















Senior Editor

Figure 1
A cup brush cleans a weld, removing impurities and slag. Photo courtesy of Weiler Corp.
Power wire brushing removes burrs and cleans impurities off various surfaces. Brush types abound—wheel brushes, cup brushes, end brushes, and specialty brushes reach into corners and crevices like few other finishing tools can (see Figure 1). Like grinding down weld metal with an abrasive disc, though, cleaning and deburring with a wire brush remains by and large an intensely manual process. Choosing the right brush for the job and using the right technique can have a dramatic impact on throughput.
Unlike a coated abrasive, a wire brush isn’t a metal removal tool. Sure, it’s possible to work a brush really hard and remove a bit of metal, but it’s not recommended. The brushes won’t last long, simply because they aren’t designed to accomplish the tasks of an abrasive grinding disc.
Also unlike their coated, bonded, or nonwoven abrasive cousins, wire brushes will not load up with previously ground particles. When surface material like rust is cleaned with a wire brush, there’s no place on the brush for the particles to accumulate.
Before refining brush selection and technique, it helps to understand how a wire brush actually cleans and deburrs. “A wire brush really consists of thousands of little impact tools on the surface of metal,” said Debbie Gaspich, director of product management, thin wheels and construction products North America, at Saint-Gobain Abrasives, Worcester, Mass. “Time and time again, the wire tips are attacking the surface to remove the adherence, be it rust, paint, oxidation, slag, or anything else.”
Rich Pavlek, technical services engineer for Brooklyn Heights, Ohio-based Osborn, used a soft wire finishing brush to illustrate. Try gently running your fingers across the tips of those wires, and you’ll of course feel a scratching sensation. Push down into the bristles below the wire tips, and that scratching sensation goes away, because the tips aren’t making direct contact with your skin.
The tips of the wire do the work, and nothing else. If the tips aren’t at or near perpendicular as possible with the workpiece, they aren’t making full contact. If they aren’t making full contact with the workpiece, they aren’t working efficiently.
Material. “One of the biggest concerns we hear about is cross-contamination,” Gaspich said. “When you’re working on carbon steel, you use a carbon steel brush. But when you’re working with stainless steel or aluminum, you need to use a stainless steel or aluminum brush. If you use a carbon steel brush on stainless, the carbon from the wire brush will start to contaminate the stainless steel and will cause it to oxidize and rust.”
She added that an operator can use a stainless steel brush on carbon steel. But once that stainless wire touches the carbon steel, it should not be used for stainless steel.
Sources recommended that fabricators label and perhaps even color-code their brushes to ensure operators never use the wrong brush for the material (see Figure 2). One color may indicate stainless, another color carbon, and so on.
Brush Shape and Diameter. A stringer bead wheel brush can work well for cleaning pipe and similar welds between passes. A cup brush works well for cleaning surfaces. Narrow end brushes work well for cleaning in confined spaces, like holes. The logic behind brush selection goes back to how brushes behave in operation. If used on a flat surface at a high speed, narrow end brushes will flare out. This means that the wire tips don’t have direct, near-perpendicular contact with the surface, and so they fail to work as they should.

Figure 2
This wheel comes color-coded in red, indicating its intended use for certain materials. Photo courtesy of Saint-Gobain Abrasives Inc.
Cup brushes clean surfaces well because they have a wire arrangement that flares only slightly at the right RPM. Use an end brush in the same situation, and the wires will flare out significantly, hindering cleaning efficiency. “The end brush really is designed to be used in an application where the flare is controlled,” said Brian Mills, product manager-industrial production at Weiler Corp., Cresco, Pa. “It will typically be used in a tube, hole, or channel that will restrict the flare.”
The application’s surface feet per minute (SFPM) requirements and available power tool sizes dictate wheel or brush diameters. In fact, the diameter variable intertwines with speed SFPM requirements (see the Speed section).
Wire Diameter. Thin wires (like 0.014 in.) are more flexible and resist fatigue, but they’re also less aggressive; thicker wires (such as 0.025 in.) are stiffer, more aggressive, but also are less resistant to fatigue. “You always want to choose the finest wire diameter that will get the job done,” Mills said. “That’s because the larger the wire is, the more susceptible it is to breakage.”
Wire Style. Twisted or knotted styles produce the most aggressive action, while crimped wires are less aggressive. “If you’re cleaning away light surface oxidation or rust, a crimp style will work well,” said Pavlek. “But if you’re working with heavy scale, then you want a knotted or twisted product.”
Wire Density. As sources explained, greater wire density also can help extend brush life, because more wire tips are there to do the work. Such wire density can be a benefit for some applications, especially in extending brush life, but a detriment to others, because high wire density makes the brush less flexible and conformable to some surfaces.
Trim Length. A shorter wire extending from the brush hub has less give and will tend to have more aggressive action. This is the case with encapsulated wire brushes, which leave only the wire tips exposed around the hub circumference.
“The downside to encapsulated products is that you lose flexibility,” Pavlek said. “But they give you aggression when you need it, because only the wire tips are exposed.”
Longer wire lengths reach into tight areas and can be very effective at cleaning certain part geometries. For instance, if operators need to clean threads, they most likely will use a brush with longer wires, because the long, thin wires can flex down into the valley of each thread. “If you need to clean a standard V thread,” Pavlek said, “you wouldn’t want a short trim length. You’d rather go with a longer trim and, say, a 0.006-in.-diameter, depending on the threads you’re cleaning.”
“That’s a perfect example of what makes wire brushing great,” said Gaspich. “Wire brushes will not change the geometry of the threads [by removing material]. They’ll just go in and clean the threads.”
Just because wires flex doesn’t mean they can reach into every nook on every workpiece. The brush shape also plays a role. Say a finishing operator needs to clean a corner. So he uses a cup brush to finish a surface, then moves to an adjacent corner. From the operator’s perspective, the brush may be working just fine, flexing and conforming to reach in and dig out the impurities buried in that tight corner. But then he lifts the brush and sees that although the area around the corner is clean, the corner itself still has debris in it. So the operator tries again, to no avail.
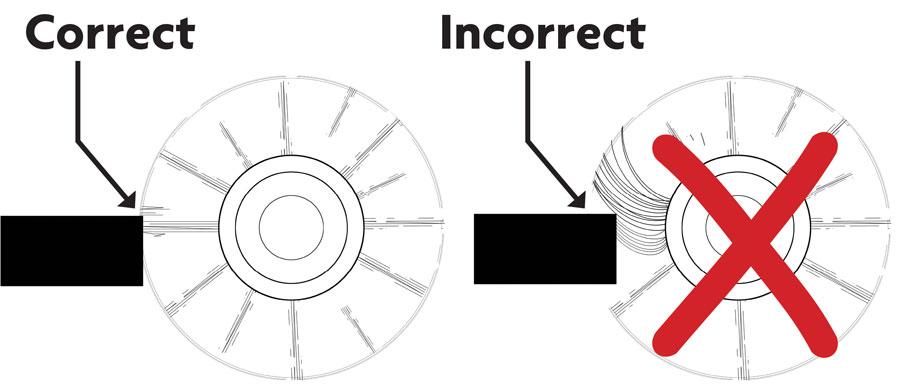
Figure 3
When an operator bears down on a wire brush, the wire tips don’t make full contact with the work, the brush becomes less effective, and it wears prematurely. Image courtesy of Saint-Gobain, Norton Abrasives.
Operators should choose a brush designed for such a job, one with filaments that make full contact with all surfaces in tight corners and crevices.
Mills described one situation that exemplifies how subtle brush selection can really be. Say an operator is using 10-in.-diameter brush wheels with large-diameter wire and long trim length, and finds that the brushes aren’t lasting as long as he would like. What if he chose a smaller-diameter wire with higher density? This may help extend brush life, because more wires are there to do the work. The high wire density means the wires are tightly packed, which affects their flexibility (high density is less flexible than low density). That flexibility may be adjusted by altering the trim length: longer if the operator needs more flexibility, shorter if he needs more aggressive finishing action.
“It’s like an art,” Mills added. “There’s a fine line between what will work the best and what will barely get by.”
Regardless of how much thought goes into brush selection, no brush will work as it should with the wrong power brushing technique. Here is where SPOT comes into play. Mills used the acronym to describe the basics behind wire brush selection and use: Speed, Pressure, Orientation, and Time. The more finely tuned the first three are, the shorter the last becomes.
Speed. According to sources, speed is one of the most misunderstood of all the variables, and much of it comes from misinterpreting the brush rating system. A brush speed rating gives its maximum RPM for safe use in a free-spinning state: the maximum safe free speed, or MSFS. A utility brush rated with an MSFS of 2,000 RPM is designed to be used on a low-RPM tool, like a power drill. “If you use that same brush on an 18,000-RPM die grinder, you will get a very dangerous result,” said Mills.
The MSFS is a safety rating only; it doesn’t represent an ideal speed for a specific application. A wheel may be rated to work safely at up to 20,000 RPM, but this probably isn’t the ideal speed for the job.
Brush vendors publish charts showing recommended surface feet per minute for brushing applications. If a wheel is used to, say, remove burrs from a certain material or clean certain welds, the chart shows a recommended SFPM. “You figure it out by knowing the diameter of the brush and what RPM it’s running at,” Gaspich said.
Say an operator is using a 6-in.-diameter wheel running at 3,500 RPM. That equates to about 5,400 linear SFPM. As Gaspich explained, if an operator needs to clean welds, vendor-specific charts may recommend 7,000 SFPM or even higher, so that operator has the wrong brush and/or power tool for the job.
Sources emphasized that this is only a starting point. The true ideal RPM really hinges on the job at hand—the geometry, the type of burrs, brush characteristics, the material, and so on. To find the optimal speed, an operator can “tune in” the brushing application over time. And in many cases, the optimal RPM may be just a fraction of the MSFS.
The choice of power tool matters here, be it a right-angle grinder or anything else. Like the brush, the power tool should be matched with the application. In some cases, variable-speed grinders may be a wise investment, because they allow the operator to tune in and find the optimal speed for the brush and workpiece.

Figure 4
Operators approach workpieces at an angle that ensures the wire tips contact the workpiece fully. In this setup, the operator can take a closer-to-parallel approach, because he’s using a relatively low-RPM tool. Photo courtesy of Osborn.
Quite often speed problems don’t arise because of operator error, sources said, but simply because they don’t have the right power tool for the job. Say an operator has a 4.5-in. grinder with a single speed of 10,000 RPM. “To accommodate, you could drop the wire diameter down, just to give you a little more flexing,” Pavlek said. Of course, this isn’t ideal.
MSFS is a key factor, of course, and should be considered at the outset when matching a brush to a power tool. “If you have a 4.5-in. grinder, don’t automatically think that any 4.5-in. accessory will fit on it,” Gaspich said, “even if the brush will fit within the guard clearance.”
A 4-in.-diameter cup brush, for instance, may be rated at a slower MSFS (like 8,500 or 9,000 RPM), much slower than the maximum speed of a typical 4.5-in. angle grinder. At excessive RPMs, the wire brush filaments flare out, become less effective, and will break in short order. The excessive speed also puts tremendous strain on the filament, where it meets the edge of the cup, because of excessive flare. “That’s why knowing the RPMs on your grinder and the RPM rating on your brush is so important,” Gaspich said.
Pressure. No matter how perfect the brush choice or “tuned in” the speed, the brush won’t perform well under excessive pressure. According to sources, excessive pressure remains the most common cause of wire brush problems (see Figure 3).
“If people see that they’re not removing the material they need to remove, they feel the need to bear down and put a lot of pressure on the brush,” Gaspich said. “But it does the totally opposite of what they want. It makes the wires heat up, become fatigued, and prematurely break.”
As Mills described it, “You create a swiping action, and you no longer have the peening action to knock the burrs down.”
All this reduces the brush’s effectiveness, so again the operator bears down, and the power tool groans. A groaning power tool is probably the easiest telltale sign that an operator is bearing down too hard on a wire brush. Other signs include premature tool wear, bluing of the wires themselves (from the frictional heat buildup), and, of course, premature wire breakage.
“This creates a safety issue,” Mills said. “The wires can begin to break and become projectiles.”
Still, excessive pressure isn’t always about operator error or lack of training. In fact, an operator pushing harder might be a result of some other, larger causes. He may have the wrong brush or power tool for the job. “If you need to push with more than 10 pounds of pressure to get the job done,” Mills said, “you probably have the wrong brush for the job.”
Orientation. Similar problems arise with orienting the brush incorrectly. Operators usually hold brushes so they approach the workpiece at an angle (see Figure 4). In a cup orientation, the tips of the wires naturally flare up, so holding the brush at an angle helps ensure that the wires make full contact with the workpiece.
“The angle of approach really depends on the speed of the tool and the cup length being used,” Pavlek said. “Different brushes will flare out more or less depending on the wire size, trim length, and other factors.” For proper usage, he added, the operator really needs to look at how the brush tips flare. “Remember, the tips do the work.”
Certain brushes have rings, or bridles, that prevent the brush from flaring up as much, and are designed to create greater surface contact. “And if you want more contact,” Gaspich said, “you can use a double-row cup brush”—effectively, two rows of twist-knotted filaments, used for heavy-duty cleaning.
Similarly, the brush should travel in a direction that can effectively clean or deburr the material. “If the brush is rotating in the same direction as the burr, it’s just going to swipe the burr and not really knock anything off,” Mills said, adding that, for maximum effectiveness, the brush direction should travel perpendicular, and not parallel, to the burr direction.
Brushes sometimes can be reoriented to expose fresh wires. “As a brush wears, it becomes dull after being run continuously in the same direction,” Mills said. “Wheel brushes can be rotated 180 degrees to expose new, sharp tips.”
Time. Optimize the first three variables and the final variable—time—shortens dramatically. As sources explained, when it comes to finishing, time is everything. After all, no matter how quickly machines upstream—from laser cutting and punching to bending to robotic welding—churn out parts, a shop can complete a job only as fast as its constraint process. Quite often that constraint occurs in finishing.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





