















President

Lean manufacturing has its origins in product-based part flow. Instead of consistently producing parts to stock, lean plants produce at a rate that meets customer demand, which essentially drives the pace of lean manufacturing. The focus of demand-driven manufacturing is to produce at a rate that matches actual customer demand to eliminate the waste associated with overproduction.
Single-piece, product-line part flow fits well in final assembly operations. The plant receives parts just-in-time from various suppliers, and the takt time dictates the pace of everything. The takt time is determined by dividing the available time to produce by the customer demand over the same period. For example, if 450 minutes of production time are available in a shift, and the customer demand is 600 pieces per shift, then the takt time is 450 minutes divided by 600 pieces, or 0.75 minutes (45 seconds). The process needs to produce a part only every 45 seconds to satisfy customer demand. Any production faster than this creates waste.
But there’s a problem: Most metal stamping and fabricating operations—the processes feeding parts to final assembly—don’t operate this way. Most shops in metal manufacturing have a process-based part flow. Machines aren’t product-specific but instead act as a shared resource. That means they must be set up and changed over to produce various products (see Figure 1).
For the right application, though, a product-specific part flow can work. This is where the right-sized machine concept comes into play. Here, maximum speed isn’t the goal. Instead, it’s about producing at the pace of customer demand, no more and no less.
Overproduction is the biggest source of waste on the shop floor. This waste has many forms, such as waste associated with capital tied up in equipment and tooling that produce parts much faster than demand requires. Shop floor space may be consumed for part storage and racks, carts, bins, and material handling equipment. Energy is consumed to heat and light plant floor space taken up by larger-than-needed equipment and for parts storage.
Overproduction consumes vast amounts of working capital sitting in inventory, as well as labor spent on non-value-added activities such as performing tooling setup and material handling. It requires complex scheduling and drives a complex part flow, which often leads to having to expedite various parts.
Designing a production system that produces at a rate that matches customer demand can reduce the waste associated with overproduction.
Most stampers have many different dies that run in each press line. Each tool is set up and parts are batch-produced, filling bins that are then placed into inventory. The batch size is often determined based on a formula to amortize the labor cost of the setup over the number of parts in the batch. The setup is a non-value-added activity; the longer the setup time for a given die, the larger the batch size. In a stamping facility, efforts in SMED (single-minute exchange of dies), 5S (sort, straighten, shine, standardize, sustain), and kaizen events can dramatically shorten setup time, resulting in smaller batch sizes and the elimination of considerable amounts of waste.
High-production coil-fed stamping lines are well-suited when customer demand is very high. These lines are also well-suited to large parts where manual part transfer is not practical. Complex parts requiring high tonnage are also a good fit for these processes because of the heavy machinery required for the high tonnage.
CNC punching and forming equipment can make a vast array of parts with minimal or no investment in part-specific tooling. Equipment setup time drives batch production with fabrication equipment too. Part routing and the management of work through multiple shared work centers can create significant work-in-progress and a complex production flow.
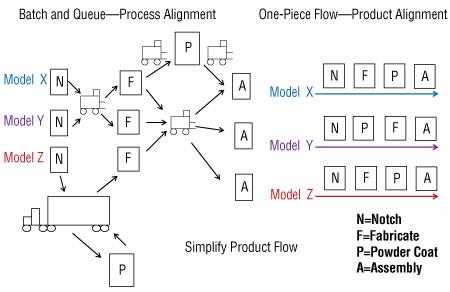
Figure 1: In a traditional factory, like equipment and processes are grouped together into service centers or cells in an attempt to centralize specialized skills and equipment maintenance. Product travels great distances and inventory collects in racks and on carts. In a one-piece, product-specific model, part flow becomes much simpler.
But offline programming, rapid tool change systems, and other innovations in CNC fabrication equipment are reducing setup time and enabling smaller batch sizes. Dynamic nesting software enables different parts of the same material and gauge to be populated on the same sheet.
This makes it possible to satisfy daily punch or cut requirements, enhancing material yield and reducing batch sizes. All this makes CNC fabrication well-suited for low- to medium-volume and high-product-mix operations. But these operations still require material handling between operations, and at least some queue time sitting in a small buffer of WIP, there to handle the unavoidable variability of a high-product-mix operation.
This arrangement works perfectly for low-volume orders, especially those that you may never see again. But what about orders that a customer demands consistently? If there is sufficient volume, you could build a tool and run it on a stamping press. Or you could process the job through fabrication equipment. But both of these options still require setups, because the machine remains a shared resource. And essentially, setup drives batch production. If you eliminate setup, you can produce only the parts required, when they are required, and eliminate waste associated with overproduction.
Right-sized equipment consists of machinery and tooling designed to produce to a takt time. In most cases, this enables the machine to be much smaller than with the traditional approaches. The smaller footprint enables the equipment to be moved closer together and closer to the point where the parts are needed, reducing the part travel distances, which in turn reduces the non-value-added activity of material handling.
Cycle times that match the rate of customer demand often are quite slow. Slower cycle times enable actuators, pumps, and other components to be smaller, reducing equipment size and cost as well as reducing energy consumption (see Figure 2).
A right-sized machine is often designed to unload automatically. This enables the machine function to be separated from the operator, which frees him to perform other activities while the machine processes a part.
The operator places raw material into the machine, pushes the start button, and takes a completed part from the output tray while the machine cycles. He then performs other tasks, such as loading other right-sized machines while the machine cycles. When the operator returns, he sees a completed part in the output tray. This eliminates wasted labor waiting for the machine to cycle, and allows the machine to cycle at a rate that more closely matches customer demand.
A lean production system is product-focused. Equipment is arranged in cells designed for the production of a specific product or a family of related products. This creates a streamlined flow. Pull systems can be easily created, and shop floor management becomes straightforward and visual.
Most parts require several production steps to complete. When designing a lean production cell, first you create a transformational diagram, or a diagram that shows the value-added steps required to produce the part. Then you design tooling and equipment to perform each step.
Electronic sensors can be employed within the tooling and equipment to errorproof each production step, enhance quality, and prevent scrap. Configuring multiple pieces of right-sized equipment in a U-shaped cell reduces operator travel, especially when he runs multiple machines. As demand fluctuates, operators can be added or removed from the production cell, adjusting daily production rate to match actual customer demand.

Figure 2: This machine punches holes in a family of cookware. The press is tipped back 20 degrees, which allows it to use gravity to hold the pan in place. The machine cycles match takt time.
A Hybrid Approach
Right-sized equipment can be used with the traditional production strategies to eliminate waste. For example, say you have a part produced on a traditional, coil-fed progressive die. The part is highly configurable, which means you need to produce various dies and change them out frequently.
You may work to shorten those die changeovers, but what if those changeovers aren’t necessary to begin with? What if the progressive-die line produced just one common base component, onto which you attach various configurable components? In this case, right-sized machine cells can feed these configurable components as needed, all at a specified takt time. This not only reduces or eliminates changeovers at the progressive-die press, it also makes it much easier to manage multiple part configurations through the shop.
Picture the right-sized equipment cells as tributaries feeding into the river of the main production line. But instead of flowing into the line upstream, all the configurable features may feed into the main line near the very end—just before powder coat, for example. This simplifies part flow dramatically, because you need to manage only one common base component throughout most of the shop.
To join and assemble a product, workers typically pick component parts from baskets and bins. These parts typically require warehousing on racks, either in a separate area of the plant or in another facility altogether. In some cases, though, right-sized equipment can produce the component part near or even within the assembly line or weld cell. Picture a right-sized machine cell feeding parts directly to an assembler on the main production line. The assembler is working to the takt time—say, assembling a part once every 45 seconds—and the right-sized machine does the same, feeding parts to the worker at that specific takt time.
If it doesn’t take long to load the right-sized machine, one worker could load a sheet metal part for forming in a right-sized cell, push a button, take a completed part off the end of the right-sized cell line, then assemble that completed part into a larger subassembly on the main production line. He then loads another part into the right-sized cell, and the cycle starts again.
The machine and tooling in Figure 3 produces fishing lures, though the concept can apply to manufacturing many different components. This machine is a 15-ton hydraulic press with a 20- by 22-inch footprint. It is powered by a 2-HP, 120-volt, single-phase electric motor. Inside the press is a 5-stage progressive die. The operator feeds sheared metal strips into the die and steps on a foot switch to cycle the press. The completed part drops onto a ramp and slides into an output tray located at the front of the press.
For this part, the press cycles in about 5 seconds, though the operator spends only a couple of seconds to initiate the cycle and to take a completed part from the output tray. A proximity sensor ensures the strip is located properly, and a green light illuminates to let the operator know that the strip is located properly before allowing the machine to cycle. The machine is on casters, so it can be moved and reconfigured as necessary, and the height of the machine is adjustable to accommodate different operators.
With right-sized equipment, tooling is designed to produce at a rate that matches customer demand. Lower tooling investment reduces financial risk. Many customer markets now demand new product designs frequently, which is why product life cycles have plummeted in recent years. To meet this need, stampers can retool right-sized equipment as products are made obsolete and replaced with new designs.
In terms of takt time, there is a sweet spot for right-sized equipment. If the takt time is very short, a disproportionate amount of time is consumed with the part transfer to the next operation, so a traditional, coil-fed progressive die may be a better strategy. Conversely, if the takt time is very long, production volume may not be sufficient to justify the cost of the right-sized equipment and tooling. In this case, traditional soft-tooled fabrication may be a better choice. Also, parts requiring high tonnage may also be better-suited for traditional stamping approaches.
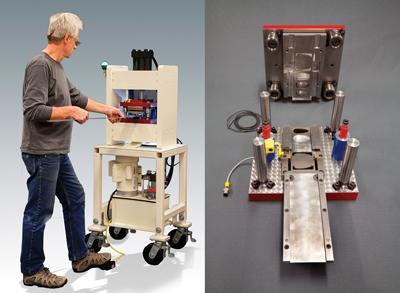
Figure 3: This right-sized machine is designed to produce fishing lures, though the concept can apply to manufacturing a variety of components.
But for many parts, right-sized equipment can be an option. Innovative strategies that drive out waste in the production process require fresh ideas. It often requires doing things in unconventional ways. Employing a cross-functional team, brainstorming, and experimentation are great ways to develop right-sized equipment strategies.
This isn’t a speed race. The goal isn’t to maximize cutting or forming velocity, but simply to match the takt time. A machine may cycle at a slow pace, but all it really needs to do is produce at a rate that meets customer demand, as long as the operator is able to perform other tasks while the machine cycles. Anything above and beyond that is essentially waste.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Patrick Brunken, VP of Addison Machine Engineering, joins The Fabricator Podcast to talk about the tube and pipe...





