















Maximizing your shop floor automation investment
Information flow is key to staying near full capacity

When manufacturing companies invest hundreds of thousands to millions of dollars in shop floor automation, they need to have their machines run at full or near-full capacity to achieve a quick return on investment.
In long-run production environments or in job shops, justifying the purchase of a machine based on work load typically is straightforward. In the case of shorter-run and engineered-to-order (ETO) production environments, however, keeping modern shop floor automation at near or full capacity is a bigger challenge. The pace of information coming out of the product engineering and manufacturing engineering departments needs to be fast enough to drive the shop floor automation.
Improving Information Data Flow
The biggest key to supplying the shop floor with timely and complete information is to start with electronic information sharing among engineering, manufacturing, and enterprise resource planning (ERP). Having to translate and manually retype information in each department is generally the biggest bottleneck in the engineering and manufacturing work flow process.
Many software technologies used in various departments tend to integrate poorly with each other. When the design and product engineering departments produce 3-D CAD drawings and store the associated bills of material in disconnected databases or in spreadsheets, it becomes much more of a challenge to supply the manufacturing engineering department with the information it needs in a timely fashion.
The four key elements to providing the shop floor with rapid and complete information are:
- Bill of materials (BOM) management.
- CAD/ERP interface.
- Product configuration/automated drawing generation.
- Automated production work queue.
Bill of Materials Management
The lifeblood of a manufacturing company is the BOM. The better a company manages its BOM (seeFigure 1), the easier it is to manage information throughout the manufacturing enterprise. The key to transforming the engineering and manufacturing work flow processes is to improve the flow of information to the shop floor by establishing a centralized engineering BOM database, or data warehouse.
Most ERP software does an inadequate job of integrating CAD and engineering with ERP and the shop floor. As a result, when the engineering department produces new designs, the associated BOM typically is disconnected from ERP and manufacturing. Several years ago a study concluded that CAD BOMs and ERP BOMs do not match more than 80 percent of the time. Most product data management (PDM) and product life cycle management (PLM) software systems have had limited success improving this mismatch percentage.
The purpose of establishing a centralized engineering BOM database (seeFigure 2) is to provide a vehicle that gives CAD software a single storage point for part, assembly, and attribute information. It also provides a centralized point to upload and download BOM information to and from ERP.
When a CAD drawing BOM is stored in either a spreadsheet or a disconnected database, it generally requires engineering information to be manually retyped from one system to the next. This makes it time-consuming and more difficult to prepare information rapidly for the shop floor. Better BOM management is achieved with a centralized data warehouse that gives engineering, manufacturing, and ERP a single point of shared information to electronically upload and download data that drives manufacturing engineering and the shop floor.
CAD/ERP Interface
In many manufacturing companies, engineering and manufacturing are treated as two separate departments; in reality, what happens in engineering can have a big impact on manufacturing results. The inability of most ERP software to integrate engineering information adequately with the rest of the enterprise typically creates an environment where the engineering department becomes an island of duplicated information, and engineering information needs to be typed manually into the ERP software.
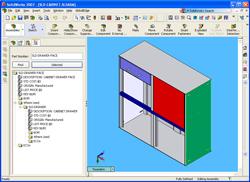
Figure 1Automated extraction of bill of materials (BOM) and part properties is now possible using the latest CAD-ERP integration technology.
A general misconception about PDM/PLM software is that BOM information stored in a CAD drawing can be easily uploaded to ERP software through a simple XML output format. The big flaw in this logic is being unaware or ignoring how information imported into an ERP system needs to be verified and processed.
The proper approach (seeFigure 3) to synchronizing a CAD BOM with an ERP BOM involves two main steps:
- Purchase or develop software that extracts part, assembly, and attribute information from a CAD drawing and downloads it to a centralized engineering BOM database.
- Purchase or develop software that uploads and downloads information from the ERP software to a centralized engineering BOM database.
The software intelligence that needs to be incorporated in both of these steps includes the ability to synchronize CAD information with ERP information. Downloading existing part information from the ERP database to the centralized engineering BOM database makes it possible to verify new and existing part numbers within the CAD software. Conversely, updating newly created part numbers in the centralized engineering BOM database that match new or revised CAD drawings makes it possible to upload updated engineering information in the ERP software.
The advantage to this approach is that it allows multiple CAD systems and engineering programs to download and upload information to a single database. It also creates a centralized point to which ERP system information can be uploaded and downloaded via software routings that automatically process information to and from the ERP engine, which is adapted to multiple software programs.
Automating Product Configuration and Drawing Generation
A key element in transforming the engineering and manufacturing work flow process is to automate the product configuration and drawing generation processes at the design or product engineering stage for parts that vary in size for each customer order. The practical approach is to incorporate a plug-and-play configuration that evolves incrementally over time. The fatal mistake of many product configuration initiatives is programming every possible product combination, which becomes difficult to maintain, especially when products change.
With a plug-and-play approach to product configuration, automated techniques are incorporated at the part or subassembly level. While top-level product parameters, such as overall size and product performance specifications, need to be driven from the top down, the plug-and-play approach dictates first to automate the configuration of configurable parts adapted to static parts. Plug-and-play drives allowable parameters into template parts rather than predefining every length or combination for a specific part.
The steps to simplify product configuration and drawing generation are:
- Generate product parameters/ BOM. The plug-and-play approach can use existing software technologies such as ERP configurators that produce product parameters, custom configurator software, and spreadsheets that produce a BOM and product parameters. The key to this stage is to create an automated method to store part parameters, part numbers, and assembly structures in a centralized engineering BOM database.
- Set up template CAD drawings and part numbers. Template CAD drawings created with user-definable drawing variables can be driven with the parameters stored in the centralized engineering BOM database. Instead of creating every possible product combination in a CAD system, plug-and-play makes it possible to produce configured CAD drawings automatically based on part parameter information driven into template CAD drawings.
- Size template CAD parts based on database parameters. Once part parameter information is generated for a specific customer order and stored in the centralized engineering BOM database, the next step is to drive the part parameter information into the appropriate template CAD drawings to produce configured CAD drawings. This task can be accomplished with available commercial software or a custom software application that uses the application programming interface (API) available with most 3-D CAD software. Software routines can be programmed to read parameter information directly from the centralized engineering BOM database and resize a template CAD drawing to match those parameters. These driven parameters can control attribute information such as length, width, height, cutouts, and hole patterns, including specific cutout or hole locations based on other part parameters, such as the location of welding marks.
A plug-and-play configuration provides a method for incorporating more and more intelligence and automation into your products in phases. Software that uses part parameters stored in an external database simplifies the sharing of configured product information among ERP, manufacturing engineering, and the shop floor. How product parameters are generated does not really matter, provided that they are consistent, accessible via programming languages or configuration tools, and easily maintainable.
Plug-and-play methodology allows you to build capability in steps and minimizes the need to redo rules as new functionality is incorporated. Building a product configuration initiative incrementally based on plug-and-play generally yields time-saving results much sooner and does not lock your company into a system that is difficult to change as your products change.
Automated Production Work Queue
Establishing a centralized engineering BOM database that is integrated with both CAD and ERP makes it possible to automate much of the manufacturing engineering process with automated production work queue software (seeFigure 4). This software uses a centralized engineering BOM database and integrates daily ERP production orders with product engineering to perform several tasks automatically, including:
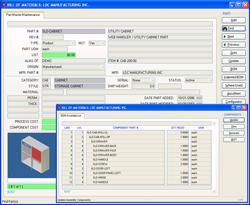
Figure 2Better BOM management is achieved with a centralized data warehouse that gives engineering, manufacturing, and the front office a single point of shared information.
- Unfolding of 3-D sheet metal parts.
- Creation of 2-D DXF files from 3-D CAD drawings.
- Addition of part numbers and welding marks.
- Creation of sheet metal folding programs.
- Creation of short-run robotic welding programs.
Results of Transforming Engineering and Manufacturing
Not every manufacturer needs to configure products. And not every configurable product warrants automated product configuration and drawing generation. What does warrant consideration is reducing or eliminating repetitive engineering and manufacturing work flow tasks that produce duplicate, difficult-to-manage information.
To justify the investment of modern shop floor automation, a company that has short production runs needs to start with the machine itself and look at things backwards. What are the bottlenecks that prevent adequate information from being supplied to the machine? Can the product engineering department produce CAD drawings fast enough? Can the manufacturing engineering department process engineering and daily order information fast enough to supply the shop floor?
No matter what type of information bottlenecks you face in the engineering and manufacturing work flow process, knowing what is possible with automation is the first step toward eliminating them. The next step is to develop an automation plan with smart, incremental steps that provide short-term improvements while indicating a path for what needs to happen downstream and in the future.
When incorporating automation initiatives in engineering, it is important to understand what needs to happen in manufacturing. The key to successfully transforming engineering and manufacturing is collaboration among departments to determine what is best for the entire company, not just handing off information from one department to the next. Eliminating information bottlenecks and automating information flow in the engineering and manufacturing work flow process, using a step-by-step approach, is a sound method for maximizing your shop floor automation equipment investment.

About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...
- Trending Articles
1
How laser and TIG welding coexist in the modern job shop

2
Young fabricators ready to step forward at family shop

3
Material handling automation moves forward at MODEX

4
A deep dive into a bleeding-edge automation strategy in metal fabrication

5
BZI opens Iron Depot store in Utah
