















Senior Editor

Figure 1: For a clean cut, the ironworker’s blade can’t be dull. Other factors include rake angle, blade gap, and available tonnage. Photo courtesy of Scotchman.
The ironworker is the Swiss army knife of metal fabrication. It notches, it copes, it bends plate and pipe, it slices (though it doesn’t dice). And like the Swiss army knife, the ironworker remains at its core a cutting tool, be it for plate, angle iron, or tube and pipe. Like any shearing tool, if the blade and workpiece hold-downs aren’t set up properly, distorted parts are sure to result. Some are blatantly obvious—say, a 5- by 3-inch angle iron splayed past 90 degrees—and others may require careful inspection.
Regardless, under most circumstances, a distorted part won’t pass muster. Improper blade settings, like blade gap, can create significant burrs, especially with softer mild steels and other metals. A similar burr can occur in hole punching if the clearance between the punch and die is too large.
“This can give you an almost mushroom effect on the bottom,” said Scott Gunn, engineer at Scotchman Industries, Philip, S.D.
How does an operator avoid distortion and burrs? For the ironworker’s common cutting stations—the punch, angle cutter, notcher, and plate shear—it boils down to matching the job at hand (material grade, thickness, and desired cut geometry) with some basic variables: the blade’s condition, how the workpiece is held in place, tonnage, the gap between the upper and lower blades (or die clearance in the punch station), and how the blade approaches the workpiece (see Figure 1).
No matter how other variables are set, dull or scratched blades probably won’t be able to produce a cut edge that’s smooth and distortion-free. The same thing goes for a hole punch with dull edges. Many blades have more than one side; some angle blades have as many as four. So if an operator notices a dull edge, he can rotate or flip the blade to get a fresh edge.
As sources explained, blades also should be lubricated per the manufacturer’s recommendations. If they aren’t, scratch marks are sure to appear on the blade. Like anything else mechanical, the blades can wear prematurely if they aren’t lubricated adequately.
Say an operator clamps a 5⁄8-in.-thick plate, tightens the manual hold-down, and performs the shear. He then takes a 0.5-in.-thick workpiece, clamps it, but performs the shear without adjusting the manual hold-down for the thinner stock. The result: The plate flips up slightly during the cut. Not only can this result in a distorted edge, but over time it also can cause premature blade wear and, at worst, damage the frame of the ironworker itself.
According to sources, this is why adjusting the hold-down is so critical. It’s also why some shops choose an ironworker with hydraulic hold-down clamps. This way, an operator doesn’t have to adjust the hold-down manually every time he switches material thickness (see Figure 2).
Other stations can have guides and other elements that help ensure that the workpiece is aligned and held properly during the cut. For instance, the angle cutting station can have guide bars and a hold-down feature that makes sure the workpiece is positioned correctly for an accurate, clean cut. At the notcher, many ironworkers these days have an alignment table to make workpiece positioning simpler.
In fact, the notcher can present workholding challenges when the operator is, for example, using just one side of the blade to nip off a corner of a flat bar. In this instance, the blade will descend, apply cutting pressure to the workpiece, the far end of which will kick into the air slightly because there’s nothing holding it down, and this can cause a less than desirable cut. For the most part, a hold-down isn’t needed, sources said, because notching uses two sides of the blade. But for the rare instance when an operator needs to nip off the corner of a flat bar, some ironworkers have side hold-downs to keep the workpiece steady.

Figure 2: Operators must make sure material is clamped tightly and completely before shearing. Photo courtesy of MegaFab.
The punching station isn’t immune to workholding problems, either. Guides and the punch stripper secure the plate. Still, if the ironworker doesn’t have a table large enough to support a workpiece during punching, the workpiece may not lie entirely flat, causing one side of the punch to contact the workpiece first. This can cause material distortion and premature punch wear (see Figure 3).
“You sometimes can have an extra-wide support table around the punch that aligns perfectly with the top of the dies,” said Don Armstrong, vice president of sales and marketing at Marvel Mfg. Co., Oshkosh, Wis. “This means you don’t have any flexing of the material prior to the operation. The table also helps you ensure that the material is flat.”
As with any machine tool, the ironworker manufacturer has the final word on machine capacity. Tonnage capacity and how those capacities are measured vary, but some basic concepts still apply. Available tonnage relates to the machine design, the nature of its hydraulics, and how the blade approaches the metal. When shearing, the lower the rake angle, the more power it takes to slice through metal.
Sources also explained that cutting force considerations can vary depending on the station used. Depending on the machine model and design, a notching station may not have the same cutting capacity as other stations in the machine.
Improper blade gap—that is, the space between the upper and lower blade at the end of the stroke—can cause problems and dramatically affect cut quality.
“Too much of a blade gap can cause material to roll in between the blade and cause material to dull,” Gunn said. “Too tight of a blade gap also can cause premature wear, because you’re putting a huge amount of stress on the blade.”
As Don Letourneau, product manager at White Marsh, Md.-based COMEQ Inc., explained, “Factory-set blade gaps usually are set to happy mediums that can handle the majority of material that fits the machine’s capacity rating. A 120-ton ironworker rated to cut mild steel from 3⁄16 to 1 in. thick may have a factory-set blade gap of 0.022 in., while an 88-ton ironworker rated to cut up to 0.75-in. stock might have a blade gap of 0.018 in.”
But as sources pointed out, fabricators should communicate what material and thickness ranges a shop will be cutting. Sometimes the blade gap can be adjusted to fit the application, depending on the machine model and its capacity rating.
Similar thinking applies to clearance between the punch and die at the punching station (see Figure 4). Thick material generally requires more clearance, because the fractured metal from punching a thick hole needs more space to escape. Say an operator punches 0.5-in., 60,000-PSI carbon steel, and he uses tooling that has a 1⁄15-in. clearance between the punch and die. Then he switches to thinner stock, but doesn’t change out the punch. As Ben Flamholz, product manager at Trilogy Machinery, Belcamp, Md., explained, “You will leave a lip or flared edge, because the clearance wasn’t correct.”
Scotchman’s Gunn explained the phenomenon with a food analogy. “If you have a stick and you insert it into really thick fudge, the fudge will follow the stick. You see that in the steel too. It’s going to follow and roll with the punch. That’s why you need to use as tight of a die clearance as you can, but not get so close that it takes a huge amount of power to go through.”

Figure 3: A sufficiently large support table at the punch station allows the workpiece to lie flat, allowing for a cleanly punched hole. Image courtesy of Marvel Mfg. Co.
The way a cutting blade approaches a workpiece affects other application variables. Consider the plate shear station. A low-rake-angle blade approaches the workpiece closer to guillotine fashion. On thin stock, this can produce a clean cut with minimal distortion, but it also requires a lot of tonnage to make that cut happen. A high-rake-angle shear approaches the metal in scissors fashion. This concentrates all cutting pressure at one point, instead of across the length of the cutting edge, concentrating the cutting power. But a rake angle that’s too high for the application can cause distortion, effectively “pulling” the metal as the blade slices through.
This creates a trade-off. A high-rake-angle blade can cut through thicker metal with less power, but material distortion can be a problem; a low-rake-angle guillotine shear can produce a clean cut, but tonnage requirements limit the material thickness.
Some blade geometries change the trade-off equation. For instance, certain plate cutting blades curve downward in the middle. So instead of scissor-cutting from left to right, the lowest point of the curved blade contacts the center first, then cuts outward to the left and right simultaneously (see Figure 5).
“This slightly curved upper blade will start cutting the material not from left to right, but instead from the center of the material,” said Letourneau.
Blade geometries with slight curves strategically change the area of contact as the blade cuts, and several ironworkers on the market have different varieties. The basic idea is to manage the way in which the blade makes workpiece contact, making efficient use of cutting power while reducing the possibility of workpiece distortion.
The angle shear can also cause a distortion problem. According to sources, much of it has to do with the way the blade approaches the angle iron. Some blades approach angle iron differently, in the literal sense. Ideally, the blade should contact the angle iron’s fillet first, then cut outward from there—and this does occur for even angles, with legs of identical width (say, 3 by 3 in.). But problems arise with uneven angle iron, with one leg longer than the other (5- by 3-in. angle iron, for instance). In these situations, the angle blade can hit one leg first and then the other leg.
As Jeff Labeau, product manager at MegaFab, Hutchinson, Kan., explained, “If the blade hits the upper leg before making contact with the lower leg, you’re going to get distortion, because it will end up pushing the upper leg out as it’s shearing the part in two.” This causes the cut angle to spread beyond 90 degrees—not a good situation.
To get around this, some ironworker-makers have changed how the angle blade approaches the workpiece. Devices behind the blade itself actually allow it to rotate slightly, so that the blade hits the fillet first and cuts the vertical and horizontal leg at the same time, minimizing distortion.
Letourneau explained it this way: “The blade holder is machined with a radius groove, and the design is such that the blade holder comes down and actually allows the blade to rotate, so that the blade contacts the vertical and horizontal leg simultaneously.”
To reduce distortion during notching, many ironworkers feature a notching station with a tapered top blade. “The top blade is typically one piece, and each side of that is tapered,” Flamholz said. “You’re cutting more like a scissor shear than in guillotine fashion, which is why this can help with distortion.”

Figure 4: Clearance between the die and punch must be appropriate for the application. With quick-changeout tools, operators can switch to the right punch-and-die set for the job. Photo courtesy of Trilogy Machinery.
Sources said that the notcher’s blade gap normally is set to the capacity of the machine. They added that using only a portion of the notching blade—say, just to nip off a small portion of the workpiece—does not change the machine’s capability.
Imagine an operator attempts to notch a small corner of 1-in.-thick plate—on a notcher that’s rated up to 3- by 2.5- by 0.5-in. plate. During the cut, the notcher still forces 1-in.-thick worth of material in between a blade gap that’s designed for much thinner stock. Metal fractures squeezing in between the upper and lower notching blades cause each blade to bow outward, resulting in premature blade wear. This also can damage the notcher and affect the entire machine.
Innovation in blade design, workholding, hydraulics, CNCs, and even feed tables has entered the market. The humble ironworker now is more productive than ever. But all that productivity doesn’t mean much if the machine produces distorted parts that become scrap.
Abiding by a few basic concepts—keeping blades sharp, knowing (and sometimes adjusting) the blade gap and rake angle, using the right punch-die set for the job, and ensuring the job does not exceed the machine’s capacity—will keep the trusty, humble ironworker cutting quality parts for decades.
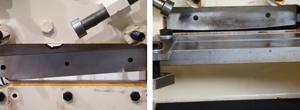
Figure 5: A shear with a high rake angle cuts from left to right, like scissors, as shown on the left. A low-rake-angle shear cuts in more of a guillotine fashion. The blade on the right bows outward, cutting from the center out to reduce distortion and make efficient use of cutting power. Photos courtesy of COMEQ Inc.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Cameron Adams of Laser Precision, a contract metal fabricator in the Chicago area, joins the podcast to talk...





