















Manager

How well does my band saw blade perform? How long does it last? And how much do I spend on blades? All three are interrelated and can be combined into one overarching question: How can I get the lowest cost per cut while maintaining acceptable levels of surface finish? If you think in these terms, you are well on your way to selecting blades that optimize metal separation productivity and profitability.
Fabrication shops use band saws for many different kinds of cutting, including solid materials and heavy-wall tubing, structural shapes, high-efficiency bundle cutting, and hard alloy materials such as tool steels. No one blade is perfect for all of these. So, you either have to have a dedicated band saw and blade for each type of cutting, change the band saw blades according to the type of cutting your project requires, or choose one band saw blade that best fits the mix of work currently going through your shop. The last generally is the most common choice.
After choosing your blade, you still have to use it intelligently. Subjecting blades to different types of cutting shortens blade life. Understanding why is the key not only to selecting the right blade, but also to making it last.
Hardness, the property best-suited for cutting stainless and alloy steels, is inversely proportional to toughness, the property most desirable for cutting structural steels and bundles. When blades cut continuous expanses of solid material, the stresses on the teeth after initial impact tend to be uniform in terms of intensity and direction. The teeth proceed all the way through the cut, maintaining continuous contact with the metal. Because no more impact shocks occur after initial contact, the teeth do not experience excessive stress as they dig into the material to form chips. The blade's longevity and ongoing performance in this type of application are contingent on the blade's wear resistance, which is largely dependent on its hardness and tooth geometry, or rake angle.
When blades are used for cutting structural steels or bundles, the teeth are subjected to multiple impacts of different intensities from different directions. Consider the simple act of cutting a piece of tube steel. The blade tooth first cuts one wall, travels through open space, and slams into another wall. The next impact may be even more violent, because the tooth is being propelled forward by both the speed of the blade and a downward feed pressure.
Similar multiple impacts occur when cutting other shapes such as angle, channel, and I-beams. When solids or shapes are bundled, the number of impacts per pass increases dramatically. These repeated impacts and the stresses they generate can cause the teeth to fracture.
In fabrication shops, most band saw blade failures occur because of these repeated shocks, not excessive wear. What is most often needed then is a blade design tough enough to withstand these impacts, and still cut at a relatively fast speed while leaving a smooth finish on the product that won't require secondary operations such as filing and grinding. Such blades deliver the lowest cost per cut and by far the best value.
Discovering what blade and teeth geometry best fits your usage pattern requires a look at the type and size of equipment, as well as the section sizes and shapes most frequently cut.
Most blades used in fabrication are bimetal. These industry workhorses can be configured to withstand the impact punishment delivered in shops that primarily cut shapes and bundles, yet they are hard enough for continuous use with solids and heavy-walled tubing. They can even withstand the wear from the occasional cutting of high-alloy steels.
Bimetal blades are manufactured from a strip that is a metal sandwich composed of a high-speed steel tooth surface material on the outside bonded to a high-strength steel backer or carrier in the middle. A recent advancement is the replacement of electron beam welding with a diffusion bonding process to make bimetals that are more resistant to stripping. Bimetal bands withstand operating temperatures up to 1,100 degrees F and cut materials with hardness levels up to Rockwell C 40/45.
Some bimetal blades have coatings, such as titanium nitride, to make them suitable for application niches where neither conventional bimetal nor carbide-tip blades work well. Heat treatments are another way manufacturers modify their bimetal blades for the right balance of hardness and toughness.
If cutting large volumes of high-nickel alloy steel, you may want to equip the saw with a carbide-tipped blade, which has tungsten carbides—hard as Rockwell C 78/80—attached to the saw's teeth. The tooth geometries used for cutting high-alloy steels and stainless grades allow for high-speed operation and large-scale production.
Cutting these hard materials requires more shear break for the material to form the chip. This creates a great deal of heat at the face of the tooth. Carbide is preferred over high-speed steel because it can withstand considerably more heat. As a result, carbide-tipped blades will hold their edge substantially longer than bimetal blades when they are used for the continual cutting of such materials as INCONEL®, MONEL®, HASTELLOY®, and titanium.
As fabricators move from bimetal to coated bimetal, to carbide, and finally to coated carbide band saw blades, the costs become progressively greater. For this reason you should consider the types of stock the blade is cutting and how that stock needs to be cut to determine the cost per cut for the various blade alternatives. For most fabrication shops with only a small amount of ultrahard materials to cut, bimetal blades provide the most favorable cost-benefit ratio by far.
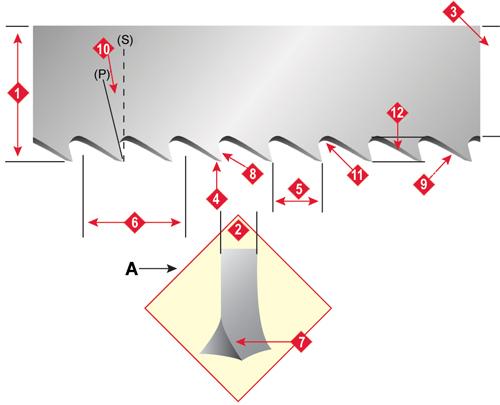
With material out of the way, you now have many other blade properties to consider (see Figure 1).
Blade width: Use the widest blade your machine will take, except when cutting contours.
Tooth rake: Select the appropriate rake, or tooth angle, for the materials and shapes to be cut. A positive rake is best for thick solids and heavy-wall tubing. Straight or less positive rakes are preferred for most structural and bundle cutting.
Tooth shape: Many different tooth shapes are available. A few examples follow:
Pitch: Pitch is defined as the number of teeth within a certain distance (25 mm, or 1 in.) of blade. Cutting thin sections of material requires a fine pitch (more teeth). Thicker sections require more coarse pitches (fewer teeth). Always strive for a minimum of three teeth in the cut. Having six to 12 teeth in the cut at any time is optimal.
Aconstant pitch blade—one with all teeth of the blade having uniform spacing, gullet depth, and rake angle throughout the full length—typically is used for general-purpose cutting. Avariable-pitch blade has a variety of tooth sizes and gullet depths to reduce noise and vibration. This helps cut structurals, tubing, and solids smoothly and quickly. Two numbers signifying the lowest/highest pitch on the blade identify this style (for instance, 10/14).
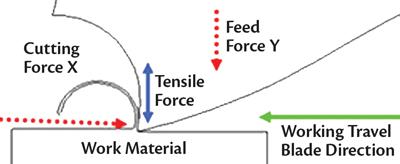
The primary cause of band saw blade failure in fabrication shops is tooth stripping. This usually occurs because of overloading of forces on the blade, especially when the tooth is subjected to repeated impacts with the material while cutting structural shapes and bundles. Computer modeling has helped engineers understand why tooth stripping occurs, and has also helped blade manufacturers find ways to overcome the problem.
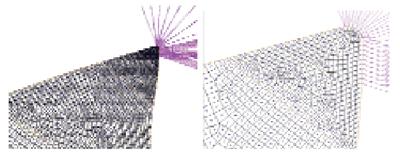
As shown in Figure 2, resistance of the cutting force (X) by the saw tooth results in tensile forces along the rake face. Tooth stripping occurs when the cutting force (X) acting on the cutting face (rake) exceeds the fracture strength of the material. In conventional blade teeth, cutting forces and stress are narrowly concentrated, making it more likely that the tips will fracture. Modifying the tooth tip geometry spreads forces over a broader area, dramatically reducing the likelihood of fracturing (see Figure 3).
Blade selection is very important, but it is not the only factor when you're looking to cut metals quickly and cleanly with fewer blade changes. Other considerations are:
Why do I need to change out blades so often lately? Why aren't I getting as many square inches of cutting per blade as I used to? And why are saw blade costs going up so much even though I'm using the same blades? Analyzing your blade properties and equipment can help you answer these questions, reduce band saw-related operating costs, and help you move forward to higher levels of cutting productivity.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...






{kind=link}
{kind=link}
{kind=link}