















R&D Update: Analyzing springback in double-curved autobody panels

The magnitude of springback is difficult to predict because it’s influenced by several variables. These can included material-related parameters (Young’s modulus, anisotropy, strain-hardening coefficient, and strength coefficient) and tool and process variables (punch and die geometries, sheet thickness, punch stroke, blank holder, or binder, force, and prestrain). Tool geometry modifications, such as changes in the punch corner radius or die corner radius, and process variable adjustments, such as to the punch stroke or the blank holder force, have been shown to reduce springback.
Predicting springback in bending operations has been studied extensively. However, research is ongoing in deep drawing and stretch forming using tools with double-curved surface.
Elastic Recovery, Springback in Automotive Panels With Double Curves
A recent study by Nader Asnafi of the Volvo Car Corp. focused on the analytical prediction and experimental verification of springback in double-curved panels. This study investigated the effects of springback on binder force, punch curvature, and sheet thickness.
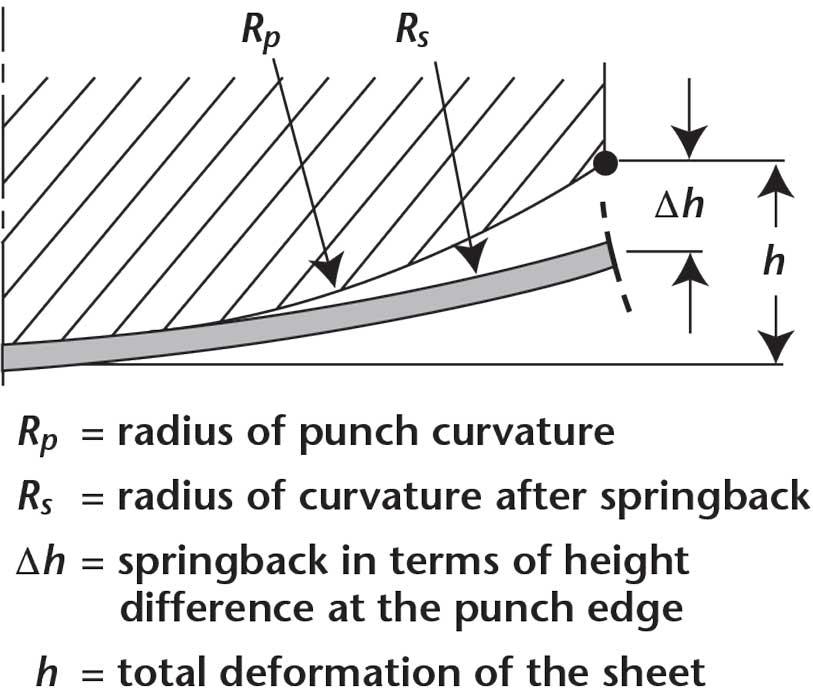
The study initially examined a blank formed by a single-curved punch in two steps (see Figure 1 ). In the first step, the blank was made to adopt the punch shape by application of a moment, M . In the second step, a tension, T, was applied. Springback and tension are inversely related. Springback (Δ h ) also is a function of the curvature radius and the bending moment acting on the sheet (see Figure 2 ).
The same concept is applicable to deep drawing a part with a double-curvature surface. The degree of tension depends on the restraining force in the flange or binder (blank holder) area . In turn, the restraining force depends on the applied binder force, draw bead geometry (if used), friction (both blank holder-sheet friction and punch-sheet friction), and profile radii (both punch and blank holder).
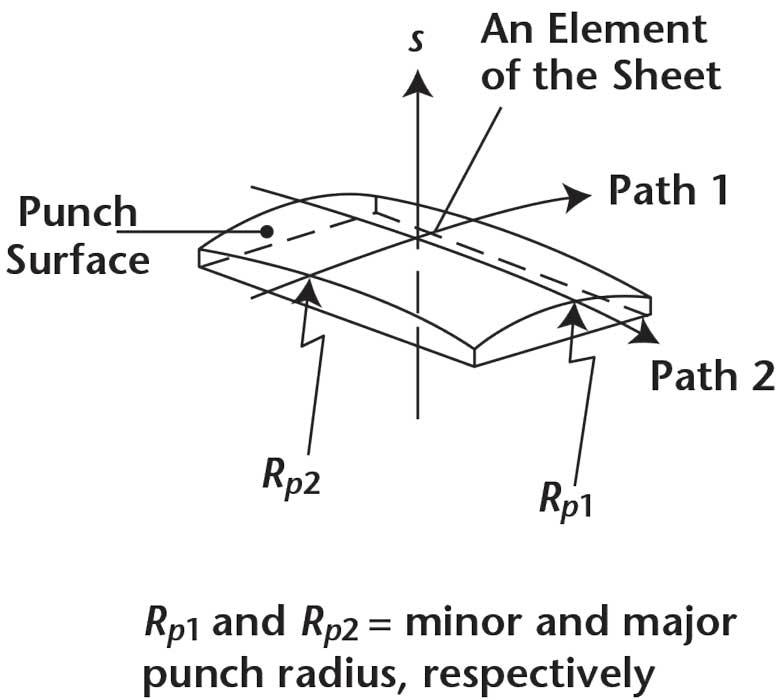
The larger the restraining force, the greater are the tensions action on the double-curved surface. The large these tensions are, the smaller the springback will be. Figure 3 shows a double-curved element and the punch surface.
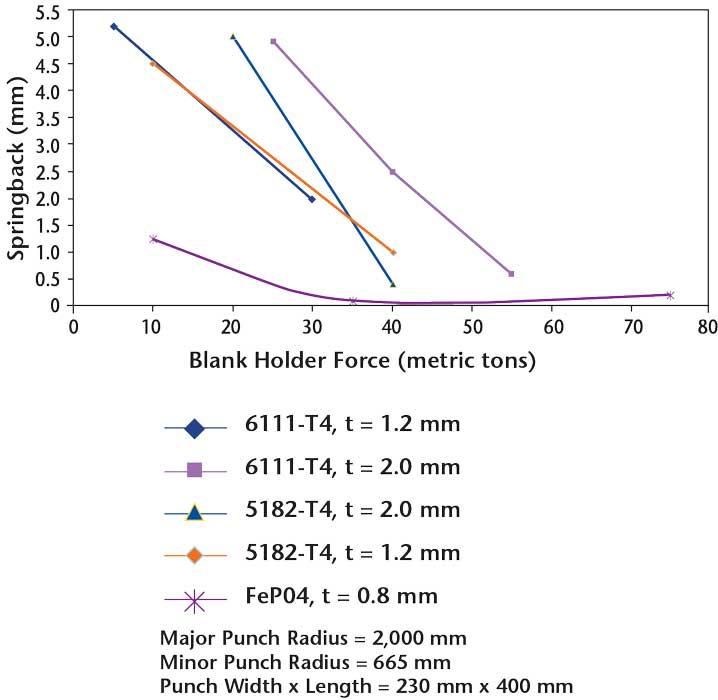
The relationship among the stresses, strains, radius of curvature, tension, moment, yield strength, and springback for a double-curved part were estimated analytically. These estimates predicted that springback would decrease with an increase in the blank holder force and sheet thickness.
Verifying Results
To verify the analytical results, experiments with two double-curvature punches were conducted. Punch 1 had minor and major radii of 665 mm and 2,000 mm, respectively,and punch 2 had minor and major radii of 450 mm and 1,340 mm, respectively.
Both punches were 230 mm wide and 400 mm long. Four sheet materials were tested: FeP04 steel (equivalent to SAE 1006) and 5182,6016, and 6111 aluminum. Rectangular blanks (400 mm by 570 mm) with different sheet thickness (0.8 mm, 1.2 mm, and 2.0 mm) were formed with both punches.
For strain measurement, a quadrilateral grid was etched on each blank before forming. After forming, the panels were trimmed and measured. Changing binder force in the flange area varied the restraining force.
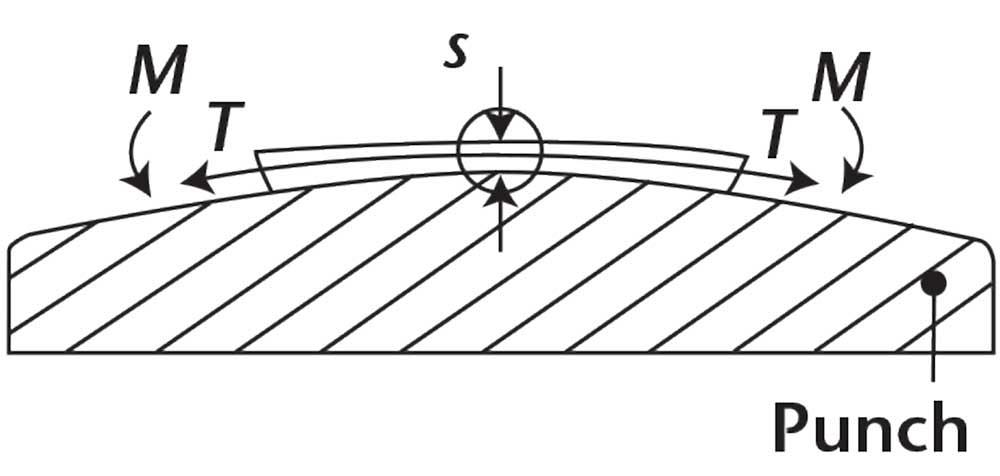
Figure 1
In the first step, the blank was made to adopt the punch shape by application of a moment, M. In the second step, a tension, T, was applied.
Blanks formed with punch 2, which had smaller radii than punch 1, exhibited significantly less springback. As predicted, increasing the blank holder force and sheet thickness decreased the amount of springback (see Figure 4 ). However increasing the blank holder force in not always sufficient to minimize springback; a higher blank holder force may cause sheet fracture.
Further Investigation
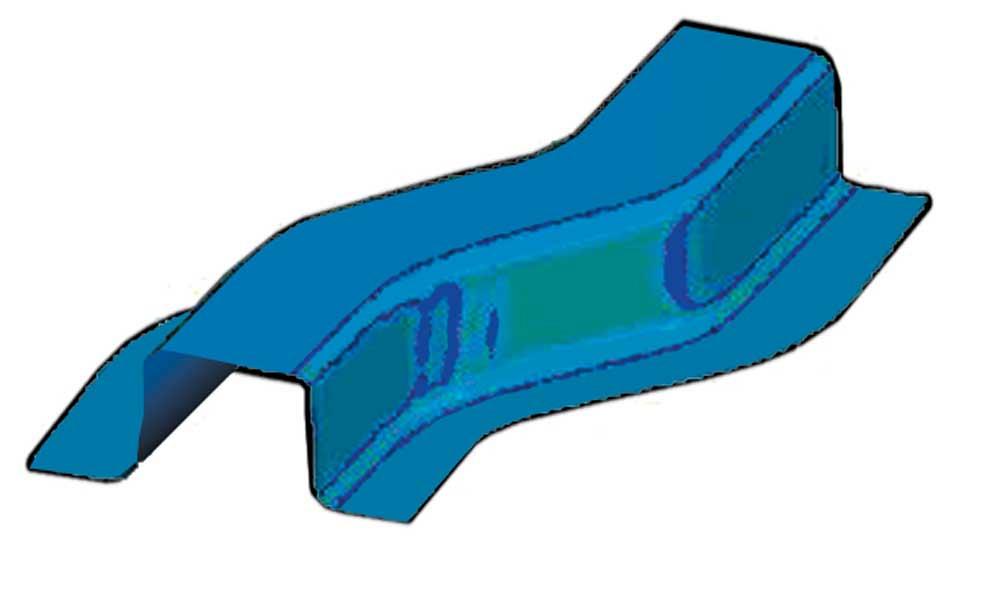
To investigate metal flow, the ERC/NSM selected an S-shaped rail part (see Figure 5 ) to study how controlling the binder force can reduce springback. This investigation focused on stretching a stamped part at the end of deformation to reduce springback.
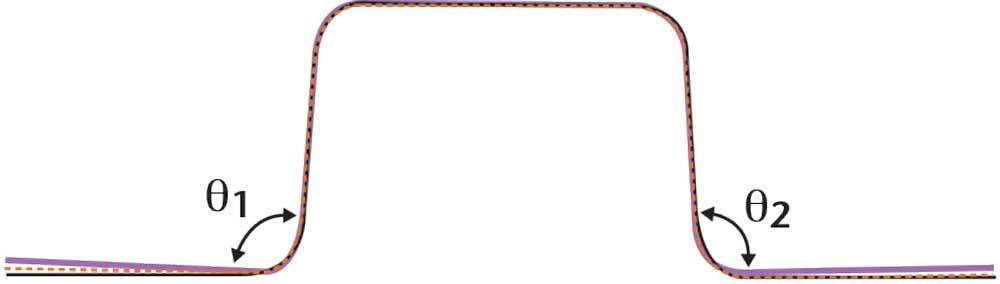
Finite element analysis (FEA) was used to predict the exact amount of binder force needed to apply the appropriate stretch without causing excessive thinning and fracture. By using a new adaptive simulation strategy, it was possible to reduce that maximum part thinning from 34 to 17 percent. Increasing the binder force approximately 30 percent at the end of deformation reduced springbuck nearly 50 percent in one of the part sections shown in Figure 5 (see Figure 6 ).
These examples illustrates that it’s possible to estimate springback by using analytical or FEA methods. These methods can predict how much stretch and binder force are necessary without excessively thinning or fracturing the stamped part.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





{kind=link}
{kind=link}
{kind=link}
{kind=link}