















Lead Industrial Internet of Things Consultant

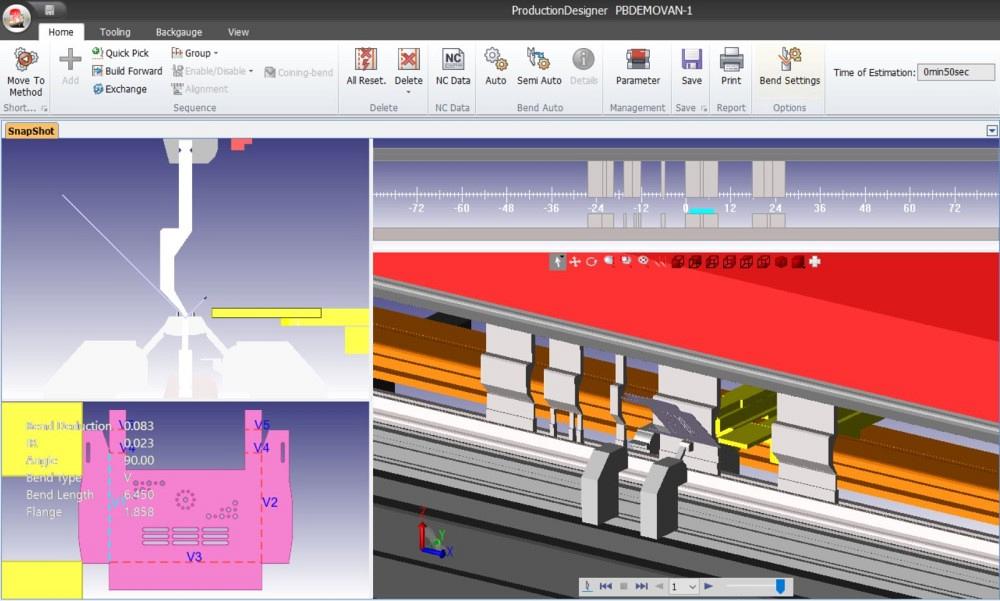
Bending software maximizes bending productivity and efficiency by automatically generating offline press brake programs, verifying part feasibility, and generating common tool setups to bend multiple parts.
The recognition of what bending software can do for efficient flow of parts through the bending department is somewhat of a new phenomenon. About 15 years ago, a survey was done of recent purchasers of press brakes and found that only about 10% were actually using the software that they purchased with their new brakes. Responses suggested that fabricators viewed the software as only being useful for complex parts. The run-of-the-mill parts could be programmed easily at the press brake because it didn’t take that much time.
Today metal fabricators see the light. Almost all new press brake owners not only buy the software for their new bending machines, but also plan to use the programming tool as much as they can.
As the pace of production has picked up in the face of shorter lead times, metal fabricators see the importance of making sure their press brakes are being used to form parts. That’s why they are getting paid—not to create the program, not to test the program, not to set up the press brake, and not to test the bending recipe until the part is formed to customer specifications.
Bending software was the key to convincing metal fabricators that they could move parts programming off the floor and actually improve press brake uptime. When the software reached the point at which the simple programs—say those with fewer than six bends—could be programmed automatically, even the most reluctant fab shop leaders had to come around to the idea.
For those holdouts who still turn a blind eye to the advantages of fully embracing the power of their modern press brake software and moving programming activity off the shop floor and into the front office, take note that such a move might help you in ways that you might not recognize right away. Remember, if an operator is in front of a press brake, it only can go so fast and still keep the operator safe. If a shop is to minimize non-value-added activity associated with bending and ensure the press brakes are making parts as efficiently as possible, management needs to be aware how bending software can make that happen.
Every manager of a metal fabricating operation knows how hard it is to find people with the aptitude to work a press brake, much less someone that is actually experienced in doing it. The operators that can see how a 3D object can be formed, know what combination of punches and dies can make it happen, and sequence the tooling in the most efficient way possible are few and far between. If working without the benefit of bending software, which can recommend the proper tooling and create the bend sequence automatically for typical parts, that press brake expert is still going to take 15 to 30 minutes to set up that press brake.
Imagine how long it takes the person new to the craft—probably 30 to 60 minutes. There’s going to be a blueprint held up by magnets on the press brake. The operator is going to be staring at it trying to figure out the right combination of punches and dies to use and what bend sequence to come up with. While that is happening, the press brake isn’t going up and down.
That’s why job shops need their best press brake operators programming parts offline. Now that may sound like heresy, especially after discussing how much more quickly those individuals can actually produce parts. But the goal is for all the press brake operators to be working as efficiently as possible, not just the very experienced ones.
The bending software is going to take care of those simple parts, such as a hat channel. The press brake veteran setting up these jobs can keep an eye out for things such as design for manufacturability and scheduling, but the software is going to do most of the work on these parts.
For the 10% to 20% of the work that is more complex, up to at least six bends, the veteran is actually going to figure out the best way to bend that part. The brightest metal forming mind isn’t going to spend his day on the monotonous work of programming simple parts; that individual can reflect back on experience to determine the appropriate way to form the part, even taking into account the possibility that new tooling might be required. Press brake software is mindful of such contributions, so it is developed to allow for manual editing of suggested press brake jobs.
Part programmers can use bending software to check for collisions, avoiding wasted hours trying to get the job right at the press brake and subsequent rework of out-of-spec parts.
When that part program is complete, the programmer can save it to the database so that it can be shared with the bending department. The less experienced operators now have the best directions available. They call up the program, ensure they have the right tooling in the machine, and follow the prompts on the controller screen.
The days of bending productivity being directly linked to specific press brake operators being in attendance are done. Even if the sharpest operators have called in sick for the day, now less experienced personnel can step up and follow the programs created by the metal forming expert. The knowledge is there to be shared with everyone.
If a shop doesn’t rely on bending software and offline programming, does it really know how long a bending job is going to take? If it has a staff of experienced brake operators, maybe, but that’s not the norm in the industry.
If a shop has someone on the floor trying to figure out how to bend a part up, that person is going to need some time to figure it out. The same person likely will complete the same bending job a bit quicker, if he still retains some memory of how it was last accomplished. If a different operator has to bend that same job, the bending department supervisor is going to see a totally different production time. That inconsistency wreaks havoc with scheduling. A typical day in a metal fabricating shop is stressful enough when production is going pretty smoothly because everyone is still dealing with hot jobs and ongoing continuous improvement efforts; work-in-process building up in front of a particular department because of production inefficiencies can make things that much more stressful.
Offline programming of the bending program takes a lot of those uncertainties out of the equation. A job is created and saved, so an operator of any skill level can call it up and get to work. A seasoned brake operator might finish the job more quickly, but even the less experienced person has a more clear-cut plan to proceed.
The operator used to be the main decision-maker during press brake setup, in terms of determining what tooling was needed for the job, finding it, and installing it in the proper sequence. That’s a very big responsibility and really stresses the importance of these knowledgeable operators in shops without advanced software and automated equipment.
Bending software helps to take the responsibility off the shoulders of press brake operators. Referencing a current tool inventory, which has all of the punches, dies, and specialty tools belonging to a company, the software determines the best tooling to complete a job. That tooling setup then is saved in case the job comes up in the future.
Some bending software packages also are able to recommend versatile tooling setups for processing various parts of different thicknesses and radii. The software ensures the proper tooling is present for the range of jobs and that the tooling has a common shut height, which means a variety of punching profiles and V dies, including hemming dies, can be used at the same time.
Software packages also might have access to a master tool inventory—tooling made by the same manufacturer of the press brake. In a virtual environment, the programmer using the bending software can grab a tool that may not be in the current inventory and see how it works for the job. If a new tool is needed, it can be ordered at that moment, and the cost can be built into the part cost.
A lot of discussion has focused on inexperienced press brake operators, but an engineer with little sheet metal fabricating experience also can cause problems, unintentional as they may be. For instance, an engineer is always looking for the simplest way to do things, which is the right way to approach design in manufacturing. In doing so, however, the engineer might rely on recommended K factors most of the time. It’s a standard, right? Most of the time it works, but if the press brake operator has to use a different size V die to accommodate a short flange, that K factor requested by the engineer might not be the best recommendation.
Bending software can assign tooling from the fabricator’s tool inventory to the job based on tool priorities set by the programmer.
Simulation that is a part of modern bending software packages helps a fabricator to avoid this scenario. The software can analyze the 3D model of the part or assembly and determine the design intent of the manufacturing method.
From a bending perspective, the software checks to see if the part can be made as prescribed. Will there be a collision with the tooling? Is the flange too short? These manufacturing mistakes never make it down to the bending department.
From an overall manufacturing perspective, the same tool can be used to improve downstream production efficiencies. For example, the software might suggest a new bending sequence that avoids some downstream welding. Such a move can reduce part cost and improve the overall quality of the part if some manual welding is removed from the manufacturing mix. The combination of this type of computing power and the skilled eye of a press brake veteran in the programming seat makes bending software a powerful tool for continuous improvement efforts and cost reduction in part designs.
A shop with a prototyping cell is pretty unique. It takes up space that most shops don’t have, and it obviously has equipment that is not heavily relied upon for production requirements. The latter is important because management doesn’t want to tie up its most productive machines on work that no one is paying for at that particular moment.
That’s where software can make a difference. The simulation capabilities within it can determine the best way for the part to be made, without tying up a press brake, for example. Again, no one is standing in front of the brake wondering what tooling to use and what’s the proper bend sequence.
Once the simulation has proven out the design intent and the software has created the production recipe, it can be proven in minutes, even mixed in with the day’s production run.
Also, prompt response in quoting always is appreciated by the customer. Bending software’s bending simulation capabilities help to make that happen.
Bending software is able to take all of those prebending activities and compress them, so that the press brake can start bending parts. But technology has advanced to the point that there remains plenty of opportunities to find more production efficiency in the bending department.
Imagine if a fab shop had a machine that set up the tools automatically in a matter of minutes. Now the shop has software that unfolds the 3D model, selects the tooling, creates the bending sequence, and shares that with the press brake attached to the automated tooling center. At that point, the operator is only really concerned with following the job instructions and keeping his fingers out of harm’s way. The greenest person on the press brake has the opportunity to be more productive than the most experienced press brake operator in a manual operation.
It doesn’t end there. With Industrial Internet of Things technologies, shop managers can learn what is really happening in that bending department. Because the machines are connected and feed information directly to the front office, managers are no longer dependent on the press brake operator logging in the correct information. The machine is going to share the facts about how long setup lasted, how long the bending job lasted, and how much time was spent on jobs during a shift.
With the data, managers can ask the right questions based on real-world occurrences, not hunches or misinformed observations. For example, similar jobs done by different operators can be compared, and similar jobs done on different shifts can be compared. Continuous improvement activities then can be more targeted and have a bigger impact because the numbers suggest where the biggest areas for improvement are.
Of course, this path to process optimization begins with one step. Shops need to make sure they are using the capabilities of their bending software to the fullest extent.
Casey Greer is lead IIoT consultant and John Parenzan is software product manager with Amada America Inc., 180 Amada Court, Schaumburg, IL 60173, www.amada.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





