















Taking advantage of laser welding
Use increases as laser welding becomes more familiar

Applications for laser welding have increased steadily in recent years because, like laser cutting, the many advantages of laser processing are being recognized and exploited to produce better products at greater productivity and lower cost. Laser welding is versatile and is applicable for joining miniature electronic components or welding steel structures in excess of 1 inch (25 millimeters) thick.
Laser beams were applied to welding shortly after the invention of the laser. Laser beams were used for thick steel plate welding since the early 1970s, when experimental electric discharge CO2lasers with output power exceeding 10 kilowatts (kW) were available on a limited basis.Laser welding experiments were also conducted with special CO2lasers capable of bursts of several seconds of power exceeding 100 kW and capable of penetrating up to 2 inches of steel (50 millimeters). The feasibility of laser welding structural, ship and pipe steels, and nuclear and aerospace materials was investigated and demonstrated during these early tests.
Now, lasers with power ranging from hundreds of watts to 60 kW and specifically designed and manufactured for production operation are available.
Because the capital cost for laser welding equipment is relatively high, economic justification must be carefully analyzed and aggressively pursued in exploiting the potential benefits of the process. Many benefits of laser welding, such as high speed, high productivity, and low heat input, are similar to benefits offered by laser cutting.
However, the advantages of laser welding must sometimes be considered during product design if maximum benefits are to be realized.This article provides a brief background on laser welding, summarizes the key benefits of the process, and gives several application examples where these benefits are being exploited.
Laser Welding Process
The System. A typical laser welding system includes a laser beam generator, beam-directing optics to transport the beam to the work and focus it to the required spot size and power density, and a workstation containing workpiece handling equipment that may feature manual or automatic loading and unloading.
CO2and Nd:YAG lasers are used for nearly all industrial welding applications. For CO2lasers, the beam-directing optics are individually adjustable mirrors. For Nd:YAG lasers, which produce light of shorter wavelength and may not be as powerful as some CO2lasers, fiber-optic delivery may be used as well as mirrors.
However, the CO2laser is the only one capable of sufficiently high output power to be considered for welding thick steel plates. A number of types of CO2lasers exist, including slow and fast axial flow, diffusion cooled, and transverse flow systems, all with specific advantages for specific applications.
The transverse flow CO2laser produces the highest power and is the only laser available to date that has demonstrated the capability to weld steel plate up to 1.5 inches (38.1 millimeters) thick.
The Process. The most distinguishing characteristic of the laser beam for welding--in comparison to the arc, resistance, or other common heat sources--is its high power density.
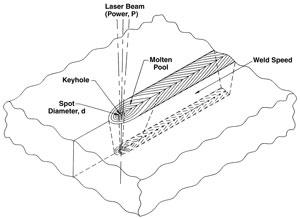
Figure 1
For most industrial laser welding applications in which keyhole (deep penetration) welding is required, a laser beam of several kW is focused onto the material surface with a focus spot diameter of approximately 0.004 inch (0.1 millimeter) or larger. This results in power density in the range of 106 to 107 W/cm2 at the beam focus, which is similar to focused electron beams for welding.
At this power density, pressure generated by beam-material interaction creates a keyhole in the material, as shown in Figure 1. The keyhole is filled with metal vapor and surrounded by a thin cylinder of molten metal. As relative motion between the beam centerline and workpiece occurs, the molten metal flows around from the front of the keyhole and solidifies at the back, forming a laser weld.
Plasma, which may form as a result of the interaction between the high- power-density laser beam and metal vapor streaming from the keyhole, is suppressed using a flow of nonreactive or inert gas. Helium is commonly used for plasma suppression (particularly for high-power CO2laser welding), but at low powers other gases, such as argon, may be advantageous.
The key process parameters for laser welding include laser power, weld speed, and focusing optics. All of these parameters are interactive. For a given focusing optic and material thickness, and assuming that full-penetration welds are desired, the higher the power, the faster the weld speed.
The focal length of the optics influences the beam spot diameter at focus. For a given laser beam, the focus spot diameter varies directly with focal length.
For a short focal length optic, focus spot size is small and power density is high. This results in a narrow fusion zone at fast weld speed and low laser power for welding thin materials.
However, depth of focus is also small for short focal length optics, so the beam diameter increases rapidly with distance from the optimal focus position. Small depth of focus results in limits to penetration depth or material thickness that can be welded and also requires that the focusing-optic-to-workpiece distance must be accurately maintained during welding.
Conversely, long focal length optics have larger depth of focus appropriate for welding thick material, but wider fusion zones results due to the larger spot size. Power density required for deep penetration welding is increased by increasing laser power.
Long focal length optics have the advantage of being more tolerant to work distance variations. Also, because the focusing optics are more remote from the interaction point, they are less susceptible to fume or spatter contaminants generated by the welding process.From the previous discussion, it can be seen that selecting appropriate focusing optics is essential for achieving optimal welding performance for each different application.
As mentioned, the heat source provided by the laser beam is highly concentrated. Most of the advantages offered by the laser welding process stem from this feature. These advantages include high productivity, low heat input/ low distortion, deep penetration, repeatability, and ease of automation.

Figure 2
These beneficial characteristics are briefly discussed in the following paragraphs with some examples that illustrate their application.
High Productivity
High travel speeds and deep weld penetration both contribute to the high productivity of the laser welding process. Typical travel speeds for production laser welding processes range from 40 to 400 inches per minute (IPM) (1 to 10 meters/minute). Many sheet metal applications with material thickness ranging from 0.03 to 0.08 inch (0.75 to 2 millimeters) are welded at higher speeds, while thick-section welding applications tend to require slower travel rates.
In any case, these speeds offer productivity advantages over arc welding processes, which range from 10 to 80 inches/minute (0.25 to 2 meters/ minute). Additionally, the deep penetration characteristic of laser welds usually allows single-pass welding.
The maximum thickness that can be welded in a single pass is determined by the maximum power of the available laser. For example, a 3-kW CO2laser can effectively weld steel up to about 0.2 inch (5 millimeters) thick, while a 25-kW CO2laser can weld 1-inch- (25 millimeters-)-thick steel.
In addition to single-pass welding at relatively high speed, the laser process commonly does not utilize filler material (which is necessary for multiple-pass arc welding). Thus, additional cost savings are realized.
Finally, because laser welding is a noncontact process with minimum thermal distortion, fixturing may be simplified, resulting in shorter loading and unloading time and lower fixture cost.
The automotive industry has recognized the advantages of laser welding and has been increasingly implementing the process in their factories for more than a decade. A primary application has been laser welding of circular transmission components with material thickness usually ranging from 0.04 to 0.25 inch (1 to 6 millimeters) (see Figure 2).
These automotive transmission components are specifically designed for high-power density beam welding at high speeds. Advantages include significant weight reduction and the ability to join low-cost low-carbon steel to higher-cost alloy steels, resulting in lower-cost, higher-performance components.
Also, transmission subassemblies can be designed that would not be possible without laser welding. Typical cycle time, including load and unload, for automobile transmission components is about 10 seconds. Thus, a single laser system can produce in excess of one million parts per year.
Other applications in the automobile factory, such as laser welding of tailored blanks, are also being pursued.
Figure 3
Low Heat Input
The high travel speeds used in laser welding minimize diffusion of heat into the surrounding metal. Therefore, heat affected zones (HAZs) are narrow and there is less chance of thermal damage to nearby features or components.
This benefit was realized at an early stage as laser processing was developed, and is one reason why lasers are used in a large number of hermetic sealing applications. For these applications, low-power laser beams that do not exhibit significant deep penetration are utilized. In addition, the laser beam is often pulsed to further minimize heat input.
Metal enclosures can be joined without damage to electronic devices packaged inside. Electronic relay cans, where glass bead feed-throughs are positioned relatively close to the weld joint, are good candidates for laser welding. Because of the minimum heat input, relay cans may be laser welded without damaging these heat-sensitive feed-throughs.
Another example is laser welding of air bag inflators. For this application, the final closure weld must be formed on a device containing highly reactive chemicals. The minimum heat input provided by the laser joining process maintains the peak temperature below the threshold value for ignition of the contents.
Precise welding of medical devices is another application in which the advantages of laser welding are exploited. The ability to weld these components precisely without inducing damage to contained thermal-sensitive components has made possible the fabrication of miniature devices that cannot be manufactured by alternate methods.
Distortion results in all fusion welding processes because some shrinkage inevitably occurs when the fusion zone solidifies and the material cools to ambient temperature. Because the laser welding process uses minimum heat input, resulting in small fusion zones, distortion is maintained at a minimum.
Laser welding of tailored blanks takes advantage of this benefit by producing large sheet metal blanks between bare or coated steels, which exhibit little or no discernible distortion. Close-tolerance automotive transmission components, such as laser welding of gears to housings, also take advantage of this minimum distortion feature.
Deep Penetration
In addition to increased productivity and the ability to laser weld metal in excess of 1 inch (25 millimeters) thick in a single pass, deep penetration welding offers other benefits. These may include simplified part designs resulting in stronger components, which can be produced at lower cost.
In some cases, lasers provide the only viable welding option. One structural panel design being laser welded for ship-building applications uses the deep penetration capability of the laser process to form seam welds between plates and stiffeners. This process cannot be accomplished effectively by conventional arc welding techniques.
Thick Plate Welding
Welds are normally formed with CO2lasers in a single pass without the use of filler wire. However, filler may be added if extra material is required to compensate for joint fit-up or to change chemical composition in the weld metal.
Fusion zones normally exhibit depth-to-width ratios in the range of 10:1, resulting in very low energy input and minimum distortion as well as relatively high weld speed. For best results, the process generally requires high-quality material with minimum contamination and nonmetallic inclusions. Absence of foreign material reduces the occurrence of porosity and other material contamination-related defects. As for most welding processes, cleanliness of the material at the faying surfaces and adjacent to the joint is usually necessary to obtain optimal results.
Low carbon and alloy steels, stainless steels, other specialty steels, and nickel base alloys have been successfully laser welded and tested. In many cases, laser welds have exhibited better mechanical properties than welds made by more conventional processes.
Laser welds in steels containing carbon in excess of 0.25 percent normally exhibit hardness associated with high quench rates. Indeed, because the welds are formed so rapidly with minimum heat input, quench rates resulting from the cool bulk material adjacent to the fusion zone may result in hardness approaching theoretical values. Welds formed under these conditions may require a post-heat treat cycle following laser welding.
Another consideration in selecting laser parameters for welding thick plates is cooling rate. As mentioned earlier, because of the high speed and minimum heat input associated with the laser welding process, cooling rates are very high, leading to high hardness in steels with high carbon or high carbon equivalency.
By selecting laser welding conditions that produce wider fusion zones and slower weld speeds, cooling rates can sometimes be reduced, resulting in less fusion zone hardness while still maintaining many of the advantages of laser welding.
Slower welding speed is one method of reducing hardness. Another method is to form an immediate second weld pass on or adjacent to the initial pass. These techniques reduce the cooling rate and lower hardness, but require additional weld time, which decreases productivity.
The relationship of laser beam penetration versus welding speed for various laser beam power up to 45 kW is shown in Figure 3 for low-carbon steel up to 1.5 inches (38 millimeters) thick. The welding conditions represented in these relationships were for full continuous penetration of the steel plate and would be typical parameters for production.
For metal up to approximately 0.62 inch (16 millimeters) thick, the welds were formed in the flat position. For thicker materials, welding was performed horizontally. It has been found that the weld puddle cannot be supported by surface tension when welding materials greater than 0.62 inch (16 millimeters) thick in the flat position because molten metal will drip out of the joint.
When welding in the horizontal position, the weld puddle is supported by the side wall and welds up to 1.5 inches (38.1 millimeters) have been successfully formed. A backup bar can be used if it is necessary to weld thicker materials in the flat position. However, backup bars usually become fused to the weldment and are difficult to remove.
Repeatability/Ease of Automation
The laser welding process exhibits good repeatability and is easy to automate. These features make the process an excellent choice for high-productivity processes such as some of those discussed previously.
Processing may be highly sophisticated, making use of computer-numerically controlled (CNC) manipulators, robots, or other highly automated systems for production of millions of parts. Where small lots of parts requiring frequent changeover must be joined, the laser process is adaptable to operator-controlled manipulation.
Laser welding has numerous advantages and benefits. Some of the more important of these have been noted in this article. To obtain maximum benefit from laser welding, users must take full advantage of the salient features that the process has to offer. In some cases, this requires tailoring product designs to exploit laser welding capabilities.
About the Authors
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...




