
















Chief Science Engineer
Which process will ultimately yield the lowest cost per cut—oxyfuel or plasma—after all variables are considered? The basic nature of each process immediately dictates some choices when you are purchasing a new automated cutting table or retrofitting an existing one.
In automated oxyfuel cutting, a fuel gas (typically natural gas) heats the metal to its kindling temperature, where a high-pressure stream of pure oxygen rapidly oxidizes and blows away the metal. This process works with carbon steel because iron oxide melts at a lower temperature than steel. Oxyfuel does not work with aluminum because aluminum oxide melts at a higher temperature, and it won’t work with stainless steel because it doesn’t oxidize.
Conversely, the high-precision plasma process works with any electrically conductive material, making it suitable for cutting steel, stainless steel, and aluminum. It heats a gas (usually oxygen, nitrogen, or hydrogen) to an extremely high temperature and ionizes it so that it becomes electrically conductive, allowing the electric arc to transfer to the workpiece. The arc’s heat melts the workpiece, and the force of the plasma and shielding gases blows away the molten metal to cut the workpiece.
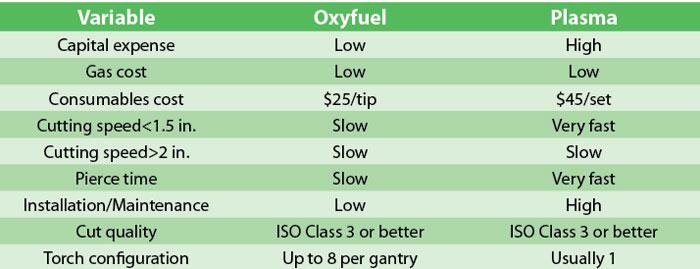
Assuming costs for the cutting table, controller, and gantry are similar for both processes, the key factors influencing the acquisition and operation of a cutting table are summarized in Figure 1. At first glance, you might think that many factors seem to favor the oxyfuel process, which is why it has been the preferred cutting process of many fabricators for decades. But thanks to the extremely fast piercing and cutting speeds of modern high-precision plasma systems, the choice has become much less clear-cut (so to speak), especially on material less than 1.5 in. thick.
Oxyfuel cutting requires very little capital to implement and operate. A machine torch setup (including hoses, manifolds, and required accessories) costs about $3,000, and a multiple-torch setup can still cost less than $10,000. A cutting tip costs approximately $25 and will last for about 100 hours of cutting. Most automated systems use natural gas because, at least in North America, the cost is nearly free at $0.0001 per cubic foot. Oxygen, the single largest operating cost for the oxyfuel process, runs at about $0.010 per cubic foot. A high-precision automated system also uses oxygen for the plasma gas when cutting mild steel, but at lower volumes.
Once installed, an oxyfuel system operates almost maintenance-free. Other than changing consumables, the torch, gas distribution, and manifold system are extremely robust.
Oxyfuel’s primary limitation is its relatively slow piercing and cutting speeds. As Figure 2 shows, the torch may cut up to 30 inches per minute (IPM) on thin material, but the speed levels out around 15 IPM on material 2 in. and thicker.
In metal 0.25 to 1.5 in. thick, slow cutting speeds drive up the cut cost per foot. However, at thicknesses of 2 in. and greater, the plasma process no longer has a speed advantage.Oxyfuel also provides an advantage when the same pattern can be cut in parallel, which enables using multiple oxyfuel torches (see Figure 3). In fact, up to eight torches on the same gantry is relatively common. Note that if the part requires multiple pierces, or if a limited part run can’t justify adding more torches, the advantage may tip back to plasma.
An automated high-precision plasma system costs an average of 10 times more than an oxyfuel system. Its torch consumables cost more too—about $45 for an electrode tip and shield cap—and the electrode may last for only two shifts, depending on the application.
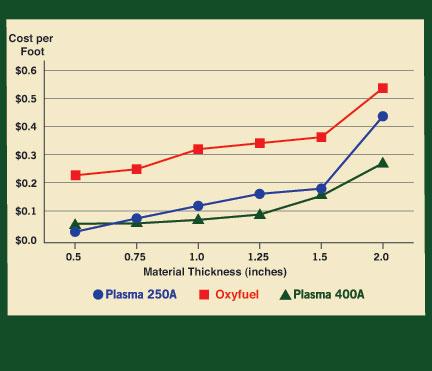
However, the speed of plasma cutting gives it a pronounced economic advantage. Equipment manufacturers have developed 400-amp plasma systems that increase travel speed on medium-thickness material and remain competitive with oxyfuel on steel up to 2 in. thick (see Figure 4). For example, they can cut 1-in.-thick mild steel at more than 80 IPM, while oxyfuel cuts at less than 20 IPM. On thinner materials, the speed advantage is even more significant, with plasma cutting 0.5-in.-thick steel at 150 IPM. The cost per foot is about $0.045 for plasma and $0.210 for oxyfuel.

Figure 3: When multiple oxyfuel torches can cut in parallel, cut costs per foot decrease significantly. Photo courtesy of C&G Systems Corp.
Applications involving part nests and workpieces requiring multiple pierces also are more suitable for the plasma process because the plate does not require preheating, as it does with oxyfuel. Plasma can pierce 1.25-in.-thick steel in about 1.5 seconds, whereas oxyfuel takes about 20 seconds.
In places with high labor rates, including the U.S., Canada, and Europe, obtaining fast cutting speeds and cycle times is critical for profitable plasma operation. As a result of higher-capacity and higher-speed systems, plasma now is commonly found in heavy equipment, pressure vessel, ship, rail, and other fabrication operations that previously were the domain of oxyfuel cutting.
Some fabricators are using plasma to bevel pipe, as new torch configurations provide better joint access. Still, for cutting heavy steel used for infrastructure, offshore oil rigs, and mining equipment applications and for cutting pipe in the field, oxyfuel continues to offer attractive cost benefits.
Optimizing cut performance, speed, and quality with either process requires changing consumables and process variables. With oxyfuel, it’s a matter of selecting the right tip and adjusting gas flow rates accordingly. With plasma, cutting different material thicknesses requires changing torch consumables. In this case, consider systems with consumables cartridges that offer a keyless/no-tool change function, as it will reduce change time to about 30 seconds (see Figure 5).
Traditionally, fabricators were somewhat boxed in when they purchased a plasma system. If they had a 300-amp system for cutting but wanted to cut 1- or 1.5-in.-thick steel at faster speeds, the best alternative was to purchase a new 400-amp system.
To address this, the next generation of plasma systems uses an inverter block design that enables end users to add more inverter blocks in 100-amp increments (see Figure 6). A field technician can perform the upgrade in about 20 minutes. The flexibility of adding more output power eliminates the dilemma of investing in too little or too much capacity.
With plasma, optimizing torch height during arc start and setting height after piercing greatly extends consumables life and is critical for lowering cut cost. Further, the CNCs for plasma systems have numerous capabilities (such as nesting programs that reduce the number of pierces and cutting routines that produce bolt-ready holes) to lower cutting costs.
Finally, the standard configuration for modern CNCs lets them manage up to four oxyfuel torches and two plasma torches on the same gantry. Even if you plan to use the plasma process most of the time, you can choose to equip tables with at least one oxyfuel torch for those instances when you run into thicker steel (see Figure 7). Adding an oxyfuel torch to a plasma system may add less than 10 percent to the total cost, and it can provide a good payback when it’s needed.
Oxyfuel cuts with a 0-degree bevel. However, the swirl of the plasma gas inherently creates a bevel on one side of the cut. High-precision plasma cuts with a 0- to 2-degree bevel (see Figure 8), and thinner material is actually harder to cut.
Note that an oxyfuel cut will have a heat-affected zone (HAZ) that is five to 10 times larger than a plasma cut. And regardless of the cutting process, weld procedure requirements often dictate mechanical removal of the HAZ. Ask for cut samples and discuss the situation with your equipment provider.

Figure 5: With a few turns, this cartridge with 100-amp consumables can be replaced with a cartridge for cutting at 400 amps.
For a common point of reference, following are the widely accepted characteristics of a precision-cut surface:
It boils down to quality and cost. Which process you choose will depend on what technology can send the part to the next production step with the least amount of postcut cleaning and at the lowest cost per cut.
High-precision plasma systems using argon or nitrogen for the plasma gas can produce a clean, clear, easily readable line. This is called plasma marking. Fabricators increasingly use this process to distinguish similar components (such as left and right sides) and to permanently identify components.
Plasma marking uses the same power sources, controls, and consumables used in plasma cutting, enabling fast changeover between the two. Marking and cutting on the same table also eliminates the material handling time and costs associated with marking parts in a secondary operation.
Plasma marking can use 5 to 30 amps of current, depending on the particular material and depth of mark desired. To create a mark at lower amperages, the plasma arc creates surface discoloration caused by the deposited heat flux. This type of marking modifies only the top surface layer; the arc vaporizes a very small amount of material (if any), which may be desirable in applications where fabricators want to paint over or otherwise obscure the marking.
At higher amperages, the plasma arc melts or vaporizes a slightly larger amount of material to create an indelible mark. By varying process parameters, fabricators can control the depth and width of the mark. Some might, for example, want a mark to show through a heavy coat of paint or epoxy or after years of exposure in a corrosive environment. Plasma marking can also create dimples that facilitate drill starts or punching.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}