
















Senior Editor

The FABRICATOR was launched 50 years ago to spread industry knowledge. Press brake guru Steve Benson has been at the heart of this mission for decades. Getty Images
I recall getting some odd looks from my middle school classmates as I stared intently at the diagram on the chalkboard. It was a sentence diagrammed into its parts, a subject and verb there, a direct object there, a prepositional phrase, a potentially superfluous adverb trying to prove its worth. By knowing a sentence’s ingredients, we could scrutinize them, perhaps rearrange or delete words for clarity. By knowing exactly how the parts of a sentence worked together, we learned how to perfect the whole.
For me, that pretty much sums up Steve Benson’s work. He’s been writing for more than 30 of The FABRICATOR’s 50 years of existence, and he’s been writing our Bending Basics column on a monthly basis since 2015. The cry for skilled labor continues, and for years Benson, through his seminars and writing, has been quietly doing something about it. He describes how the ingredients of bending work together. Doing that, he helps readers perfect the whole.
Several years ago I visited a small fab shop where a press brake operator opened a three-ringed binder. There were Benson’s columns, cut out of the magazine, each page protected in plastic sheaths. Some were even organized by subject, like punches and dies, sheet metal properties, and bend calculations. The operator had other sources too and other equations. As Benson himself has said many times, a press brake operator can take many roads to success. In press brake work, there are many ways to skin a cat.
Specific equations might differ, but the physics behind sheet metal bending don’t change: Air bending floats the radius as a percentage of the die width; in bottoming and coining, the punch tip stamps the inside bend radius into the part. And, oh yeah, bottoming and coining aren’t the same thing. Another thing: Sheet metal and plate spring back after bending, which changes your results. For some parts, so can the grain direction’s relationship to the bend line.
The variables go on, which is why bending remains one of the most challenging operations in any precision sheet metal shop. Regardless, when bend programs are based on the actual tools available on the shop floor, and take into account the tonnage that the tools and machines can withstand, good things can happen. If those programs consider material variation and other job idiosyncrasies, like grain orientation and springback, even better things can happen.
Read Benson’s columns or take his seminars and you’ll know the bending fundamentals and will have a head start operating any machine of any brand and age. One can argue the finer points; other experienced press brake gurus might approach problems differently than Benson does. But you can’t argue with positive results, and considering the letters Benson receives, those positive results are undeniable.
Sure, software runs the bend calculations these days. Offline bend programming and simulation has made staged setups that would have been incredibly complex for most to perform manually. But knowing the equations and, even better, the concepts behind those equations gives operators the metal fabrication grammar they need to succeed and climb the career ladder.
They’re not pushing buttons and mindlessly following directions. They’re becoming experts. They know how and why sheet metal bends the way it does, and they know the available ingredients to make that metal bend to their will (or at least to what’s specified on the drawing).
Benson’s greatest contributions could be boiled down to two areas: establishing best operational practices and communicating a common language. The second couldn’t happen without the first.
When I attended my first Benson bending seminar about 11 years ago, his opening PowerPoint slide caught my attention immediately: “Creating a common language, saying the same things with the same meanings.”

Steve Benson
He then went on to describe the basic terms and what they mean—and then described how costly, inefficient, and sometimes dangerous things can get if people don’t speak the same technical language. If people talk of bend deductions, bend allowances, and k-factors, they should all be talking about the same thing.
He then showed a bend cross section, with the neutral axis running down the middle. During bending, that neutral axis shifts toward the inside bend radius, and the multiplier that describes that shift is the k-factor. The bend allowance is the distance around the bend, from the tangent point between the flat and radius on one side to the same point on the other side of the bend. The bend deduction refers to the total amount of elongation that will occur in each bend. The bend deduction needs to be subtracted (hence the term “bend deduction”) from the outside dimensions, one bend deduction per bend.
It’s all basic stuff, and yes, a lot of it is pretty much all handled by software these days, especially if a shop runs modern equipment. But it’s all part of the sheet metal bending “sentence.” As Benson sees it, knowing exactly what the ingredients are and how they interact is central to educating a skilled workforce. According to letters we’ve received, readers couldn’t agree more.
If you can get everyone talking the same language, you can set up procedures that will make the daily headaches go away. To that end, Benson has described his “ideal” work flow that, if followed carefully, could dramatically shorten press brake setup time—and not through any machine investment, just education and communication.
In this world, engineers and operators are on the same page and talk often. They know the available tools and what they’re capable of producing. The engineers learn the tooling and setup strategies, and even delve into operator preferences, like certain bend sequences that tend to work best for certain people.
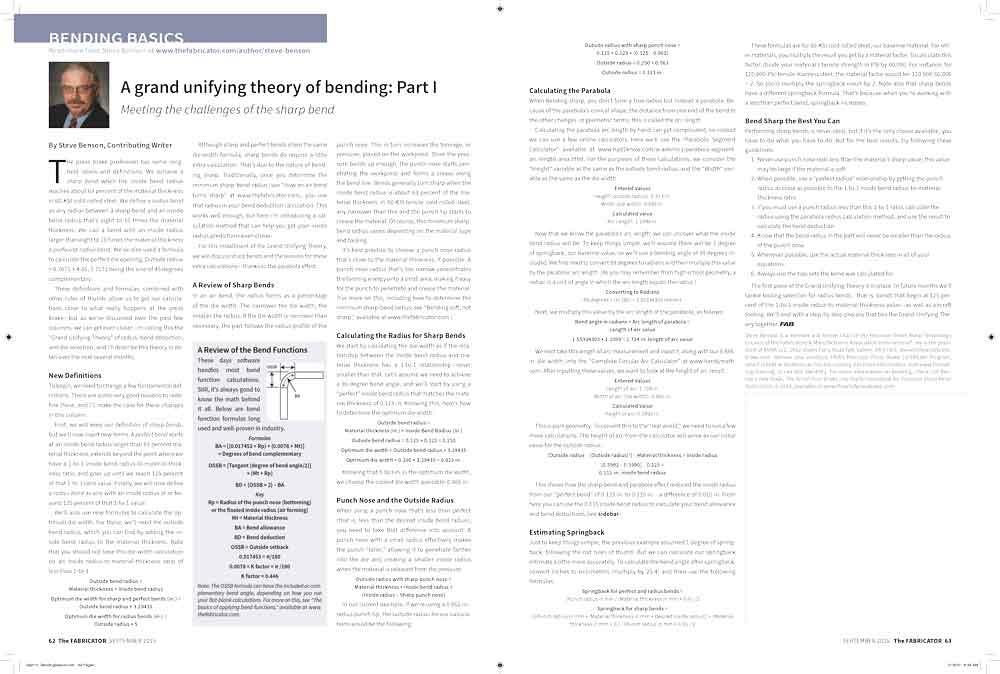
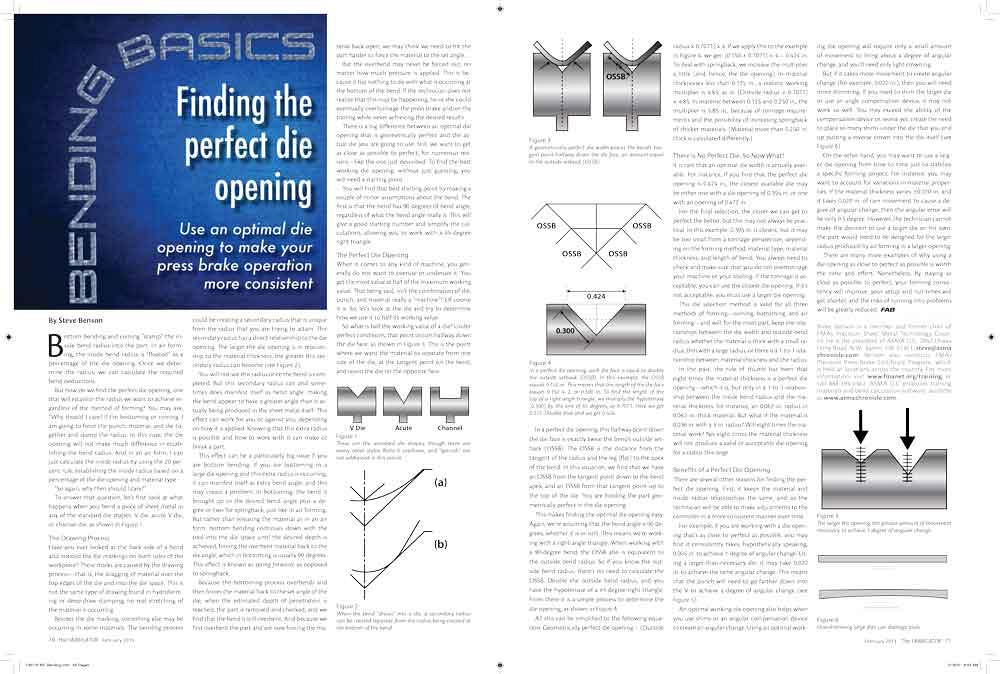
With that setting in mind, let the story begin. The shop receives a drawing, reviewing the print and the inside bend radius to be air-formed. Is the inside radius realistic? If so, the shop calculates the die opening that will achieve that radius based on the 20% rule—a rule that changes with material and describes how the sheet metal radius air-forms as a percentage of the die width. For instance, depending on its exact tensile strength and other factors, mild steel might form at between 15% and 17% of the die opening.
To find the ideal die opening, the technician adds the material thickness to the inside radius to get the outside radius, then multiplies the result by a factor (for more on this, check out the Bending Basics column this month) to reveal the “perfect” die opening.
Is the perfect die available? In a shop with off-the-shelf tooling, probably not. So the shop chooses the closest available tools and, if they satisfy requirements, bases the bend calculations on them.
Next, the shop determines whether the job’s forming tonnage exceeds the tonnage limits of the machine or tooling. If it does, or if it’s too close for comfort, then the operation moves to a wider V die and repeats the calculations. With tools finalized, the team develops the bend deduction and finally sends the job to the floor. When the job reaches the floor, the operator retrieves the tools, loads the program, and lo and behold, the first part is a good part.
Or not. As Benson has described in many columns, sheet metal varies in thickness, hardness, and chemical makeup …. the variables go on. So yes, an operation can’t eliminate all tryout at the press brake. But as Benson has written, a solid procedure and good communication can help make setups as quick as possible, even on old equipment without all the bells and whistles.

When I speak with experienced press brake operators, I often ask them about their own teachers and how they learned the trade. Some were lucky enough to have a true mentor who shadowed them through their apprenticeship and beyond. Others tell me that, well, other than vendor-based training they received after buying new equipment, they picked up a lot on their own. Why? Maybe the bending guru quit or retired.
Sometimes the guru wasn’t the best in communicating what they knew. Maybe it was out of fear and job security, considering manufacturing’s ups and downs since the rise of globalization. Often people tell me that the shop’s bending gurus really just weren’t the best communicators.
Benson’s column is no substitute for a shop’s bending expert, of course, but it documents at least some of what that bending guru knows, archived online and searchable for anyone needing answers. He’s even documented the almost lost art of manual flat layout. If someone has an old machine and part to bend, Benson’s content can help.
It isn’t always easy. One reader told me that Benson’s column is a favorite read—but it’s a careful read too. You often can’t read it just once and absorb it all, especially when he walks deep into the weeds of bending theory. That said, going deep into the weeds helps build that shop floor knowledge that the industry is sorely lacking.
It’s one reason that seeing that binder of Benson’s columns on the shop floor was so encouraging. Software and automation can help streamline most bending operations, but the bending fundamentals haven’t changed. Communicating these and other fundamentals is one reason why The FABRICATOR and its parent organization, the Fabricators & Manufacturers Association, was launched 50 years ago. Such communication won’t solve the skilled labor crisis on its own, but it’s a critical piece of the puzzle, and Benson has been playing his part.
See Steve Benson’s complete archive of content. For more on the FMA press brake certificate courses Benson conducts, visit fmanet.org and search for “precision press brake certificate.” Other services that Benson offers.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}