















Global Product Manager

Editor’s Note: This article is adapted from Ed Hansen’s presentation at the Advanced Laser Applications Workshop, May 16-18, 2012, Livonia, Mich., ©2012 by the Fabricators & Manufacturers Association Intl. (FMA), www.alawlaser.org. Hansen is global product manager, welding automation, at ESAB Welding & Cutting Products, 411 S. Ebenezer Road, Florence, SC 29501, 843-882-5140, www.esabna.com. Images courtesy of ESAB.
Hybrid laser-arc welding has been around for years, with some early developments going as far back as the 1970s. But only recently has the process truly started to take hold. It takes advantage of the laser’s deep penetration and high speed, while the arc helps to bridge gaps, slow weld cooling, and, thanks to a filler wire, adjust metallurgical characteristics. Considering this, one might wonder why hybrid laser-arc welding (HLAW) took so long to find a place in industry.
But like any new manufacturing technology, the hybrid laser-arc welding process required several elements for widespread acceptance and adoption. First, it needed the right manufacturing environment, including gap tolerances produced by accurate cutting and bending processes upstream, as well as increased throughput downstream. Second, it needed industry to shift focus toward not only total manufacturing cost, but also overall product life cycle cost.
The process uses a combination of laser light and a traditional electric welding arc, usually from a gas metal arc welding (GMAW) power source in the spray-transfer mode (see Figure 1). The laser’s small spot size creates a very high energy density and actually helps stabilize the arc. The laser penetrates deep into the joint, produces a narrow heat-affected zone, and enables a high welding speed. All this helps dramatically lower heat input.
GMAW helps slow the weld cooling, reducing excessive hardness and cracking. It also broadens the fusion zone surface. GMAW’s filler wire gives the engineer some metallurgical control; changing the wire content changes the weld characteristics. The filler also allows the process to remove or dilute weld contaminants. And it gives designers some flexibility when it comes to weld joint geometry, such as creating reinforcing beads and fillets.
Most significant, HLAW is fast. Processing speeds can be anywhere from 3 to 30 times those of a conventional fusion process, be it GMAW or submerged arc welding (SAW). This statistic is made possible not by a lightning-fast welding head, but because HLAW can complete a joint in fewer passes. And because it reduces heat input by 80 to 95 percent, an engineer may be able to reduce the weld joint volume. For instance, a 15-mm-deep, single-sided SAW butt joint might require a 60-degree bevel with a 3-mm-tall land and 2-mm-wide open root. That same butt-joint application for HLAW could call for a closed root with a 10-mm-tall land and only a 28-degree bevel. This effectively reduces joint volume by up to 90 percent (see Figure 2).
This allows engineers to take new approaches to joint and part design. A joint that used to be welded in multiple passes now can be welded in one pass. A particularly deep joint fusing two thick plates may have called for a double-V groove requiring double-sided access; using HLAW, engineers can change this to a full-penetration joint requiring access from only one side.
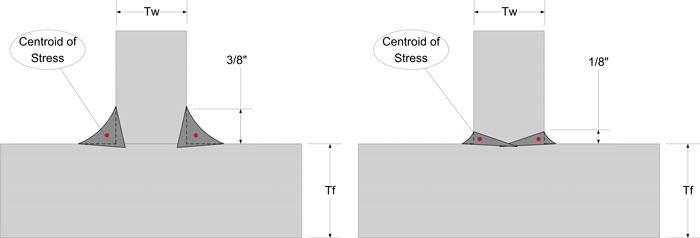
Less residual stress and distortion occur because HLAW has low heat input as well as a small fusion zone and heat-affected zone (HAZ). Consider a partial-penetration fillet that joins a vertical plate to a horizontal one, with a weld leg length of 0.375 in. (see Figure 3). In this weld geometry, the area known as the centroid of the stress field resides outside the base metal entirely, far away from the structure’s neutral axis (that is, at the center of the vertical plate). This causes the weld joint to pull and distort, which is why welders go to great lengths to control how the weld cools, minimizing this effect.
What if the center of the stress field could be changed? A new HLAW joint geometry makes this possible. The hybrid process allows that conventional, partial-penetration fillet to be changed to a full-penetration fillet joint, with a weld height only 0.125 in. This shifts the centroid of the stress field inward toward the neutral axis, reducing longitudinal shrinkage and angular deflection. The stress can often be below the threshold of local and global buckling, which means designers don’t have to compensate for the stress elsewhere in the assembly.
With all these benefits, why didn’t HLAW take industry by storm when it was introduced years ago? In the 1980s and 1990s, the process wasn’t quite as robust as it is now, of course. More important, HLAW suffered from similar problems as conventional laser beam welding: Conventional industry designs didn’t have elements that could take advantage of the process.
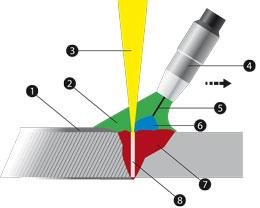
Figure 1: Hybrid laser-arc welding (HLAW) uses a wire arc welding process with a laser beam. The laser provides concentrated energy for high penetration, while the arc helps overcome fit-up challenges. Process elements include: (1) newly formed weld bead; (2) inert shielding gas; (3) focused laser beam; (4) GMAW gun; (5) wire electrode; (6) electric arc; (7) molten pool; and (8) the keyhole.
There are the well-known concerns about joint fit-up, of course. HLAW does allow for a wider gap tolerance, often as much as +/-0.5 mm with steady-state controls. That’s still narrow in the arc welding arena, but wide compared to the gap requirements of laser beam welding. HLAW can handle gap variations up to ±2.0 mm with newer adaptive process controls, but this can require the process to slow down, which goes against the point of using hybrid laser-arc welding in the first place. The most effective hybrid implementations use a combination of improved part fit-up, better fixturing, and adaptive control to achieve both high processing speeds and robust process capability (Cpk).
The broader perspective reveals a bigger reason for HLAW’s gradual adoption. What is the purpose of altering product designs to accommodate the hybrid laser-arc process if manufacturing throughput doesn’t change? Downstream joining, assembling, and finishing processes—not to mention external customer demand—must be able to handle the HLAW system’s increased throughput. Yes, HLAW does decrease welding costs in respect to both material and labor, but if more products don’t ship out the door in less time, a manufacturing operation’s profitability doesn’t change dramatically. Those reduced welding costs really won’t change the bottom line as significantly as an increase in overall throughput will.
Of course, plenty of operations have successfully adopted HLAW by changing internal processes. Their dramatic throughput improvements have allowed them to lower costs and gain significant market share. But this involves only manufacturing. Today lean thinking has led many to consider not just manufacturing costs, but also the costs that occur over the entire product life cycle, and this is where HLAW has really stepped up to the plate (so to speak).
Lean thinking has led manufacturers to use high-strength materials in a quest for weight reduction. This is a well-known effort in the automotive industry, which has embraced the hybrid process for welding various components, from body-in-white work to applications involving suspension systems, engine cradles, and exhaust components.
A rule of thumb in automotive operations is that 1 pound of structural weight reduction will produce about 1.5 lbs. of total vehicle weight reduction when factored for all of the roll-down impacts on engine size, drive train, braking, and other elements. Automotive manufacturers have found that they can increase the yield strength of their steel parts by 50 percent with only a 10 to 15 percent increase in material cost. This in turn has allowed them to reduce component weight by 30 to 50 percent. The result: A lighter, higher-strength part actually can cost less than a heavier part.
The quest for weight reduction also has been in full force in the heavy transportation equipment arena: trucks, railcars, mining and construction equipment, and even aircraft carriers. In some areas the weight-reduction effort began much earlier than it did in automotive. Shipbuilding, for instance, was one of the first industries to use tailored structures, which incorporate higher-strength and thicker materials only where needed for a particular design. For years the plates used for ship decks have looked even more complicated, in terms of varying material grades and thicknesses, than some of the tailor welded blanks in the automotive sector.
Over the life of a ship, a little weight reduction can lead to incredible savings in reduced fuel and other operating costs. That’s why the U.S. Navy and other shipbuilders have been making the transition from AH36 to high-strength, low-alloy materials such as HSLA-65, -80, and -100. Some shipbuilders now are shifting away from hot-rolled mild steel structural beams, toward tailored high-strength, plate-fabricated steel beams. Several manufacturers are using hybrid laser-arc welding to produce such tailored beams for shipbuilding.
Engineers have similar operating cost reductions in mind when specifying high-strength steels for construction equipment. The so-called “light structures” on heavy vehicles—including fuel tanks, oil reservoirs, cabs, and engine structures—represent a significant portion of overall vehicle mass, and reducing that mass can lead to significant savings in material and power requirements. The booms and arms of mobile equipment are extremely weight-sensitive. The vehicle’s performance (that is, how productive it is at digging or material handling) is determined by the arm’s weight.
For products like truck trailers, railcars, and intermodal containers, payload plays a role. Think of a railcar, which can have a life cycle spanning decades. Every pound of vehicle weight represents a pound that can’t be carried for the life of that vehicle. In the design phases now, though, are some railcars and intermodal containers that use high-strength steels and advanced laser-welded designs to reduce weight between 30 and 40 percent, increasing payload carrying capacity by up to 20 percent (see Figure 4).
Consider the implications for an intermodal shipping container. Reducing the weight by 20 percent represents an extra payload capacity of 50,000 lbs. per year per container. That’s a lot of additional revenue—and the average user has many containers, each of which can last decades. Additionally, a lighter container consumes less fuel on the back-haul leg of a trip. For each user, this can save millions over the containers’ life.
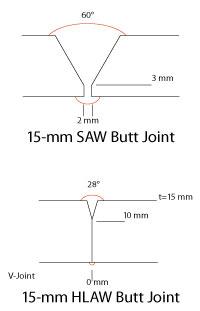
Figure 2: Because of HLAW’s low heat input, it can reduce weld volume dramatically.
Designs for ships and heavy vehicles now make use of more stainless steel and especially the new, relatively affordable high-strength duplex and lean duplex stainless steels. Previously engineers had to call for increased plate thickness to provide a buffer for corrosion over a vehicle’s lifespan. Now using stainless grades, designers need not include such a large material buffer for corrosion. The result, again, is thinner plate, reduced vehicle weight, and greater payload capacity. The hybrid laser-arc process, with its low heat and high speed, can help enable the transition to these high-strength, thinner structures.
The shift toward lean manufacturing and thinking about total life cycle cost moves the emphasis away from the specific cost per pound of metal and toward total production and long-term support costs. High-strength alloys and stainless steels obviously are more expensive than conventional steels, and these heavy products use a lot of metal. But that higher material cost still is miniscule compared to the savings and increased productivity over a product’s life.
With high-yield-strength materials comes higher residual stresses and reduced material thickness, which exacerbates distortion problems. The use of high-strength steels has made the control of distortion more important than ever. It is here where HLAW plays a critical role.
This is part of a larger trend in the transportation industries and, to some extent, all of manufacturing: a backward shifting of value-added work. For instance, in shipbuilding, a large amount of work downstream from welding operations can be done only by highly skilled, manual workers. This is because of the huge distortion that welding and subsequent straightening has on the geometry of ship structures. A shipyard worker can manually lay out and cut a hole with a hand-held plasma arc torch, but it would be far less costly and much more precise for that hole to be cut by a mechanized plasma cutting table at an upstream process. Conventional high-heat welding and straightening often prevent this.
The rule of thumb goes like this: Shifting value-adding work back one step in the manufacturing process can cut the cost of that work in half (see Figure 5). This applies as long as the upstream process is accurate enough to allow for smooth downstream processing.
Welding hasn’t always followed this rule for many products. Shifting an imprecise welding operation several steps upstream has actually increased costs because of thermal effects like distortion. The distortion increased variation downstream, which in turn required numerous craftspeople at the assembly stages. They spent their days deftly assembling imprecise components into a functional whole.
For years upstream fabrication processes like high-density plasma cutting, laser cutting, bending, and forming have met the need for accuracy, which is why this work has become more prevalent early in the value chain. But until recently, welding has put up a “thermal barrier” to this ideal. Weld distortion added variability, which meant sending the process upstream just didn’t make sense.
Low-heat-input processes like HLAW change the equation. The reduced thermal effect dramatically minimizes distortion, making the joining process nearly as precise as its cutting and bending cousins. This in turn minimizes the need for highly skilled work at the end of the manufacturing value chain—where such work happens to be the most costly. As manufacturers begin to understand how to use the attributes of hybrid laser-arc welding to achieve total production savings and improved product quality, the industry can expect to see its adoption accelerate.

Figure 4: Railcar weight may be reduced up to 40 percent through the use of high-strength steel and laser-welded designs. This weight reduction in turn increases payload carrying capacity.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}