
















Key Account Executive Automotive
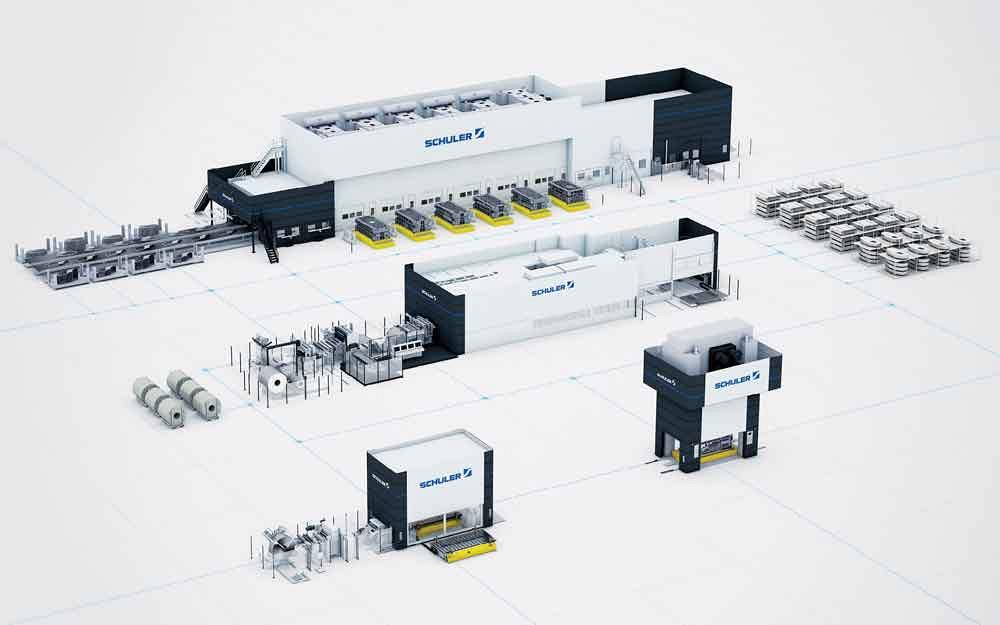
In the intelligent and fully networked press shop of the future, it will be possible to accurately predict potential downtime with the aid of sophisticated sensors and actuators, along with the data they collect, and to avert downtime well in advance. Schuler
Editor’s Note: The digital transformation of the metal forming industry is already in full swing. This fall author company Schuler and automaker Porsche will start construction on their Smart Press Shop in Halle an der Saale, Germany, which is intended to drive the flexibility and digitalization of body part manufacturing. Production at the new press plant is slated to begin in 2021.
In the intelligent and fully networked press shop of the future, it will be possible to accurately predict potential downtime with the aid of sophisticated sensors and actuators, along with the data they collect, and to avert downtime well in advance. This will help boost productivity and increase part quality, while also reducing energy requirements.
The smart press shop will allow automobile manufacturers and suppliers alike to produce more efficiently and generate fewer rejects. How? A closer look at the possibilities may provide an answer.
Just as flight data is recorded on the black box of an airplane, specific data that is produced on a running press can be stored automatically on a continuous basis. In the event of a malfunction, defective component, or operational failure, a retrospective analysis can be performed to determine its cause. This is called smart diagnostics.
Condition monitoring makes it possible to avoid both unplanned downtime as well as unnecessary part replacement. Machine components can be monitored for changes, wear, and damage to optimize the maintenance process. For this purpose, regular test runs of the system can be performed in which vibration data, torque progressions, and energy consumption, among other things, are measured, stored, and compared. By measuring vibration, sensors can identify wear. Wear is also taken into account by considering the load in the actual manufacturing process.
Sensors in the press bed and slide record the acceleration per stroke, for example, enabling stampers to monitor the forming processes in detail. Similarly, the vibration in the engine bearings can be measured, which in turn indicates possible wear at particularly critical points such as gearwheels and axles.
The demand for electricity, water, and compressed air can be individually identified also, from the blank feed to the press to bed cushions to blank destacker.
System operators gain an overview of the production status and a basis for calculating the overall equipment effectiveness (OEE). The OEE is an extremely important system-related metric. It provides information about the changes from actual to target values in the areas of availability, performance, and quality. The OEE is equal to 100 percent when the system produces 100 percent acceptable parts at the full programmed stroke rate over the entire time of production. Every disruption or error lowers the number of acceptable parts produced—and by extension, the OEE.
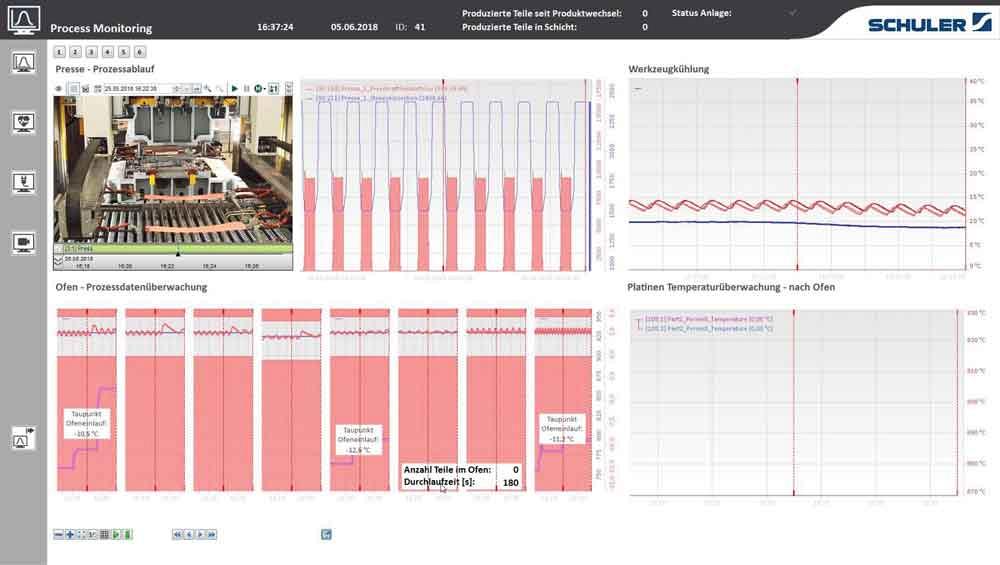
Compared to cold forming, significantly more factors influence the production process in hot stamping, also called press hardening. Process monitoring records the exact temperature of the red-hot blanks as they leave the furnace, the amount of time that passes before they are placed in the die, the press force applied, and many other things. All of these parameters have a direct effect on the part quality, which is why it is helpful to document seamlessly. In case there is any doubt, stampers can track and trace these parts with pinpoint accuracy.
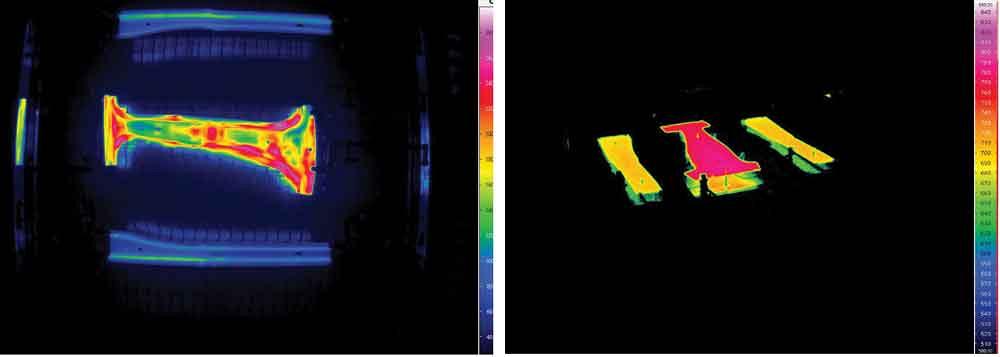
Video and thermal imaging cameras provide a real-time overview of the blank feed, transfer, and part exit, all while the system records and documents process data continuously. The powerful sensors installed in the press, die, furnace, and cooling units detect even the slightest changes in temperature, pressure, vibration characteristics, and flow rate in intervals measuring just fractions of a second.
The process monitoring system not only has to combine the huge quantities of data collected by the sensors at many megabytes per second, but also synchronize this data across all of the different interfaces. To ensure that the correct and necessary information is available at any given moment, algorithms analyze the data and keep the amount of memory used to a sensible size. This makes it possible to visualize long-term trends for various different types of process data.
Thus, operators can track and trace each and every hot stamped part down to every last detail. With the help of data histories, they can check whether blanks were heated to a high enough temperature, kept in the press long enough, and were cooled in the proper amount of time. In addition, they are able to identify error sources or causes of production disruptions at a glance—whether a burner in the furnace has suddenly failed or the hot stamping die has steadily lost precision over time.
Manufacturers, especially those of safety-related components such as B pillars, are currently facing growing demands to account for the continued existence of optimal production conditions over a span of many years. That is why it is also necessary to detect instances of a system operator manually adjusting settings on the line without documenting the change. This also ensures that no critical information is lost in the communication with production management, for example.
Quality documentation also has the highest priority for safety-related components. All relevant data can be recorded and archived for each part produced. The system links the information about the raw material used and its origin with the production conditions, such as press force or part temperature, and thus enables traceability.
Last, but not least, power monitoring not only saves energy costs, it also helps to identify possible problems in the network quality at an early stage. Here, too, all relevant power supply and energy quality data for the system can be stored and analyzed. What does consumption look like as a function of specific operating states? When does the optimal state occur? How efficient is the current consumption? When do voltage fluctuations or dips occur?
The digital transformation starts long before a press is physically built. The virtual image of a machine—a so-called digital twin—offers the possibility to simulate all the functions of a system on the computer and helps to realize an intelligent factory. The technology has been used for many years in process simulation. However, it also offers the option of virtual commissioning to pretest software and adapt it to the needs of the stamper.
This allows plants to start up faster, shorten the commissioning time, and reach the planned quantities earlier. In addition, operators can be trained on the digital twin control while the system is under construction—without the risk of an operator error. By linking to the machine monitoring system, it is also possible to analyze incidents better.
The good news is that most of the sensors are already there in the press, so stampers do not necessarily have to buy a new press to get a smart machine. The challenge is to get the data out of the control, and to draw the right conclusions from the bits and bytes. While only a few smart systems are on the market currently, this will change in the course of the next two years or so. That means that the best time to prepare is now.
Thomas Schmider is key account executive automotive for Schuler North America, 7145 Commerce Blvd., Canton, MI 48187, 734-207-7239, thomas.schmider@schulergroup.com, schulergroup.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}
{kind=link}