















Safety Controls Engineer

Figure 1: Press brakes should have safeguarding devices that will work for all jobs to be run on the machine. This hydraulic press brake has a light curtain as well as barrier guards on either side of the press brake ram.
Press brakes, ubiquitous in metal fabrication, are unique in that their whole operation can change from machine cycle to machine cycle. The machine tool is a bit of a chameleon in that operators can change its setup and function according to the job at hand. This in turn affects safeguarding.
The five basic types of light-based guarding for press brakes are close-proximity guarding; basic light curtains; light curtains with muting; light curtains with beam blanking; and programmable light curtains.
Press brake guarding has to be selected for the machine based on its total usage (see Figure 1). Guarding for one job may not work for another one. Operators shouldn’t have to change guarding every time they change a job, of course. That’s why companies should consider brake safeguarding in two phases. First, they need to consider all jobs that will be run on the machine; next, they can select a guarding system that will work with all of them.
Laser-based proximity guards are the newest and most complex type, having been in common use for only about 10 years. They mount directly on either side of the ram; emit a laser beam just below the punch tip; and monitor the machine’s performance, including its stopping distance and ram travel speed (see Figure 2). If an operator crosses the beam while a pinch-point hazard exists, the machine stops. This type of guarding can be used only on hydraulic machines. It can’t be used on mechanical machines because, among other reasons, mechanical brakes lack adequate speed control and stopping performance.
Such guarding is best used for V-type bending of sheet metal. It is not appropriate when the needed guarding is larger than the area protected by the laser. For instance, it cannot be used for setups with multiple tooling sets of different sizes. Laser-based proximity guarding works best when the operator must hold a very small workpiece close to the machine, within a couple of inches of the hazard point.
Most laser-based guarding systems monitor press performance, too, so in the appropriate application they are considered not only the safest type of guarding, but also the most productive. The operator can get in close to the work, and the guarding system alerts him when there is a problem anywhere in the machine that could result in hazardous motion. Such systems also are low-maintenance, can reduce labor costs, and may drive down overall cost of ownership.
But, again, a laser-based system won’t work on every press brake. Certain machine performance requirements sometimes make interfacing laser-based guarding difficult because of the kind of control such systems require.
Basic light curtains may be the most popular form of press brake safeguarding. An alternative to mechanical barriers and other traditional machine guarding, these optoelectronic devices safeguard personnel in the vicinity of potentially hazardous motion.
When working with basic light curtains, the operator must be outside the protected area through the entire stroke of the press brake ram, and nothing should obstruct the light curtain beams during that stroke. When gang punching or forming small parts, the operator can place workpieces against the backgauge, using a magnet or die fixture if necessary to hold the part in place, and then move his hands away before engaging the ram. The safety distance between the light curtain and the machine depends on the application, the type of light curtain, and the machine’s stopping performance.
Basic light curtains can be used on hydraulic, mechanical, and hydromechanical press brakes. Unlike more advanced light curtains, they also do not allow any obstruction during the machine cycle.

Figure 2: In close-proximity guarding, a laser emitter and receiver mount on the press brake ram and send a beam directly underneath the press brake’s upper tooling.
Light curtains with muting, or beam blanking, resemble basic light curtains but, as their name implies, mute when the punch is close enough to the die, within 0.25 in., so the hazard is removed. Once the tools are 0.25 in. apart, an operator cannot get a finger in between, so no hazard exists. Safety standards allow for the light curtain to be muted or turned off for the remainder of the cycle, then turned back on before the following cycle.
Another key function of the muting light curtain is the “stop at mute” feature. Using this, an operator can cycle the machine down to stop when the tools are 0.25 in. apart. At that point, he can insert the workpiece into the machine and then reactivate the process to complete the part. This is useful when the operator must hold the workpiece throughout the machine cycle. He can cycle the ram down to the mute point, insert the part, and hold it while it is being formed.
Beam blanking is particularly useful when obstructing the light curtain is simply unavoidable during bending—say, when a long flange swings up and down or when a support arm, specific tool, or other machine elements must break the light curtain beam to complete the operation.
Beam muting works a bit like a key inside a door lock. A key can open the door only if it moves a certain number of the lock’s internal shafts a certain distance. Similarly, a press brake ram with a beam-blanking light curtain can cycle completely only if certain beams (or at least one or more of a group of specified beams) are obstructed at certain times, per the part program. If the part obstructs the wrong pattern of beams at the wrong times, the safeguarding “key” does not fit the lock, and the safety system generates a stop signal.
Two principal types of blanking are fixed and floating. In fixed beam blanking, the system learns from the bending program which beams are obstructed, and operation is maintained if only these beams are obstructed and all other beams are clear. In floating beam blanking, an obstruction can move, or “float,” within the detection zone without generating a stop signal, provided the obstruction does not block more than a specified number of beams. These beams can be directly next to each other, but they don’t have to be.
Such beam blanking can be used not only to ensure safety, but also to prevent nuisance tripping. Say a portion of the part or other obstruction “jiggles” into and out of a beam; strategic use of both floating and fixed beam blanking can prevent that obstruction from making the curtain flicker between a run and a stop state.
When light curtain beams are muted, operators should not reach through or around the work area, exposing themselves to a hazardous part of the machine. The beams blocked by the obstruction create a gap in light curtain coverage that must be dealt with to maintain safety. The solution depends on the application, but it can include increasing the safety distance between the light curtain and the machine and using secondary guards such as physical barriers (see Figure 3).
Programmable light curtains are useful if the workpiece will unavoidably obstruct the light curtain or if it blocks a different number of beams from cycle to cycle. These safeguards are similar to beam-blanking curtains but allow the operator to change the beam-blanking pattern between cycles, accommodating different size workpiece features. For instance, workpiece flanges may obstruct four beams during one cycle, then only two beams the following cycle.
Programmable light curtains allow the operator to account for these variations. However, this also may create a window in the protected field. Like with other safeguards, these windows must be dealt with by using secondary guarding or having a greater safety distance between the light curtain and the machine.
Press brake safeguarding must be installed so that failure of any circuit on the machine, including the machine control, will not result in unsafe operation. Many self-installed guarding systems are set up so that a failure in the machine control can result in the light curtain’s or other safety device’s inability to stop the machine.

Figure 3: This press brake uses a light curtain together with a physical barrier on both ends of the ram to prevent anyone from reaching around the curtain into a hazardous area.
Someone familiar with safety circuits and the integration of safety equipment must evaluate the machine control and determine the proper points for interfacing the guarding. Such safeguarding must allow controlled, reliable operation and eliminate the possibility that the machine will cycle in an unsafe condition.
That person must ensure that all press brake access points, such as the ends of the ram, are protected. Many install a light curtain across the front of the machine but don’t guard the ends. This means that another person, other than the operator, simply can walk around to the end of the machine and gain access behind the light curtain.
Also, shops should not overlook areas behind the press brake (see Figure 4). Some kind of guard, such as a gate or fence, should be set up across the back of the machine. This will prevent someone from getting into the rear of the machine and being caught by a quickly moving backgauge, or accessing the ram from the rear.
OSHA’s machinery and machine guarding regulations (29 CFR 1910 Subpart O) require one or more guarding methods to protect employees (operating, minor servicing, and others nearby) from exposure to hazardous machine energy during the operation of press brakes. The American National Standards Institute standard ANSI B11.3-1982 covers safeguarding of power presses, including press brakes.
The regulations state that employers must provide appropriate machine safeguarding. In most cases, the regulations refer to this as some kind of physical barrier or other guarding device. The regulations do state, however, that safeguarding may be provided by maintaining a “safe distance”—but only if the operation can’t be guarded by physical barriers or other devices.
Even if that operation can’t be guarded any other way, this safe-distance method is permissible only for a one-time-only fabrication of made-to-order, custom-made piece parts. The employer must conduct regular training programs about maintaining a safe working distance, and also must have a good history of maintaining a safe workplace using this safe-distance method.
This safe-distance rule is a compromise to be used only when no other safeguard will work, and this doesn’t happen often in the modern fabrication shop. Today, with more safeguarding options than ever, fabrication shops can guard almost every application on a modern press brake effectively and reliably.
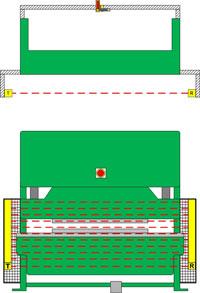
Figure 4: A light curtain is one of the most common press brake safeguards, but it guards only the front of the machine. As shown in the top overhead view, physical guarding across the back of the machine should prevent people from entering or reaching into the hazardous area, near tooling and the automated (and potentially dangerous) backgauge.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





