be a routine outcome of using a robotic welding system; however, they can reduce or even avoid costly rework with proper training and equipment maintenance.
After the robotic welding system is installed, it's important to have someone trained to properly program and adjust the system as needed. Otherwise, the welding operator may be unsure of how to adjust the system and put up with less-than-optimal production levels and rework rates, causing additional costs and downtime.
Having an employee with welding experience who is trained to reprogram the system or touch it up as needed helps a company maximize the benefits of a robotic welding system. Working with a trusted welding distributor and/or robotic welding system integrator is a good way to ensure the best training. In most cases, training is part of the robotic welding system package, and additional refresher courses also are available to help maximize the efficiency of the operation.
Busting these common myths and following best practices when it comes to maintenance, consumable selection, and software programming can help you get the most from your robotic welding system. Increased productivity, quality improvements, and reduced rework and downtime are possible when all of the parts in the system are working together properly. It may take some additional investments to reach those goals (as in the purchase of peripherals), but the benefits are sure to be worth it in the long term.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





