















Contributing Writer
 |
| It is unsafe to punch a hole smaller in diameter than the material thickness, because the punch can break and harm the operator. |
Most ironworkers have many things in common. You can punch, shear, notch, bend, and even use an ironworker as a press, yet each ironworker may have a different way of accomplishing each task. Getting the most productivity out of your ironworker requires examining it station by station. Here are some rules and guidelines to think about when trying to increase your ironworker's productivity.
The one constant on all ironworkers is that they all are rated by their punching capacity, because specifications for other stations can vary from machine to machine. Ironworkers are classified at the punch end by using a formula for tonnage.
On an ironworker, punching takes the place of drilling. Although ironworkers can offer a competitive advantage, do not throw away your drill. Ironworkers are limited in the hole sizes they can punch relative to the thickness of the material, and failure to heed general rules can be dangerous. You should not punch a hole smaller in diameter than the material thickness. For example, you can punch a 1-inch hole in 1/2-in. material, or even a 1/2-in. hole in 1/2-in. material, but never punch a 1/4-in. hole in 1/2-in. material, because the punch can break and harm the operator. This is an important rule, so don't forget it!
 |
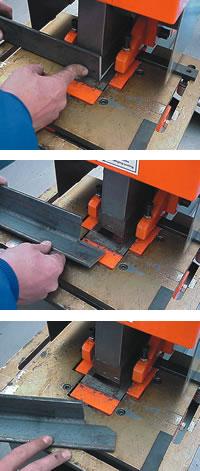
| Figure 1 A die located in the middle of a die holder can inhibit its ability to punch close to the web of the angle iron and channel. Die holders with offset dies can get within 1/4 in. of the material's web. |
Rarely does a fabricator think his ironworker has too much throat depth. When it comes to throat depth, more is usually better. Remember, you can't add it later, because it's part of the machine. You need to be able to punch your largest part. As a rule, the throat depth needs to be deep enough for most of your work. If a special job comes up, it's OK–you'll still have your drill.
Die holder design is important. A die located in the middle of a die holder can inhibit your ability to punch close to the web of your angle iron and channel. If you need to punch close to the web, be sure to get a die holder with the die located at the edge of the holder. You can obtain offset dies for most machines that will get within 1/4 in. of the material's web (see Figure 1).
The ironworker table that the die holder sits on becomes significant if you use attachments for bending and pipe notching. How die holders are attached is not the same for all tables. Some attach with T slots, tapped or drilled holes, or some other method. Be sure the table is user-friendly, so it does not cost time and money to change attachments.
This is the most underrated station on the machine. Generally, after the punch station, the notcher is the second-most-used station on the machine (see Figure 2). The notcher usually is rectangular; however,V notchers also are used. The notcher can take large or small bites out of material. It is most applicable for making frames, notching out corners of flat bar, and notching out sections of angle iron. You probably have found this station to be indispensable.
 |
| Figure 2 The notcher is most applicable for making frames, notching out corners of flat bar, and notching out sections of angle iron. |
Most ironworkers have an angle iron shear that allows you to cut angle iron more easily and quickly than you can saw it. The two main categories are the slug type, which takes a section out of the material, and the cropoff type, which parts the material without taking a slug.
The slug-type angle iron shear offers a good cut quality; however, the material loss it causes must be factored in, and it requires blade changes. Shimming also is common when using this type of shear.
The cropoff shear is the most common way to part angle iron because it can part a large piece of iron without wasting material–and money–in the process. However, you must look hard at the way the material is parted and make sure that the quality of cut is right for your application.
Some angle iron shears can miter angle iron at a 45-degree angle on both the top and bottom leg (see Figure 3). This allows you to achieve a picture-frame cut for making frames. This certainly is easier to do on an ironworker than with a saw.
The flat-bar shear is another popular station on an ironworker. Being able to part flat bar without having to saw it enhances efficiency. It takes a long time to saw through 3/4- or 1-in. material, but plate can be sheared on an ironworker in seconds.
If you are like most steel fabricators, you make a lot of base plates, and a flat-bar station is excellent for that operation. The quality of cut differs from ironworker to ironworker, however, so it is important to consider the quality of cut you need when looking to increase your ironworker's productivity.
 |
| Figure 3 Some shears can miter angle iron at a 45-degree angle on both the top and bottom leg, which produces a picture- frame cut. |
The rake angle of the blade can affect what happens to the material when it is sheared. Generally, the higher the rake angle, the more distortion the drop piece has. For your application, make sure that the drop piece is usable. Sometimes the material can roll or bow. If you save time but can't use the piece you sheared, you didn't save anything by shearing it on the ironworker.
On some ironworkers this shear feature is built in and on some it is an accessory. Round- and square-bar shearing can be tricky. As a rule, the more the blade thickness matches the diameter of the material being sheared, the better the cut.
If you want to shear a 1-in.-round bar, the blades should be only a few thousandths of an inch thicker or thinner than the diameter of the bar to get the best cut and to avoid distortion, which always is a critical issue with round- and square-bar shearing.
The more room the material has in the cavity, the more the material tends to distort. If you need a precise cut on this station, it is worth the time to do a test cut so that you know ahead of time if you can live with any material deformation that results.
Gauging tables are standard equipment on some ironworkers and accessories on others. For the punch station, a gauging table can be instrumental in using the ironworker to its maximum potential.
The two types of backgauges are mechanical-stop and electric. To use a mechanical-stop backgauge, set the part length and then manually actuate the machine. An electric backgauge actuates the machine when the material hits it, which can be valuable for high-volume production.
Maximizing productivity may mean acquiring a dual-cylinder ironworker. Basically, this type of machine allows you to have two machines occupying the floor space of one. Usually one cylinder is used for the punching station and another for the shearing station. Dual-cylinder ironworkers prevent lost production time caused when one operator is idle while waiting for another operator to finish using the machine.
Ironworkers have come a long way. They all used to be mechanically powered, but now most are powered hydraulically. While mechanical machines have faster cycle times, the superior safety of hydraulic machines supercedes reasons to use mechanical machines. Not only are the new hydraulic machines safer, they offer stroke limit features that result in short cycle times.
An ironworker is a multitask machine. Pipe notchers, V notchers, tubing shears, specialty punches, bending, and many other attachments are available to add usefulness and versatility. If you don't know if your machine can do it, ask. Ironworkers are the best!
Mark Pearlman is product manager for Spartan Ironworker and assistant national sales manager, Armstrong-Blum Mfg. Co., 3501 Marvel Drive, Oshkosh, WI 54901, 800-472-9464, abinfo@sawing.com, www.sawing.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





