















Senior Editor

In 2004 Impulse Manufacturing had your typical job shop floor. Jobs came in, bounced around the shop to various areas, and then headed out the door. Part flow wasn't top of mind.
The company had made some significant machinery investments, including laser cutting systems with material feeding towers, automated turret punching cells, robotic welding, and a powder painting line. Unfortunately, those machines sat idle longer than they should have, even during good times. Bottlenecks occurred. New machines alone didn't bring in more business.
"We needed a support structure," recalled Bobby Densmore, director of operations at the 125-employee fabricator in Dawsonville, Ga., north of Atlanta. "When you buy million-dollar equipment, you need to be able to attract the best customers in the world."
The best customers in the world do care about manufacturing technology, but most of all, they care about a controlled manufacturing process that ensures the parts they receive are on time and meet or exceed quality standards. Just as you can't inspect quality into a part, neither can you automate quality into the part. Instead, quality comes from a manufacturing process that's continually monitored and measured (see Figure 1). As the mantra goes, if you don't measure it, you can't improve it.
Starting in 2004, the Impulse management team set out to do just that.
As Densmore explained the part flow, training, and IT infrastructure changes that have transformed the company in recent years, his glance strayed periodically to a buzzing smart phone. Messages flew in about order status, machine maintenance, quality reports, and so on. He could be an archetype of the future manufacturing executive—always wired, able to pull up a job's status in an instant.
The turnaround didn't happen because the shop fell on hard times. When Densmore came onboard in 2004, he said the shop was humming along—not growing by leaps and bounds, but not suffering either. The owner, Ron Baysden, just wanted to take things to the next level. Baysden launched the business more than two decades ago as, of all things, an assembler of children's rides. After purchasing equipment and bringing metal fabrication in-house, he began to pick up contract work in other industries, especially the heavy-equipment sector. By 2004 heavy-equipment customers brought in the lion's share of revenue. Since then the shop has diversified greatly and quadrupled its annual revenue, without quadrupling its work force.
"This is where technology has helped us so much," Densmore said. "We're four times bigger than we were in 2003, and we have the same size engineering staff. We've been able to take on so much more volume with the same number of people and do it faster and more accurately."
Serving as a backbone is the company's custom, in-house online tracking system that works together with JobBOSS shop management software to monitor parts as they travel around the shop floor. The IT backbone also monitors machine settings, maintenance needs, and employee performance.
"We've got an internal Web system that pulls information from JobBOSS and presents that information to different departments," Densmore explained. "Each department needs to see information differently."

Figure 2Engineering Manager Jeremy Johnson uses SolidWorks to prepare a job for the shop floor.
For instance, the turret punch press operator first needs to know what material to run. So in this case, the software pulls job data per the schedule and sorts all of it by material type and thickness. Automatic programs, developed internally at Impulse, do the material picking transactions in JobBOSS for all first-step operations. The turret punch press operator then knows which material to set up for the run first, followed by another kind of material, then another.
The turret punches those sheets, and then the punched blanks move on to the bending area (if required). There, the Web system feeds the job information in a different way, this time via the part number, showing operators what blanks need to be bent first, second, and third, so all bent components reach the welding cell when needed.
A job first goes to the engineering department. Impulse's three engineers use SolidWorks® to redraw and enhance customer drawings with bend allowances to match available brake tooling and other details and unfold the part for processing (see Figure 2).
"We have all the bend allowances programmed into our CAD system. We customized the system so that when we import customer files, everything converts automatically to fit the machines we have on the shop floor," said Jeremy Johnson, engineering manager.
They then upload the drawing to Impulse's custom online system. From there the scheduling department takes the data detailing the unfolded blanks, nests parts, puts them on the production schedule, and sends the files to the shop floor.
Tubes arrive at a dock adjacent to the company's BLM tube cutting center, at the southwest corner of the 150,000-square-foot shop. For one of its main tubular product customers, Impulse arranged a simple kanban program. Orders arrive from the customer at about 10 a.m., and Impulse runs the laser, fills returnable racks up with cut tubes (see Figure 3), delivers the rack to the customer in the evening, and then sends the invoice. When the customer needs more products, it returns the rack for another "fill-up." If Impulse doesn't have empty racks, it doesn't run the tube laser for that product line. This simplifies the ordering process and shortens that all-important order-to-cash cycle.
At the northwest corner of the plant, flat sheets arrive and are loaded onto towers that feed sheets to five Mitsubishi cutting lasers with capacities up to 5 kW. One operator runs all five lasers, which together process about 2 million pounds of sheet metal a month. The scheduler programs part groupings (nests) using Ncell and sends the files directly to the computer adjacent to the lasers. The operator receives nests and sends those jobs out to the lasers. The company's three towers have eight shelves, each carrying a different sheet thickness, from 20 gauge to 0.5 in.
After this the laser cuts the sheets, and the parts are moved to the offload tables. As a rule, only one nest is allowed on these tables at a time. In the past laser operators would stack finished cut nests, maximizing machine uptime during their shifts. But as any lean guru will tell you, machine uptime doesn't matter. The trick is to shorten the time a part spends between the first and last manufacturing process, and this becomes harder when the floor is flooded with excess work-in-process. Excess WIP means workers spend too much time looking for and moving parts, and not enough time making parts.
"In the past jobs would become buried behind other jobs, and inventory would be lost or damaged," Densmore said. "With faster throughput and less WIP now, operators don't have the opportunity to cherry-pick jobs, so orders are processed in the proper sequence."
Lead-times have plummeted because of this. Quick-ship sheet metal and tubular products can be delivered within 48 hours, Densmore said, while the overall standard lead-time—for formed, welded, and painted products—has dropped from three weeks to two weeks or less.

Figure 3The tube laser cuts parts in the afternoon for a shipment to be delivered to the customer in the evening via returnable racks, shown at the far left.
Next to the lasers, near the center of the north wall, sits the company's Finn-Power Shear Genius® turret punching center with an automated part stacker. After primary cutting, blanks get a paper traveler complete with a part number and a bar code, which stays with the product as it flows through bending, welding, and other secondary ops.
These primary processing areas don't seem unusual, until you look at some of the computer and quality systems in place. At Impulse, every operator is part quality assurance manager. If operation settings deviate more than 10 percent from standard operating settings for a particular metal, the job appears red on the online system.
Acting as a quality manager, the laser operator can compare an actual cut edge with on-screen sample photos of bad edges (again, part of that custom online system) and make necessary machine adjustments. But if those adjustments deviate more than 10 percent from the norm, preventive maintenance is scheduled.
"The operator has responsibility to ensure he's making good parts and that the machine is running at optimal conditions," Densmore said. "The theory is that as we move farther in time from the last PM [preventive maintenance], we know the machine conditions erode. The operator has the flexibility to make adjustments to ensure the product is good, but once we drop below 90 percent of standard conditions [that is, more than 10 percent from normal], our cost increases by running slow or doing rework for bad cuts."
In each operation the company tracks quality via parts-per-million (PPM) measurements. If a customer requires a certain PPM—that is, only so many bad parts per million—that PPM level is carried throughout the plant, because operators conduct quality checks at every stage. If someone in the bending department catches a quality issue with a flat blank he's working with, he flags it immediately, keys it into the online system, and the cutting department's PPM score for the job changes.
The earlier a problem is caught, the less expensive the mistake. The company's official QA personnel usually handle a part after cutting, bending, and welding. If a badly cut part makes it all the way to QA, it's an expensive mistake.
The QA department itself is no longer confined to a single room (see Figure 4). True, certain parts make their way into a separate room that has a Virtek blank scanner and a Faro arm for 3-D inspection. But much of the quality inspections are performed by technicians at mobile QA stations strategically placed for efficient part flow.
"All first-article inspections are done by our QA department," Densmore said, "and they get a full PPAP [product part approval process]. We do this for all first articles, whether the customer asks for it or not."
Why go through the trouble for every customer? "We build our system to the most stringent demand of the time," Densmore explained. "Customers three years ago put some heavy demands on us, but those demands aren't very stringent anymore, compared to what some new customers are bringing in. We bring in the work and figure out how to make the entire system better. We don't want to be in a situation where we make one level of quality for one customer and another level of quality for another. You can't manage a process that way."
The company also has integrated a custom "quality alert" system into its Web interface. Say a customer receives a batch of product. After getting the product, the customer realizes he forgot to specify one attribute in his original part drawings. He calls Impulse to report the error, and at this point managers and engineers make the change in the company's in-house drawings and immediately flag the change in the online system. This means that the very next time the job runs, it will carry that new attribute. The online system also effectively creates a complete online documentation of the event, to minimize customer miscommunication.

Figure 4A quality assurance technician uses a gauge at one of the company's mobile measuring stations, placed for optimal part flow through the plant.
Shop managers promote continuous improvement with, among other things, the principles behind PDCA, or Plan-Do-Check-Act. With any major issue, the department supervisor, production manager, scheduler, engineer, and operator meet to discuss options and carry out PDCA—plan it, do it, check it (that is, measure the outcome), and if it produces the desired results, institute it (act).
The PDCA meeting, along with all of the company's improvement efforts, centers on what the company calls the "Impulse Manufacturing Methodology," which aims to reduce waste in every facet of the business. This includes waiting for parts, defects and rework, excess material handling, excess inventory, maintenance issues, safety, and ergonomics. And like everything else at Impulse, issues are tracked online, detailing what the solution is and whose responsibility it is to carry it out.
Two areas highlight the result of such improvements. In the press brake area, operators reach for blanks placed on tables that are nearly the same height as the brake bed, reducing heavy lifting for the operator (see Figure 1).
In the welding department, booths don't look like typical welding booths (see Figure 5). They're long and narrow, almost like welding "lanes"—and there's a reason for it. Outside each booth, fixtures are staged. A green tag indicates a fixture has been to the machine shop, adjacent to the welding area. There, machinists check the fixture to ensure clamps are in good condition and that locating pins aren't worn. Welders place the fixture and parts on a cart and wheel it into their welding lanes. They perform the welds near strategically placed ventilation units at the other end of the lane. They then wheel the product out so it can flow to the next operation. The lanes decrease unnecessary movement and make the entire operation more efficient—and safer, thanks to the ventilation units.
The company also added a weld monitoring system from Impact Engineering, which tracks arc-on time. As Densmore explained, "The supervisor will get a figure showing the exact amount of arc-on time, how many minutes a welder spends pulling the trigger and making quality welds each day." If those minutes fall, the welder and supervisor work together to improve that arc-on time via better or more efficient clamping, improved ergonomics, tool placement, or anything else. "We've almost doubled our efficiency in the welding area since implementing this system."
Another part of the Impulse Manufacturing Methodology is what managers call the "Five Star Program" (see Figure 6). At Impulse, every employee—regardless of experience—starts as a "one-star" worker. "It doesn't matter what skills you had before," Densmore said. "For us, you're entry-level."
All personnel must pass basic tests in each department, be it in bending, welding, cutting, grinding, or painting. A worker's ID badge shows how many stars he or she has. Personnel with previous experience potentially can quickly climb the ranks to five star, but everyone starts at the same place.
The five-star system, PDCA, safety, and quality measures all comprise what managers call the "Impulse Manufacturing Methodology (IMM) Audit", a periodic, internal, self-imposed audit of each department to ensure all the processes are in place to make the best parts as efficiently as possible.
Densmore boiled it down to a sentence: "It proves each department has trained people who operate safely, efficiently, and have measurements in place to ensure we don't make defective parts."
One February afternoon at exactly 12:24 p.m., an operator at the powder coat line checked his readings and recorded chemistries into the online system. Every hour he does a cross-hatch and adhesion test too. If a bad result comes up, it's also recorded in the online system.

Figure 5Welding booths at Impulse are arranged so that tools are within easy grasp, and fixtures are staged on racks directly outside, ready to go exactly when the welder needs them.
"Some customers [using Impulse's powder coat services] are now requiring these kinds of details," Densmore said. "They actually want to know where your pH and conductivity levels are on a certain day. Everything has turned into a science, so they can ensure, as much as possible, a guaranteed repeatability on every part."
Every morning the company runs an Excel report showing the previous day's critical measurements and compiles everything into departmental scores, which consider productivity and safety, among other factors. If a certain score drops, it is flagged so personnel can dig deeper, uncover the issue, and implement prevention and improvement measures.
Is it overkill? The ISO auditor who visited the shop in November didn't think so at all. "We were recertified to ISO 9001:2008 in November," Densmore said, "and he said we were the best company he's ever seen when it came to applying the ISO principles and putting them to work. We didn't do [the ISO certification] just to get a piece of paper."
Most important, customers don't think such process control is overkill either. The better control Impulse has over its processes, the better control it gives its OEM and tier manufacturing customer base. Such finely tuned processes didn't prevent Impulse from downsizing last year; business conditions dropped too severely to avoid it. But the processes allowed the company to recover quickly— and dramatically.
And as everyone at Impulse knows, numbers don't lie. The company has doubled its number of customers during the past six months.
Rickey Moulder probably won't forget the workday he had one Thursday in December. Moulder is press brake department supervisor for Impulse Manufacturing in Dawsonvile, Ga., and on Dec. 17 he got to explain a bit about sheet metal fabrication to Vice President Joe Biden. An Associated Press photographer even got a great shot of him holding a sheet metal part and standing next to a sign explaining the company's press brake operations. That's not something you see every day.
The vice president visited the rural north Georgia community, including Impulse Manufacturing, to tout a $33 million project that will bring a fiber-optic Internet network to the region, representing one of the first funding awards from $7.2 billion in stimulus money for broadband Internet that Congress approved in early 2009.
That money may well help companies like Impulse. The company monitors shop floor operations and integrates that data into a Web-based platform that Impulse developed internally. Outside the office, employees can log on to a virtual personal network and view up-to-the-minute productivity data, at least in theory. The area's poor Internet connectivity slows things considerably.
"It's almost a line-by-line display sometimes," said Bobby Densmore, director of operations. "It sometimes looks as if we're working with an old-fashioned dial-up connection."
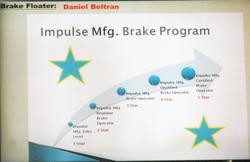
Figure 6Impulse managers have tailored a "Five Star Program" for every department. Once an operator passes a series of tests, he can move up the ranks to become a certified operator, be it in welding, bending, cutting, grinding, or painting. The press brake program is shown here.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





