















Assistant Professor

Figure 1: Different strain paths in the limit dome height test are used to obtain the forming limit curve of tailor welded blanks with transverse weld orientation.
Tailor welded blanks (TWBs) (see Figure 1) are blanks with two or more sheets of different thicknesses, materials, or coatings welded in a single plane before forming. Aluminum TWBs are used commonly in the automotive sector, for which they are formed into sheet components for hoods, floor and door inner panels, and side frame rails. They also have emerging applications in the aerospace industry, such as replacing riveted skin-stringer joints in aerospace structures with laser welded joints.
TWBs are used in automobile and aerospace manufacture because of their:
The forming behavior of TWBs is influenced by several parameters, including thickness and strength differences between the sheets being welded; weld conditions such as weld properties, orientation, and location; number of welds; welding technique; and weld profile and microstructure. Predicting the TWB’s parameters in advance can help the fabricator determine its formability compared to that of unwelded base material. However, this prediction requires a lot of experimental and simulation trials for each case, which is time-consuming and resource-intensive.
Automotive sheet forming engineers can use an expert system to determine a TWB’s forming behavior. An expert system is an intelligent computer program which, like a human consultant, aims to deliver accurate suggestions for solving a problem at any level, such as during planning, designing, manufacturing, and quality control.
Researchers have been developing an expert system for TWBs that can predict their tensile, deep-drawing, and forming behaviors under varied base material and weld conditions using different formability tests and criteria and different material models. Expert systems might be used to determine the best material combinations and weld conditions for making successful TWBs, without the need for simulation and experimental trials.
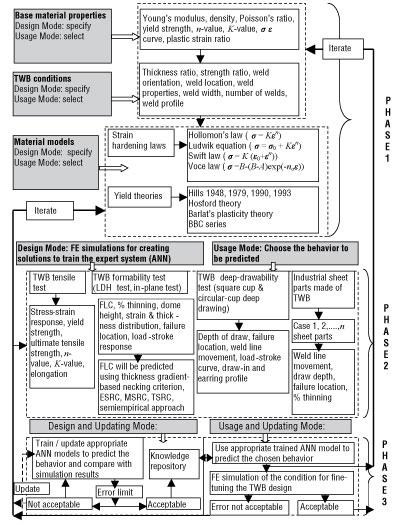
Figure 2 depicts the expert system framework proposed for TWB formability prediction.1 The main objective of the expert system is to predict the forming characteristics of welded blanks for different base material combinations and TWB conditions. This expert system includes three different phases:
The tensile behavior, formability characteristics, and deep drawability of a TWB were simulated by standard formability tests. Different categories of industrial sheet parts were simulated, and an expert system was developed to predict their forming behavior.
Figure 2 shows that the expert system was given inputs such as thickness ratio, strength ratio, weld orientation, weld location, weld properties, weld width, number of welds, and weld profile. Forming behavior, such as tensile behavior, deep drawability, and forming limit, was predicted. The expert system was updated with respect to base materials and formability prediction and criteria used for the prediction.
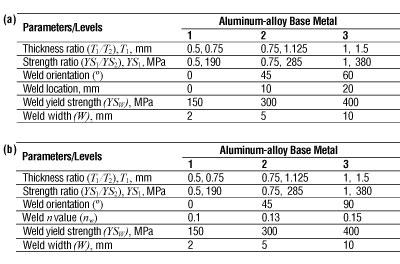
This research work involved aluminum sheet base material and weld region properties as shown in Figure 3. Seven significant TWB parameters were chosen as input to the expert system (see Figure 4) for deep-drawing behavior and tensile behavior prediction. The standard ASTM E646-98 sample was used for simulating the tensile behavior of TWBs. In the case of deep drawing of TWBs, a square-cup deep-drawing simulation was constructed as per the NUMISHEET ’93 benchmark specifications.
The tensile response of TWBs— namely, stress-strain curve, yield strength, ultimate tensile strength, uniform elongation, strain hardening exponent (n), and strength coefficient (K—was evaluated and predicted by the expert system.
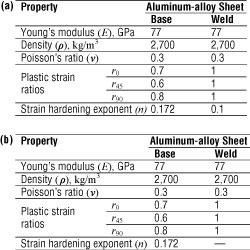
Figure 3: The material properties of the aluminum-alloy base material and weld region for the TWB are shown here for the deep-drawing simulations (a) and the tensile test simulations (b).
The deep-drawing behaviors monitored were:
In the case of steel TWBs, the initial shape of the blank also was considered as input to the expert system, and the entire weld line profile was predicted during deep drawing. In this case, the expert system was able to predict the forming limit strains of the TWBs.
For this work, the researchers used artificial neural network (ANN) to develop the expert system for predicting TWB forming behavior. ANN was trained to learn arbitrary nonlinear relationships between input and output parameters of TWBs, which can be used for obtaining deformation behavior of TWBs for any given input property combinations. The data required for ANN training was obtained from simulations using PAM STAMP® 2G, an elastoplastic finite element code.
The base material and weld zone properties were given as input to simulations, and required output data was predicted after simulations. During ANN modeling, parameters such as the number of hidden layers, neurons, and transfer functions were optimized based on many trials to predict outputs within the normalized error limit of 10-4.
Network structures with one and two hidden layers with varying number of neurons in each layer were examined. Out of all the networks tested, an optimized network was identified that gave the best performance when compared with other networks. The transfer functions, such as tan sigmoid and pure linear, were used to relate the input, hidden, and output neuron layers. A feed-forward back propagation algorithm was selected to train the network in a MATLAB® programming environment. Here the scaled conjugate gradient algorithm was used to minimize the error.
In all, 27 data sets corresponding to 27 simulation results using L27 orthogonal array were used to train, and two intermediate data sets were used for testing. The TWB forming behavior from FE simulations and ANN modeling for two intermediate test trials were compared to validate the accuracy of ANN prediction.
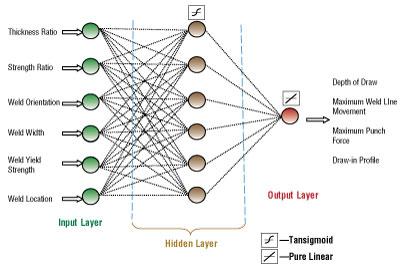
A typical optimized ANN architecture for predicting the deep-drawing behavior of TWBs made of aluminum sheet is shown in Figure 5.
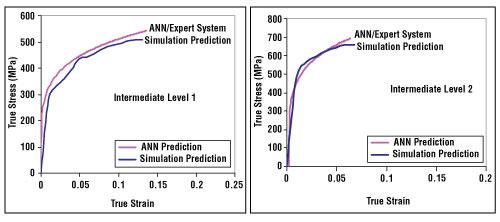
The expert system predictions were compared with the simulation results. The validation was performed at selected intermediate levels between levels 1 and 2 and levels 2 and 3 (see Figure 4). This comparison checked the consistency of the expert system/ANN prediction, so only the simulation results were compared at selected intermediate levels. For example, the true stress-strain behavior from the expert system and simulation were compared (see Figure 6) and were found to be consistent.
Other tensile properties also were predicted. Figure 7 shows the error statistics comparing the expert system and simulation predictions during training and testing of ANN.
The comparison was encouraging, with all the parameters showing less than 10 percent difference, except the strain hardening exponent (n) value. In testing, it showed an error difference of about 14 percent, which is considerable.
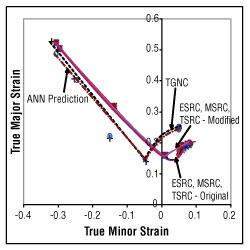
Figure 10: Here, the expert system prediction is compared with the failure criteria prediction for intermediate levels.
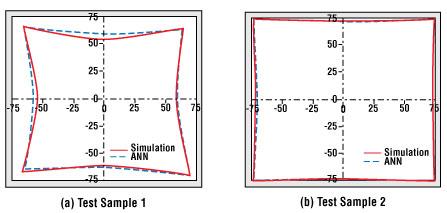
The deep-drawing behavior also was predicted and compared with the simulation results for a few intermediate levels. For instance, Figure 8 shows a good agreement between the draw-in predictions from ANN and the simulation of aluminum-alloy TWBs.2
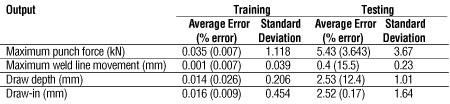
The error statistics for the other deep-drawing parameters are indicated in Figure 9. The maximum weld line movement was found to show more deviation between the ANN prediction and simulation results, while other parameters were predicted within an acceptable error limit.
For forming limit predictions, four different failure criteria were used: effective strain rate ratio, major strain rate ratio, thickness strain rate ratio, and thickness gradient-based necking criteria.3 The ANN forming limit predictions were found to be satisfactory (see Figure 10).
For future testing, the expert system will be updated for more forming behavior, base material properties, TWB conditions, and material models. Prediction of the forming limit of aluminum TWBs and friction stir welded blanks using different failure criteria and the expert system is planned. In this research, both out-of-plane and in-plane stretching will be simulated to predict the forming limit.
Notes
1. K. Veerababu, R. Ganesh Narayanan, and G. Saravanakumar, “An expert system based on artificial neural network for predicting the tensile behavior of tailor welded blanks,” Expert Systems with Applications, Vol. 36, No. 7 (2009), pp. 10683-10695.
2. K. Veerababu, R. Ganesh Narayanan, G. Saravanakumar, “An expert system for predicting the deep drawing behavior of tailor welded blanks,” Expert Systems with Applications, Vol. 37, No. 12 (2010), pp. 7802-7812.
3. K. Sivakrishna, “An expert system to predict the forming limit of tailor welded blanks,” Thesis, M. Tech, Indian Institute of Technology, Guwahati, India, 2009.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}