















Manufacturer speeds die build for small parts using CAM software
Eases the making of intricate holes, contours
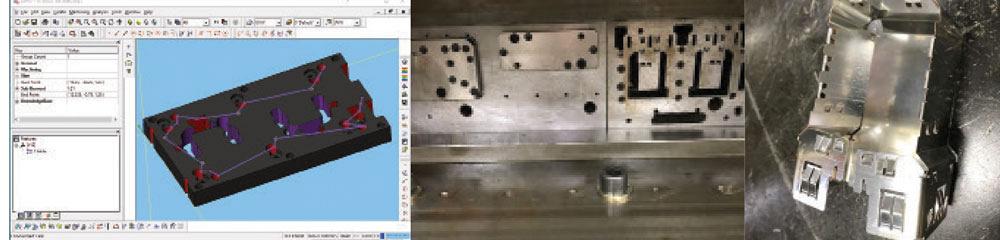
Small Parts stamps electrical shields for an automotive manufacturer. Shown is an ESPRIT CAM file showing one of 200 pieces of a tool; part of the resulting die; and the completed shield part for an electric vehicle charge plug.
Small Parts Inc., based in Logansport, Ind., with locations in Juarez and Reynosa, Mexico, manufactures metal stampings and assemblies. Founded in 1958, the company now employs nearly 350 people across its three locations. In addition to stamping, the company performs welding, tapping, riveting, staking, deburring, and tumbling. It also owns a state-of-the-art cleaning system for parts with stringent cleanliness specifications.
The stamping manufacturer’s jobs are in production volumes from 50,000 to more than 30 million stampings. Altogether, the company stamps more than 370 million parts a year as small as 0.190 inch square and 0.004 in. thick. It stamps nearly every type of metal, but most often brass or copper, and has special expertise in applications requiring spring qualities. The components produced are for transmission, safety restraint, low-voltage distribution, and meter applications. Roughly half of these parts go to customers in the automotive industry and 40 percent to customers in the electrical industry; the remaining parts are general stampings.
Small Parts designs and manufactures its own stamping dies to keep the process in-house and minimize the time it takes to build them. While all of these parts are small, they are not necessarily simple. Some of them are so complex that other companies won’t even quote for them (see Figure 1). The stamping manufacturer accelerated the die builds for the small parts using ESPRIT® computer-aided manufacturing (CAM) software from DP Technology Corp.
“We design our dies and most of our tooling in Creo® [CAD software from PTC], and then we transfer the die design drawing into the ESPRIT software. It selects the tools and directs the CNC machines, including wire EDM, mills, and lathes, to do the machining,” said Corporate Engineering Manager Tyler Hiser.
Challenges of a Small Part
One such part was a tool the stamper designed and built to stamp an electrical shield for an automotive manufacturer. The company produces half a million of these stampings each year. The stamping tool was wire cut using dowel settings, identically sized punches, and retainers that needed to be slip-fit. The tool also required oversized punches, land and taper settings, and open cut setups.
The tool required tight punch and die clearances and very small holes. Precise hole location was a must. Nearly 200 different details were built into the tool; several details were very large.
With more than 200 in. of feed, an advanced sorting operation feature was required. That created one pit stop to remove the slugs.
Because the job was unattended, holding the slug in place while the workpiece was being wire cut required a special strategy.
Software Simplifies
When the shape was almost completed, a small separation prevented the part from falling into the work tank. The wire EDM machine roughed the entire detail, then cut the separation to remove the slugs. Because of tight clearances, three skims were needed. All of this had to be completed within 24 hours of unattended operation.
To program all the details to build the tool, CNC Lead Manager Troy Scott used ESPRIT in 3-D solid mode (see Figure 2). To cut the internal holes and the outside perimeter burns of the progressive die, Scott used the software’s legacy hole recognition feature to program his EDM hole driller. After using that feature to connect all holes with one peer-to-peer network and define the thread points, Scott used the color coding and the grouping properties features to find the profile cavities to be wire EDM-cut in one click.
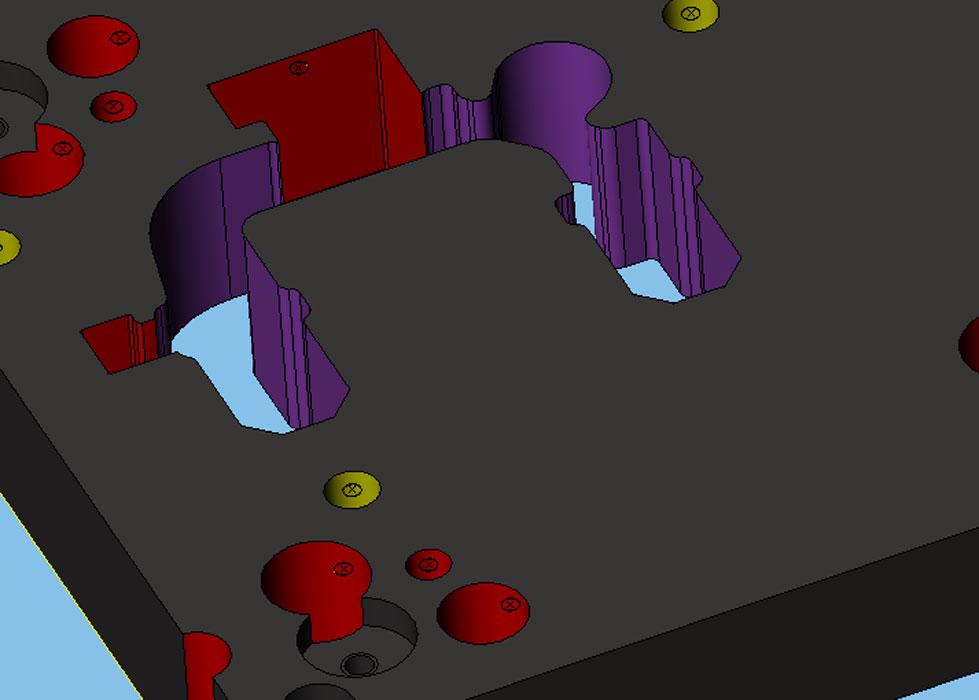
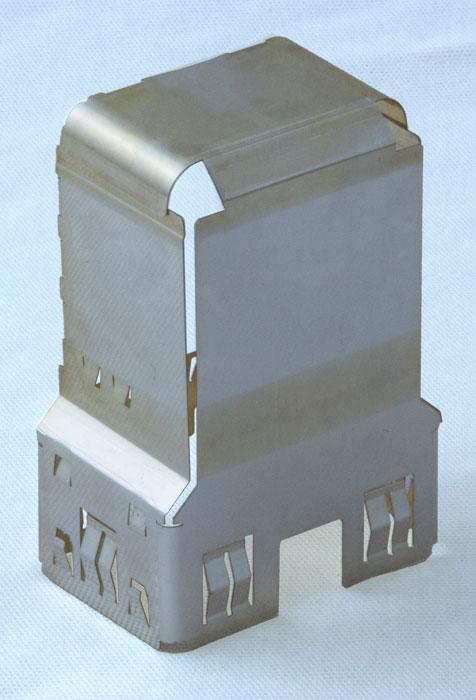
Figure 1
Although the shield part was small, its punch and form die contained multiple intricate holes and contours.
All of the company’s die build programmers use the wire EDM expert system and save their settings, which can be customized later and ensure accuracy when loading the wire EDM technology. The system’s XML files can be applied to each cut by inputting wire diameter, material, finish, and accuracy. “This generates the correct parameter settings and offsets,” Scott said.
Scott and the team are exploring the software and finding broader applications for it. “We’ve recently gone to a different setup with the XML files. They are condition files. We’re experimenting with those, and I like the versatility of being able to use that technology to burn virtually anything we want. We didn’t have that versatility before.”
Scott said that he recently used that technology to burn graphite and different materials that he had not been able to burn before. “So we’ve been experimenting with those. It’s a nice feature.”
Scott added that the CAM software is user-friendly and offers the ability to automate and save settings. “We use it for everything,” he said.
Small Parts, www.smallpartsinc.com
ESPRIT, www.espritcam.com
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}